Download as pdf or txt
You might also like
- Nitinol Af Testing StrategiesDocument5 pagesNitinol Af Testing StrategiesTodd DicksonNo ratings yet
- 1963 Ford GalaxieDocument190 pages1963 Ford GalaxieLuis100% (2)
- Pop Up The Art of Dimensional Moving Paper Designs 4Document20 pagesPop Up The Art of Dimensional Moving Paper Designs 4Rodrigo L. B.100% (1)
- AIr SystemsDocument29 pagesAIr SystemshuhdfNo ratings yet
- Lheniccson Builders Corporation: Panel P1Document1 pageLheniccson Builders Corporation: Panel P1Joshua LopezNo ratings yet
- Standard Iq Remote Control Circuitry + Folomatic (120vac) : Document TitleDocument1 pageStandard Iq Remote Control Circuitry + Folomatic (120vac) : Document TitleCARLOS FERNANDO GOMEZNo ratings yet
- SERIES 200 & 220: Pumping PrincipleDocument12 pagesSERIES 200 & 220: Pumping PrincipleRSS RSSNo ratings yet
- Crate Flexwave-15 fw15 07s190 SCHDocument1 pageCrate Flexwave-15 fw15 07s190 SCHДмитрий СубочNo ratings yet
- Manual Onkyo - Drc500Jp-SmDocument56 pagesManual Onkyo - Drc500Jp-SmAugus BeCaNo ratings yet
- Basic Instrumentation PDFDocument32 pagesBasic Instrumentation PDFImran NisarNo ratings yet
- Feedmill STP Elevations and PFDDocument1 pageFeedmill STP Elevations and PFDDarwin FabonNo ratings yet
- Bme 1984 11Document120 pagesBme 1984 11ralice5022No ratings yet
- 120V Ac Positive Iq Remote Control Circuitry - Modulating (24Vdc)Document1 page120V Ac Positive Iq Remote Control Circuitry - Modulating (24Vdc)Amol BhaleraoNo ratings yet
- Step A Service at Normal Flush: Roi-EtDocument28 pagesStep A Service at Normal Flush: Roi-Etapi-19731078No ratings yet
- Subsea BOP & RiserDocument1 pageSubsea BOP & Riserbladimir moraNo ratings yet
- Inlet Regulating Valve (SD-01-3408)Document6 pagesInlet Regulating Valve (SD-01-3408)emmanuelNo ratings yet
- AR-1 Antilock Relay Valve (SD-13-4795)Document8 pagesAR-1 Antilock Relay Valve (SD-13-4795)emmanuelNo ratings yet
- Pressure Operated SwitchDocument1 pagePressure Operated Switchsyamsul bahriNo ratings yet
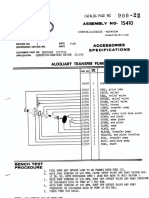
- Catalog Page'No: Assemblv: HERCULES 291771DDocument1 pageCatalog Page'No: Assemblv: HERCULES 291771DWaheed UddinNo ratings yet
- Model: Catalog Page No: 50 0 - DBGFC63741AJ Customer Part NoDocument2 pagesModel: Catalog Page No: 50 0 - DBGFC63741AJ Customer Part NodieselmotorsbogotasasNo ratings yet
- Recommended Inlet Feed and Gas Outlet Nozzles Momentum + Liquid Outlet Nozzle Velocity LimitsDocument1 pageRecommended Inlet Feed and Gas Outlet Nozzles Momentum + Liquid Outlet Nozzle Velocity LimitsHadi VeyseNo ratings yet
- 3D0 MergedDocument9 pages3D0 MergedMilan KanriNo ratings yet
- Se-Pn-10 Panel Load Schedule - 10 (Cp-Fac-2)Document1 pageSe-Pn-10 Panel Load Schedule - 10 (Cp-Fac-2)Văn VươngNo ratings yet
- Iiza 1AJ: Modeldbgfcc635Document2 pagesIiza 1AJ: Modeldbgfcc635dieselmotorsbogotasasNo ratings yet
- FLOW DIAGRAM MANELICK-ModelDocument1 pageFLOW DIAGRAM MANELICK-ModelManelick Jaudiel Monroy VargasNo ratings yet
- Ga For 150kvar Apfc PanelDocument1 pageGa For 150kvar Apfc PanelkapilNo ratings yet
- 1 3pump 4KW Dol With VFDDocument14 pages1 3pump 4KW Dol With VFDaleem ycNo ratings yet
- Catalogue Models F10 and F50 Flow SwitchesDocument12 pagesCatalogue Models F10 and F50 Flow SwitchesNUR AFIFAHNo ratings yet
- Dimensi Panel Cad 2010 Mit Rev 04 SD Mit Fabs Ccep El Hvac 002Document1 pageDimensi Panel Cad 2010 Mit Rev 04 SD Mit Fabs Ccep El Hvac 002Wijaya GultomNo ratings yet
- Se-Pn-12 Panel Load Schedule - 12 (Cp-Fac-4)Document1 pageSe-Pn-12 Panel Load Schedule - 12 (Cp-Fac-4)Văn VươngNo ratings yet
- Ayiklanan Basliksiz Sayfalar 10Document1 pageAyiklanan Basliksiz Sayfalar 10amicoadrianoNo ratings yet
- 2Document1 page2j8164322No ratings yet
- Placement Centre Board Room Student Council W/C: Central StoreDocument1 pagePlacement Centre Board Room Student Council W/C: Central StoreVismithaNo ratings yet
- Onkyo - TX ds494 - HT r490 SM Av ReceiverDocument33 pagesOnkyo - TX ds494 - HT r490 SM Av Receiveryo8rmhNo ratings yet
- General Notes: - : Trans. Room Trans. Room Trans. Room Trans. RoomDocument1 pageGeneral Notes: - : Trans. Room Trans. Room Trans. Room Trans. Roomahmad taiyabiNo ratings yet
- Paskey 3Document2 pagesPaskey 3Rogelio ArenasNo ratings yet
- Bendix PR-2, PR-3 & PR-4 Pressure Protection Valves: DescriptionDocument4 pagesBendix PR-2, PR-3 & PR-4 Pressure Protection Valves: DescriptionEnzo SimonettiNo ratings yet
- Injection Pump Specipicaticbn: No. Customer'SDocument2 pagesInjection Pump Specipicaticbn: No. Customer'SdieselmotorsbogotasasNo ratings yet
- F10 & F50 Flow SwitchesDocument12 pagesF10 & F50 Flow SwitchesarmadityaNo ratings yet
- Airmax RM Solenoid ValveDocument6 pagesAirmax RM Solenoid ValveManoj DoshiNo ratings yet
- 96-0315 English RotaryDocument61 pages96-0315 English RotaryCarlos MendozaNo ratings yet
- Xoro hxs231Document18 pagesXoro hxs231dkelicNo ratings yet
- 131&132 - Logic CBDocument1 page131&132 - Logic CBcao ducNo ratings yet
- 0602 - 2 - 222 Conexiones de Escaleras de Mano A Las Plataformas 450mmDocument3 pages0602 - 2 - 222 Conexiones de Escaleras de Mano A Las Plataformas 450mmJavier BastardoNo ratings yet
- 3 MLD PTU PUNJAB-ModelDocument1 page3 MLD PTU PUNJAB-ModelMohit ChauhanNo ratings yet
- Modeldbgfc 6i37-49a J: Injection Pump Specification Customer Part No. 4515115Document2 pagesModeldbgfc 6i37-49a J: Injection Pump Specification Customer Part No. 4515115dieselmotorsbogotasasNo ratings yet
- vr505 Service ManualDocument35 pagesvr505 Service ManualGustavoNo ratings yet
- Sh1 Dhi p0100 M m01 Pid 5303 - Symbol and Legend 3 of 4Document1 pageSh1 Dhi p0100 M m01 Pid 5303 - Symbol and Legend 3 of 4Thanh SonNo ratings yet
- 729 PBM SD A NG 00 300 1Document1 page729 PBM SD A NG 00 300 1Aizhar John QuindozaNo ratings yet
- Av48p775 Av56p775 Av56p785Document61 pagesAv48p775 Av56p775 Av56p785cs2swNo ratings yet
- Side Elevation Front Elevation: LEVEL-105.90 Level - 105.90Document1 pageSide Elevation Front Elevation: LEVEL-105.90 Level - 105.90kalpanaNo ratings yet
- New Holland Kobelco E215b E245b Workshop Manual Compress 3Document50 pagesNew Holland Kobelco E215b E245b Workshop Manual Compress 3Junta DE Usuarios CamanaNo ratings yet
- Capacity SheetDocument1 pageCapacity Sheetable.ankit.94No ratings yet
- Alimentator AutoprotejatDocument11 pagesAlimentator AutoprotejatMirceaNo ratings yet
- SB-1200P SB-2000PDocument17 pagesSB-1200P SB-2000PEdé di MacedoNo ratings yet
- Install Manual Working BookDocument119 pagesInstall Manual Working Bookarq.e.navarreteNo ratings yet
- Vol 10 INSTALLATION & OPERATING MANUAL (IOM) 50 MMBTU - BOOK No 10Document78 pagesVol 10 INSTALLATION & OPERATING MANUAL (IOM) 50 MMBTU - BOOK No 10Akhosh KrishnaNo ratings yet
- Proposed Tower 5 Ground Floor Plan: SidewalkDocument1 pageProposed Tower 5 Ground Floor Plan: SidewalkMartin SantosNo ratings yet
- 7.ca TG-8 - 2 Cooking R4 (2-Oct-2018)Document59 pages7.ca TG-8 - 2 Cooking R4 (2-Oct-2018)นฤมล อินตะนัยNo ratings yet
- Eil Job No.: A545: OwnerDocument35 pagesEil Job No.: A545: OwnerSandip SurNo ratings yet
- TL1100 345914Document4 pagesTL1100 345914mars 05No ratings yet
- CA & Sports Grade 7 Jss Simplified NotesDocument8 pagesCA & Sports Grade 7 Jss Simplified NotesHoseaNo ratings yet
- Cost Effective Housing PDFDocument16 pagesCost Effective Housing PDFSaurav ShresthaNo ratings yet
- AOS Injury Classification Systems Poster 20200327 THORACOLUMBARDocument1 pageAOS Injury Classification Systems Poster 20200327 THORACOLUMBARRakhmat RamadhaniNo ratings yet
- Pexip Infinity Microsoft Teams Deployment Guide V31.aDocument111 pagesPexip Infinity Microsoft Teams Deployment Guide V31.asaqer_11No ratings yet
- SGP TR 012Document276 pagesSGP TR 012Kevin Devalentino Versi IINo ratings yet
- Dir. Master File-NewDocument436 pagesDir. Master File-NewassmexellenceNo ratings yet
- List of Society Latest PDFDocument42 pagesList of Society Latest PDFDr Tilak Raj MeenaNo ratings yet
- NSRP Refinery Plant Environmental Impact AssessmentDocument115 pagesNSRP Refinery Plant Environmental Impact AssessmentScribd_del88% (8)
- New Text DocumentDocument24 pagesNew Text DocumentGledajte Kod NasNo ratings yet
- 2017 Somali English ABC Bridge PrimerDocument230 pages2017 Somali English ABC Bridge PrimerSky somaliNo ratings yet
- Journal of Macromolecular Science, Part C: To Cite This Article: John R. Martin, Julian F. Johnson & Anthony R. CooperDocument145 pagesJournal of Macromolecular Science, Part C: To Cite This Article: John R. Martin, Julian F. Johnson & Anthony R. CooperRicky Iqbal SNo ratings yet
- Lección 11 - How MuchDocument4 pagesLección 11 - How Muchyo no fuiNo ratings yet
- Motor Nuron Disease and The Life of Motor Neurones.Document1 pageMotor Nuron Disease and The Life of Motor Neurones.mjkenneallyNo ratings yet
- NOTH Menu Aug 22Document10 pagesNOTH Menu Aug 22Devin SwanepoelNo ratings yet
- Gs This That Those - ExercisesDocument2 pagesGs This That Those - ExercisesWilvertein C ChambiNo ratings yet
- Blueprint Q1 Grade 6 - in ScienceDocument20 pagesBlueprint Q1 Grade 6 - in ScienceJheng A NignigakNo ratings yet
- Chapter 9 Summary: For Asset Disposal Through Discarding or SellingDocument2 pagesChapter 9 Summary: For Asset Disposal Through Discarding or SellingAreeba QureshiNo ratings yet
- Investment Analysis and Portfolio Management: Lecture Presentation SoftwareDocument43 pagesInvestment Analysis and Portfolio Management: Lecture Presentation SoftwareNoman KhalidNo ratings yet
- ABB Control TP180DA DatasheetDocument3 pagesABB Control TP180DA Datasheetntdien923100% (1)
- Caltex Vs PalomarDocument1 pageCaltex Vs PalomarDean Ben100% (2)
- What Is Underground Mining?Document2 pagesWhat Is Underground Mining?Taha YousafNo ratings yet
- A Seminar Report On: An International Study On A Risk of Cyber TerrorismDocument7 pagesA Seminar Report On: An International Study On A Risk of Cyber TerrorismManish SakalkarNo ratings yet
- Treasure Trove Workbook Answers Daffodils: Passage-1Document4 pagesTreasure Trove Workbook Answers Daffodils: Passage-1Rohan CharlesNo ratings yet
- Nature of Research (FIRST)Document18 pagesNature of Research (FIRST)JEMNA PITOGONo ratings yet
- 2023 Grade 7 - 9 EMS ATP MediationDocument19 pages2023 Grade 7 - 9 EMS ATP MediationtmshuqwanaNo ratings yet
- PreviewDocument254 pagesPreviewIgor OkNo ratings yet
- Bandas PDFDocument3 pagesBandas PDFClaudia DiazNo ratings yet