Download as pdf or txt
You might also like
- It Is Quite Another Electricity: Transmitting by One Wire and Without GroundingFrom EverandIt Is Quite Another Electricity: Transmitting by One Wire and Without GroundingRating: 4.5 out of 5 stars4.5/5 (2)
- Electrostatic SeparationsDocument66 pagesElectrostatic Separationsanam_uet8751100% (2)
- Electrostatic PrecipitatorDocument17 pagesElectrostatic PrecipitatorAmit SinghNo ratings yet
- Wet Electroscrubbers For State of The Art Gas Cleaning: Critical ReviewDocument11 pagesWet Electroscrubbers For State of The Art Gas Cleaning: Critical ReviewHotib PerwiraNo ratings yet
- Lecture5 (1) AirDocument8 pagesLecture5 (1) AirRaj BakhtaniNo ratings yet
- From Wikipedia, The Free Encyclopedia: Electrostatic Precipitator of A Biomass Heating System With A Heat Power of 2 MWDocument17 pagesFrom Wikipedia, The Free Encyclopedia: Electrostatic Precipitator of A Biomass Heating System With A Heat Power of 2 MWPrabhumk07No ratings yet
- Electrostatic PrecipitatorDocument9 pagesElectrostatic PrecipitatorArief Rizky RNo ratings yet
- Electrostatic PrecipitatorDocument10 pagesElectrostatic Precipitatorsuthandira.malarNo ratings yet
- Air Pollution Control: Mohamad YaniDocument35 pagesAir Pollution Control: Mohamad Yanitiara amandaNo ratings yet
- Lec#6 MS - Electrostatic SeparationDocument26 pagesLec#6 MS - Electrostatic Separationss-leaksNo ratings yet
- Electrostatic Precipitation & Electrostatic PrecipitatorDocument10 pagesElectrostatic Precipitation & Electrostatic PrecipitatorsidrahafeezNo ratings yet
- A Study On Electro-Static Precipitator and Its Voltage Controller (BAPCON)Document73 pagesA Study On Electro-Static Precipitator and Its Voltage Controller (BAPCON)Chaitu Kris94% (18)
- Novel Wet Electrostatic Precipitator For Sub-Micron ParticlesDocument10 pagesNovel Wet Electrostatic Precipitator For Sub-Micron Particlesdawn.devNo ratings yet
- Experimental-and-numerical-study-on-the-performance-and_2023_Chemical-EngineDocument13 pagesExperimental-and-numerical-study-on-the-performance-and_2023_Chemical-Engineludovic fineNo ratings yet
- Handbook of Air Pollution Control Systems and Devices-Margeret Pence 2012 PDFDocument104 pagesHandbook of Air Pollution Control Systems and Devices-Margeret Pence 2012 PDFNurulika Damayanti100% (1)
- 1st Lit Survey PaperDocument12 pages1st Lit Survey PaperShubhi SNo ratings yet
- Study Guide MTDocument7 pagesStudy Guide MTNicole VasquezNo ratings yet
- Tribo-Aero-Electrostatic Separator For Coarse Granular Insulating MaterialsDocument7 pagesTribo-Aero-Electrostatic Separator For Coarse Granular Insulating MaterialsJean AbelaNo ratings yet
- Exp SOLAR FLAT PLATE COLLECTORDocument8 pagesExp SOLAR FLAT PLATE COLLECTORMir Aqueel AliNo ratings yet
- C Electrostatic Precipitatorespelectrostatic Air CleanerDocument4 pagesC Electrostatic Precipitatorespelectrostatic Air CleanerSivaram KothalankaNo ratings yet
- Filt Ers: 2 ElectrofiltersDocument8 pagesFilt Ers: 2 ElectrofiltersElancheran RengaNo ratings yet
- ESP Training ManualDocument51 pagesESP Training ManuallrpatraNo ratings yet
- Precipitator Does This Work For A: Working Principle of Electrostatic PrecipitatorDocument11 pagesPrecipitator Does This Work For A: Working Principle of Electrostatic PrecipitatorSurjit DuttaNo ratings yet
- Unesco - Eolss Sample Chapters: Electrostatic PrecipitatorsDocument9 pagesUnesco - Eolss Sample Chapters: Electrostatic PrecipitatorsGunjan SolankiNo ratings yet
- EspDocument25 pagesEspChaitu KrisNo ratings yet
- Chapter-9 Emission Control Systems: 1. Boiler EmissionsDocument9 pagesChapter-9 Emission Control Systems: 1. Boiler EmissionsDenkaNo ratings yet
- Env IssuesDocument80 pagesEnv Issuesliz joyNo ratings yet
- Journal of Electrostatics: Marco Belan, Federico MessanelliDocument12 pagesJournal of Electrostatics: Marco Belan, Federico MessanelliAnonymous GUitcVONo ratings yet
- Ultraconductors: in Partial Fulfillment For The Award of The DegreeDocument13 pagesUltraconductors: in Partial Fulfillment For The Award of The Degreeritesh bahetiNo ratings yet
- Peltier-Based Cloud ChamberDocument5 pagesPeltier-Based Cloud ChamberGrill meisterNo ratings yet
- Electrostatic Precipitator: WelcomeDocument43 pagesElectrostatic Precipitator: Welcomeprateet_darshanNo ratings yet
- CoronaDocument51 pagesCoronaNavdeep KaurNo ratings yet
- Handbook of Air Pollution Control SystemsDocument104 pagesHandbook of Air Pollution Control SystemsPetros Iosifidis100% (2)
- Solar PhotovoltaicsDocument45 pagesSolar PhotovoltaicsDarshan KhuntNo ratings yet
- Electrostatic Precipitator: by Prakash Kumar Dept:-Electrical Engineering Regn. No.:-0801214353Document20 pagesElectrostatic Precipitator: by Prakash Kumar Dept:-Electrical Engineering Regn. No.:-0801214353Dev KumarNo ratings yet
- Electrostatic Precipitator Knowledge Base PDFDocument9 pagesElectrostatic Precipitator Knowledge Base PDFShisanu Sen100% (1)
- MCG 5138 Project - Electronic - Group 6Document21 pagesMCG 5138 Project - Electronic - Group 6Ratandeep PandeyNo ratings yet
- Section 4 Principle of ESPDocument8 pagesSection 4 Principle of ESPkvsagarNo ratings yet
- Physics Project On Particle AcceleratorDocument13 pagesPhysics Project On Particle AcceleratorAtul Sharma100% (3)
- ingles 10-50Document9 pagesingles 10-50Diego ZapataNo ratings yet
- Tu, Art 2018, Electrostatic PrecipitationDocument11 pagesTu, Art 2018, Electrostatic PrecipitationAlejandra TreviñosNo ratings yet
- Electrostatic Precipitator: Bachelor of Technology in Department of Electrical and Electronic EngineeringDocument5 pagesElectrostatic Precipitator: Bachelor of Technology in Department of Electrical and Electronic EngineeringAMARLAPUDI SREERAMNo ratings yet
- Factors Affecting The Performance of Dry Electrostatic Precipitator A ReviewDocument3 pagesFactors Affecting The Performance of Dry Electrostatic Precipitator A ReviewInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Ref. 3 EcoliDocument8 pagesRef. 3 EcoliwameathNo ratings yet
- Air Pollution Control by NTPDocument10 pagesAir Pollution Control by NTPHương NgôNo ratings yet
- Trident PaperDocument6 pagesTrident PaperniceseshaNo ratings yet
- Case Study: Donora Smog 1948: Group 4Document9 pagesCase Study: Donora Smog 1948: Group 4Denzil SeguntoNo ratings yet
- Assignment On TE 4245 Assignment On TE 4245: TopicDocument25 pagesAssignment On TE 4245 Assignment On TE 4245: TopicNaimul HasanNo ratings yet
- High Voltage SectionDocument10 pagesHigh Voltage SectionMohamed KhNo ratings yet
- Background Theory Solar Tracker by S. M. Khaled FerdousDocument17 pagesBackground Theory Solar Tracker by S. M. Khaled Ferdousrinti_shams71% (7)
- Application of ElectrostaticDocument15 pagesApplication of ElectrostaticAhmadNo ratings yet
- Journal TemplateDocument6 pagesJournal TemplateMuhammad Danial Bin RazaliNo ratings yet
- Comparison Between Different Architectures of An Electrolyte-Gated Organic Thin-Film Transistor Fabricated On Flexible Kapton SubstratesDocument4 pagesComparison Between Different Architectures of An Electrolyte-Gated Organic Thin-Film Transistor Fabricated On Flexible Kapton SubstratesliviuNo ratings yet
- L3 - Non-Conventional Power GenerationDocument29 pagesL3 - Non-Conventional Power GenerationSwapnilNo ratings yet
- Polymers 14 01236Document24 pagesPolymers 14 01236KarthikNo ratings yet
- Saroj ThesisDocument32 pagesSaroj Thesiseswar110582No ratings yet
- Electroestatic Separetor PDFDocument7 pagesElectroestatic Separetor PDFRodrigo GilNo ratings yet
- Electrical Discharge Machining (EDM)Document68 pagesElectrical Discharge Machining (EDM)Sreedhar PugalendhiNo ratings yet
- Modern Devices: The Simple Physics of Sophisticated TechnologyFrom EverandModern Devices: The Simple Physics of Sophisticated TechnologyNo ratings yet
- A Comprehensive Parametric Study of Grain-Based Models For Rock FailureDocument17 pagesA Comprehensive Parametric Study of Grain-Based Models For Rock FailureLorenzoNo ratings yet
- Test 3 Solution 2012 PDFDocument3 pagesTest 3 Solution 2012 PDFManishaa Varatha RajuNo ratings yet
- Compression Test On Open Coil Helical SpringaimDocument1 pageCompression Test On Open Coil Helical SpringaimNishant KumarNo ratings yet
- Power Transformer Protection-R1Document53 pagesPower Transformer Protection-R1Dragana NikolicNo ratings yet
- Brushless DC Motor FundamentalsDocument7 pagesBrushless DC Motor FundamentalsAdesh JagtapNo ratings yet
- Properties:: Aniline FormaldehydeDocument3 pagesProperties:: Aniline FormaldehydeChaudhry BrothersNo ratings yet
- CTOD Testing: Job Knowledge 76Document3 pagesCTOD Testing: Job Knowledge 76kevin herryNo ratings yet
- BGD 520 Automatic Scratch TesterDocument2 pagesBGD 520 Automatic Scratch TesterNguyen Trung HuyNo ratings yet
- IB Steel StructuresDocument8 pagesIB Steel StructuresSuresh RajuNo ratings yet
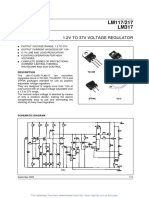
- LM117/217 LM317: 1.2V To 37V Voltage RegulatorDocument14 pagesLM117/217 LM317: 1.2V To 37V Voltage Regulator박철승No ratings yet
- Grid1 - SPT PS2 E WDocument3 pagesGrid1 - SPT PS2 E WJulian ZuluagaNo ratings yet
- Modeling of Bolted Endplate Beam To Column Joints With Various Stiffeners Nadir BoumechraDocument13 pagesModeling of Bolted Endplate Beam To Column Joints With Various Stiffeners Nadir BoumechraKariim DiíbNo ratings yet
- CRCA Steel - Check Full Form, Meaning, FeaturesDocument5 pagesCRCA Steel - Check Full Form, Meaning, FeaturesSilambarasan KNo ratings yet
- Diploma Sittr 21 Revision Syllabus Strength of MaterialsDocument2 pagesDiploma Sittr 21 Revision Syllabus Strength of MaterialsYaduthilak YktNo ratings yet
- Model Answers On Some QuestionsDocument18 pagesModel Answers On Some QuestionsCharles OndiekiNo ratings yet
- Alumec PDFDocument7 pagesAlumec PDFetamil87No ratings yet
- First-Principles Calculations of The Elastic, and Electronic Properties of YFe2, NiFe2 and YNiFe4 Intermetallic CompoundsDocument10 pagesFirst-Principles Calculations of The Elastic, and Electronic Properties of YFe2, NiFe2 and YNiFe4 Intermetallic Compoundsromeda_8No ratings yet
- Relevance of Biochemistry in Raw Materials Research and Development CouncilDocument4 pagesRelevance of Biochemistry in Raw Materials Research and Development CouncilfmebirimNo ratings yet
- Shear Force Effect: BenameyalaDocument23 pagesShear Force Effect: BenameyalaZOENo ratings yet
- Btech Me 5 Sem Advanced Welding Kme055 2021Document2 pagesBtech Me 5 Sem Advanced Welding Kme055 2021Wizard ToxicNo ratings yet
- Ies Master Test 1 SolutionDocument9 pagesIes Master Test 1 SolutionAmritanshu SrivastavaNo ratings yet
- Aenor: UNE-EN 60383-2Document17 pagesAenor: UNE-EN 60383-2Juan100% (1)
- Two-Dimensional Modeling of Ablation and Pyrolysis With Application To Rocket NozzlesDocument13 pagesTwo-Dimensional Modeling of Ablation and Pyrolysis With Application To Rocket NozzlesKamil El HanefiNo ratings yet
- 8403 PDF ch15Document39 pages8403 PDF ch15vyhtran4731No ratings yet
- Beam-Design-including torsion-IS 456Document7 pagesBeam-Design-including torsion-IS 456Swapnil KNo ratings yet
- Quality Control of SuppositoriesDocument9 pagesQuality Control of SuppositoriesErnest Nana Yaw AggreyNo ratings yet
- CONTACT Imulia PDFDocument325 pagesCONTACT Imulia PDFTố Như PhạmNo ratings yet
- Astm17 0413Document4 pagesAstm17 0413anggaxkusumaNo ratings yet
- Finite Element Analysis and DesignDocument35 pagesFinite Element Analysis and Designchesspalace2100% (1)
- Non-Migratory Antiozonant System For Natural Rubber Non-Migratory Antiozonant System For Natural RubberDocument193 pagesNon-Migratory Antiozonant System For Natural Rubber Non-Migratory Antiozonant System For Natural RubberPrashanthnandavarNo ratings yet