Download as pdf or txt
You might also like
- Assignment 2 PmicDocument11 pagesAssignment 2 PmicPankaj Vijay100% (1)
- The BowDocument10 pagesThe BowNoor HasnawatiNo ratings yet
- Implant Training ReportDocument24 pagesImplant Training Reportgeniusgany100% (1)
- 1717 Two International Finance Centre PDFDocument9 pages1717 Two International Finance Centre PDFBatoul ObeidNo ratings yet
- The Hong Kong Convention and Exhibition Centre (Hkcec) Unusual But Highly Successful Procurement ExampleDocument8 pagesThe Hong Kong Convention and Exhibition Centre (Hkcec) Unusual But Highly Successful Procurement ExampleAbhishek AkodiyaNo ratings yet
- The Arup Journal Issue 2 2005 CompDocument60 pagesThe Arup Journal Issue 2 2005 Comp19-024 Putri Ratnasari100% (1)
- An Innovative Solution For Small Span Bridges - Precobeam: June 2014Document13 pagesAn Innovative Solution For Small Span Bridges - Precobeam: June 2014Miguel Angel Contreras OrtizNo ratings yet
- Full ProjectDocument10 pagesFull ProjectIsmail HussainNo ratings yet
- Chapter 1-Basic ConceptsDocument31 pagesChapter 1-Basic Conceptsazamislam726537No ratings yet
- View PublicationDocument16 pagesView PublicationMarco PlebaniNo ratings yet
- VesselDocument13 pagesVesseloumetaha043No ratings yet
- Heathrow AirportDocument8 pagesHeathrow AirportAndrea VillalobosNo ratings yet
- 13 Case Study CCTV Building Headquarters Cultural Center PDFDocument13 pages13 Case Study CCTV Building Headquarters Cultural Center PDFAnonymous 5VwQ0KC3No ratings yet
- ARUP Structural Engineering DesignDocument7 pagesARUP Structural Engineering DesignEmmanuel RamirezNo ratings yet
- Design and Construction of The Kingston CommunicatDocument6 pagesDesign and Construction of The Kingston CommunicathairoucheNo ratings yet
- Tree-Structure Canopy A Case Study in deDocument18 pagesTree-Structure Canopy A Case Study in deDrGanesh KameNo ratings yet
- 14 Case Study Shanghai World Financial CenterDocument6 pages14 Case Study Shanghai World Financial CenterElvin Michaels100% (1)
- Mesh Mould: An On Site, Robotically Fabricated, Functional FormworkDocument11 pagesMesh Mould: An On Site, Robotically Fabricated, Functional FormworkLa RanaNo ratings yet
- Prefabricated Modular Housing: A Case Study: December 2014Document11 pagesPrefabricated Modular Housing: A Case Study: December 2014Hafid SanjayaNo ratings yet
- Zueblin Imagebrosch 2017 ENG ES STRAnetDocument32 pagesZueblin Imagebrosch 2017 ENG ES STRAnetousoulegrandNo ratings yet
- Bubble Deck Slab: November 2018Document40 pagesBubble Deck Slab: November 2018Kiran GowdaNo ratings yet
- Airport FabricationDocument6 pagesAirport FabricationAnkit YadavNo ratings yet
- Structural Steel Design Awards 2018Document32 pagesStructural Steel Design Awards 2018bachNo ratings yet
- Overall Winner:: Protea Court RooflightDocument3 pagesOverall Winner:: Protea Court RooflightRitul JhanwarNo ratings yet
- Multi Trade PrefabricationDocument6 pagesMulti Trade PrefabricationPaul KwongNo ratings yet
- MS FinalistDocument28 pagesMS FinalistWindie Marie M. DicenNo ratings yet
- JCTNewsJuly2012 LowresDocument12 pagesJCTNewsJuly2012 LowresfirthousiyaNo ratings yet
- Bridge Research Paper OutlineDocument5 pagesBridge Research Paper Outlinezrdhvcaod100% (1)
- The Scottish OfficeDocument12 pagesThe Scottish OfficeKIANU STEVENo ratings yet
- DESIGN AND REALISATION OF COMPOSITE GRIDSHELL Postprint PDFDocument11 pagesDESIGN AND REALISATION OF COMPOSITE GRIDSHELL Postprint PDFYohannesNo ratings yet
- Case Studies in Project Management - The Shard Top Down Construction - Individual Draft (Rev. 1)Document16 pagesCase Studies in Project Management - The Shard Top Down Construction - Individual Draft (Rev. 1)Erdem GencbayNo ratings yet
- Lightweight Composite Monocoque Heavy Goods Vehicle TrailerDocument4 pagesLightweight Composite Monocoque Heavy Goods Vehicle TrailerMatthew TurnerNo ratings yet
- Duffy2009 Article BuildingAppraisalAPersonalViewDocument8 pagesDuffy2009 Article BuildingAppraisalAPersonalViewGiana ValerieNo ratings yet
- Form Pressure Generated by Fresh Concrete: A Review About Practice in Formwork DesignDocument16 pagesForm Pressure Generated by Fresh Concrete: A Review About Practice in Formwork DesignAleksa Cavic100% (1)
- "Hybrid" Light Steel Panel and Modular Systems PDFDocument11 pages"Hybrid" Light Steel Panel and Modular Systems PDFTito MuñozNo ratings yet
- Survey Tall Wood - Report Without Appendices - WebDocument37 pagesSurvey Tall Wood - Report Without Appendices - Webthanhmai_1701qnNo ratings yet
- Mid Report of My Major ProjectDocument52 pagesMid Report of My Major ProjectIshfaq AbassNo ratings yet
- Self-Compacting Concrete: Technology Development and Measurement of WorkabilityDocument17 pagesSelf-Compacting Concrete: Technology Development and Measurement of WorkabilitymusaNo ratings yet
- Structural Steel Sets The Framework For Massive Airport RedevelopmentDocument4 pagesStructural Steel Sets The Framework For Massive Airport Redevelopmentclam2014No ratings yet
- Shanghai World Financial CenterDocument6 pagesShanghai World Financial CenterSuncica ZurkovicNo ratings yet
- DSR MicroprojectDocument22 pagesDSR Microproject725 Radhika RajdharNo ratings yet
- Casas PrefabricadasDocument11 pagesCasas PrefabricadasJonathan Kpu Burgos NogueraNo ratings yet
- A Study On Composite Structures - A Solution For High Rise Structures in IndiaDocument5 pagesA Study On Composite Structures - A Solution For High Rise Structures in IndiaHealer AVNo ratings yet
- The Arup Journal Issue 2 1997Document26 pagesThe Arup Journal Issue 2 1997Paul Ciprian TeglaNo ratings yet
- A Case Study On International Construction Projects Stadiums and ArenasDocument27 pagesA Case Study On International Construction Projects Stadiums and ArenasVignesh AyyathuraiNo ratings yet
- The Arup Journal Issue 4 1994Document20 pagesThe Arup Journal Issue 4 1994juanjosefontanaNo ratings yet
- Materials 13 01120Document25 pagesMaterials 13 01120sudesnadalei.11No ratings yet
- Ilovepdf MergedDocument79 pagesIlovepdf MergedHelo100% (1)
- Eiccf 64072 033Document19 pagesEiccf 64072 033José Luis Rodríguez SánchezNo ratings yet
- Bd-Ash 3Document18 pagesBd-Ash 3Nuno FerreiraNo ratings yet
- Internship Final Report: Issa GrantDocument16 pagesInternship Final Report: Issa GrantIssa GrantNo ratings yet
- Chapter 1 - Intro To CTDocument38 pagesChapter 1 - Intro To CTKhairi AzharNo ratings yet
- 01-A New Urban Giant-The Bow TowerDocument3 pages01-A New Urban Giant-The Bow TowerTari SeptariantiNo ratings yet
- 1702 High Rise Buildings in The Netherlands Hybrid Structures and Precast Concrete PDFDocument9 pages1702 High Rise Buildings in The Netherlands Hybrid Structures and Precast Concrete PDFNithiya SmileeNo ratings yet
- Direct From MidrexDocument10 pagesDirect From MidrexLekhamani YadavNo ratings yet
- Overview of Pre-Engineered BuildingsDocument6 pagesOverview of Pre-Engineered BuildingsGhaneshwar ThangjamNo ratings yet
- Use of Foamed Concrete in Construction: Ravindra K. DhirDocument12 pagesUse of Foamed Concrete in Construction: Ravindra K. DhirzaswanthNo ratings yet
- Modernisation, Mechanisation and Industrialisation of Concrete StructuresFrom EverandModernisation, Mechanisation and Industrialisation of Concrete StructuresNo ratings yet
- Aeroport Dasin V KytayiDocument3 pagesAeroport Dasin V KytayiThomasNo ratings yet
- Engineering Properties of Asphalt Binder ModifiedDocument13 pagesEngineering Properties of Asphalt Binder ModifiedThomasNo ratings yet
- Laboratory Manual - T1T2 March 2023 PDFDocument16 pagesLaboratory Manual - T1T2 March 2023 PDFThomasNo ratings yet
- 2020 QEHS Management Manual & Procedure R3.1 (Master Copy) - Current PDFDocument195 pages2020 QEHS Management Manual & Procedure R3.1 (Master Copy) - Current PDFThomas100% (1)
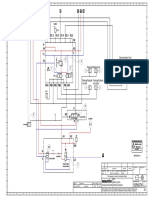
- Sistema de Freno 931Document2 pagesSistema de Freno 931kathy fernandezNo ratings yet
- Gyptone Tiles Planks Boards BrochureDocument16 pagesGyptone Tiles Planks Boards BrochureCynthia MillerNo ratings yet
- Schroedinger Equation Atomic Wave Functions Atomic Orbitals Quantum NumbersDocument45 pagesSchroedinger Equation Atomic Wave Functions Atomic Orbitals Quantum NumbersRishit JakhariaNo ratings yet
- 16 CR 5 NiDocument11 pages16 CR 5 NiNikhil VermaNo ratings yet
- Swelling of Nylon 6 Film Due To Water SorptionDocument14 pagesSwelling of Nylon 6 Film Due To Water SorptionRobin KuoNo ratings yet
- Atpl Met Fronts N Masses PDFDocument25 pagesAtpl Met Fronts N Masses PDFjonNo ratings yet
- Screw Compressor NamingDocument88 pagesScrew Compressor NamingCaptain hopiNo ratings yet
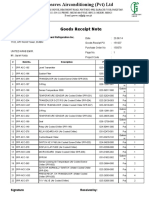
- Goods Receipt Note: Johnson Controls Air Conditioning and Refrigeration Inc. (YORK) DateDocument4 pagesGoods Receipt Note: Johnson Controls Air Conditioning and Refrigeration Inc. (YORK) DateSaad PathanNo ratings yet
- Propulsion Lab Manual - 1478844449789Document31 pagesPropulsion Lab Manual - 1478844449789meetNo ratings yet
- CV K Muralidhar February 2018 PDFDocument43 pagesCV K Muralidhar February 2018 PDFBalakrishna ChowdaryNo ratings yet
- Iec 60502-2 2005Document4 pagesIec 60502-2 2005Phaneendra JalaparthiNo ratings yet
- Alignment Chart For Effective Length of Columns in Continuous FramesDocument1 pageAlignment Chart For Effective Length of Columns in Continuous Framesivan bolañosNo ratings yet
- Reduced Syllabus of JEE Main 2024 - Chemistry-1698910649896Document8 pagesReduced Syllabus of JEE Main 2024 - Chemistry-1698910649896Ryaan MansuriNo ratings yet
- ÃÖÁ - BWMS Purimar - EN - Final - 190603 - Page - Àú¿ë ®Document10 pagesÃÖÁ - BWMS Purimar - EN - Final - 190603 - Page - Àú¿ë ®NDNo ratings yet
- Results and Discussion Exp 3Document2 pagesResults and Discussion Exp 3jaamartinezNo ratings yet
- API-571 Chart - UdayDocument11 pagesAPI-571 Chart - UdayRaghavan Venkatraman100% (1)
- Equilibrium MCDocument43 pagesEquilibrium MCThaarvena Retina100% (1)
- FLIR T640 Thermal Imaging CameraDocument5 pagesFLIR T640 Thermal Imaging CameraaspenspencerwrmNo ratings yet
- Pisa 3 4 G9Document19 pagesPisa 3 4 G9lenie bacalsoNo ratings yet
- Mid Term 3 Fall 2009Document1 pageMid Term 3 Fall 2009Mohamed Ashraf AdlyNo ratings yet
- Components Compression RefrigeratorDocument20 pagesComponents Compression Refrigeratormlkz_01No ratings yet
- Lifting LugDocument39 pagesLifting LugSasikumar JothiNo ratings yet
- Compressor Amperage Curve - The ProfessorDocument3 pagesCompressor Amperage Curve - The ProfessorambuenaflorNo ratings yet
- 1.design of Frame:: Basic CalculationsDocument8 pages1.design of Frame:: Basic CalculationsMectrosoft Creative technologyNo ratings yet
- Module 2E - Application of First-Order DEDocument26 pagesModule 2E - Application of First-Order DELepo ChangNo ratings yet
- Fluidized Bed ReactorDocument23 pagesFluidized Bed ReactorHelberth Lopes50% (2)
- SoP Danish PDFDocument2 pagesSoP Danish PDFMohdMustaqeemNo ratings yet
- Friction Loss Charts 2008Document36 pagesFriction Loss Charts 2008idiayNo ratings yet
- Basic Air Balance ProcedureDocument15 pagesBasic Air Balance ProcedurebehnamatgNo ratings yet