Download as pdf or txt
You might also like
- The Complete Rigger's Apprentice: Tools and Techniques for Modern and Traditional Rigging, Second EditionFrom EverandThe Complete Rigger's Apprentice: Tools and Techniques for Modern and Traditional Rigging, Second EditionRating: 5 out of 5 stars5/5 (2)
- JJ 103 Fitting ReportDocument12 pagesJJ 103 Fitting ReportNasrul Haziq Murad55% (20)
- Project Report On Inner Grooved Copper TubeDocument8 pagesProject Report On Inner Grooved Copper TubeEIRI Board of Consultants and Publishers0% (1)
- Procedure For Visual InspectionDocument4 pagesProcedure For Visual InspectionAkhilesh Kumar100% (5)
- NIC Components NRE-HDocument6 pagesNIC Components NRE-HNICCompNo ratings yet
- Hallite t58Document6 pagesHallite t58ShaneNo ratings yet
- Engineering DetailDocument30 pagesEngineering DetailSatyaprakash PrakashNo ratings yet
- Grain Size Analysis: Axis TitleDocument4 pagesGrain Size Analysis: Axis Titleajit karandikar100% (1)
- Machining Experiment - 2 - D22Document6 pagesMachining Experiment - 2 - D22Rahul Raghunath BodankiNo ratings yet
- 17PS M001VvvDocument1 page17PS M001VvvBen sayari Mohamed AmineNo ratings yet
- Discharge Vibrating Screen 322-SC-1001 DE Drive GearboxDocument7 pagesDischarge Vibrating Screen 322-SC-1001 DE Drive GearboxMishNo ratings yet
- Product Specification BS-4449Document2 pagesProduct Specification BS-4449Cyprian Cypu100% (2)
- 11 SkyCiv ReportDocument143 pages11 SkyCiv ReportOMANI IbraNo ratings yet
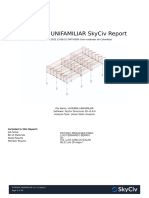
- VIVIENDA UNIFAMILIAR SkyCiv Report PDFDocument36 pagesVIVIENDA UNIFAMILIAR SkyCiv Report PDF@wongNo ratings yet
- CORSON (C7025) : Cu-Ni-Si ALLOYDocument2 pagesCORSON (C7025) : Cu-Ni-Si ALLOYstrip1No ratings yet
- Pipe DistribuidoresDocument4 pagesPipe Distribuidoresjunaidmateen2345No ratings yet
- Prestressed Design of Cable profileTA-30M (R0)Document163 pagesPrestressed Design of Cable profileTA-30M (R0)borkarsd007No ratings yet
- Transfer Piece Model1 ModelDocument1 pageTransfer Piece Model1 Modelmochammad sofiNo ratings yet
- Rotork CatalogDocument12 pagesRotork CatalogKedar PatwardhanNo ratings yet
- Coil Calculator For Standard ProductDocument6 pagesCoil Calculator For Standard Productnilesh67No ratings yet
- Axis: 1 Storey: 1: Bending (Top Edge) ..Document22 pagesAxis: 1 Storey: 1: Bending (Top Edge) ..Ong George SammyNo ratings yet
- HDAP-OFDM Dimming PDFDocument1 pageHDAP-OFDM Dimming PDFRashed IslamNo ratings yet
- Orion Design ReportDocument86 pagesOrion Design ReportJiya Titus EmmanuelNo ratings yet
- Report Skyciva1Document11 pagesReport Skyciva1OMANI IbraNo ratings yet
- Beam Design ReportDocument57 pagesBeam Design ReportOkechukwu NwaewoNo ratings yet
- HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127Document4 pagesHPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127Er Umesh RohitNo ratings yet
- Water ConsumptionDocument11 pagesWater Consumptionmayis40No ratings yet
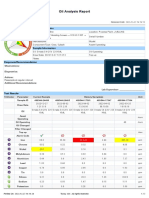
- Rekap Oil AnalysisDocument46 pagesRekap Oil AnalysisSatya SentosaNo ratings yet
- Project Master Schedule MatindokDocument102 pagesProject Master Schedule Matindoknailulfalah17No ratings yet
- HOK Work BookDocument42 pagesHOK Work BooksathishNo ratings yet
- Excel ExamDocument16 pagesExcel ExamNonso NdibeNo ratings yet
- Area of Steel Calculation: (Limit State)Document16 pagesArea of Steel Calculation: (Limit State)RAVI PRAKASH SAININo ratings yet
- 42crmo6 : Steel GradeDocument2 pages42crmo6 : Steel GradeYonas Dwiananta YuwonoNo ratings yet
- Beams & Columns & Slabs According To ECPDocument15 pagesBeams & Columns & Slabs According To ECPmahmoud mahmoudNo ratings yet
- Process Machine Consumption +tol 20% Per Pce Per PceDocument3 pagesProcess Machine Consumption +tol 20% Per Pce Per PceBumi AzarakhNo ratings yet
- Surface Roughness Conversion Chart Tables - Engineers EdgeDocument10 pagesSurface Roughness Conversion Chart Tables - Engineers Edgejames.anitNo ratings yet
- Beam Design ResultsDocument57 pagesBeam Design Resultsokechukwu1benjaminNo ratings yet
- NIC Components NRE-LS SeriesDocument5 pagesNIC Components NRE-LS SeriesNICCompNo ratings yet
- Sandvik Saf 2205Document4 pagesSandvik Saf 2205Matias Garcia LabrañaNo ratings yet
- SMC-IMG-Specifications For Connecting Rods and Bearings Used in 3600 and C280 Family of EnginesDocument5 pagesSMC-IMG-Specifications For Connecting Rods and Bearings Used in 3600 and C280 Family of EnginesVictor NoschangNo ratings yet
- Spur Gears-Lewis FormulaDocument1 pageSpur Gears-Lewis FormulaDedi Kartiwa100% (1)
- 03 - RebarDocument1 page03 - Rebarbumbu udangNo ratings yet
- Beam Design ReportDocument57 pagesBeam Design ReportOkechukwu NwaewoNo ratings yet
- Flexible Pavement DesignDocument39 pagesFlexible Pavement DesignSaurabh KumarNo ratings yet
- Ceramic Fiber Blanket CatalogDocument7 pagesCeramic Fiber Blanket Catalogevelyn reksaNo ratings yet
- CIREX - Casting Tolerancies VDG P690Document4 pagesCIREX - Casting Tolerancies VDG P690sean jukesNo ratings yet
- Physical and Piezoelectric Properties of APC MaterialsDocument2 pagesPhysical and Piezoelectric Properties of APC MaterialsTrương Anh DuyNo ratings yet
- Propiedades Mecanicas Del B7Document1 pagePropiedades Mecanicas Del B7alejandrorhino2 rhinoNo ratings yet
- 11 Skyciv Report: Tue 14 May 2024, 05:34am (Gmt+04:00)Document62 pages11 Skyciv Report: Tue 14 May 2024, 05:34am (Gmt+04:00)OMANI IbraNo ratings yet
- F806faa Flexible PavementDocument24 pagesF806faa Flexible PavementWaqas Muneer Khan0% (1)
- Shivani Locks PVT - LTD: AA11S1101-01 AA11S1102-01 AA11S1101 AA11S1102 AA11S1103 AA11S1104 AA11S1802Document1 pageShivani Locks PVT - LTD: AA11S1101-01 AA11S1102-01 AA11S1101 AA11S1102 AA11S1103 AA11S1104 AA11S1802Pinkoo QualityNo ratings yet
- Exp 4Document2 pagesExp 4qbgmpacoNo ratings yet
- Me20b092 E-15Document4 pagesMe20b092 E-15momo momosNo ratings yet
- Simranflowtech Catalogue Screw Jack DetailedDocument18 pagesSimranflowtech Catalogue Screw Jack Detailedpushp00No ratings yet
- L357049NW L357010CD TaperedRollerBearings TDO (TaperedDoubleOuter) ImperialDocument5 pagesL357049NW L357010CD TaperedRollerBearings TDO (TaperedDoubleOuter) ImperialMohamed AliNo ratings yet
- Z M A A B (MM) N H (Hours) : Gear Design (Is-4460) (Spur or Helical)Document14 pagesZ M A A B (MM) N H (Hours) : Gear Design (Is-4460) (Spur or Helical)Dhirender KapoorNo ratings yet
- CD288/CD288H SERIES: Aluminum Electrolytic CapacitorsDocument2 pagesCD288/CD288H SERIES: Aluminum Electrolytic CapacitorsAlbert Laydee Molina TorresNo ratings yet
- Connection 4Document13 pagesConnection 4Der3'am Al m7armehNo ratings yet
- LOS Intersection - Anis Syafiqah PDFDocument1 pageLOS Intersection - Anis Syafiqah PDFAnis Syafiqah AmarNo ratings yet
- B ABK 5000 1 API 650 Calculation ReportDocument50 pagesB ABK 5000 1 API 650 Calculation ReportZackNo ratings yet
- Modern Glass CharacterizationFrom EverandModern Glass CharacterizationMario AffatigatoNo ratings yet
- Drilling Force MeasuremeDocument31 pagesDrilling Force MeasuremePaachi ThakurNo ratings yet
- BOM - 5 HK Daily Material Consumption ReportDocument238 pagesBOM - 5 HK Daily Material Consumption ReportPaachi ThakurNo ratings yet
- CFD T7Document7 pagesCFD T7Paachi ThakurNo ratings yet
- Sine Bar PDFDocument19 pagesSine Bar PDFPaachi ThakurNo ratings yet
- Tut1 CFD Assignment PDFDocument5 pagesTut1 CFD Assignment PDFPaachi ThakurNo ratings yet
- Exp 2 Graphical Synthesis of Planar MechanismsDocument7 pagesExp 2 Graphical Synthesis of Planar MechanismsPaachi ThakurNo ratings yet
- The Returning Ex 1301 1436 PDFDocument602 pagesThe Returning Ex 1301 1436 PDFPaachi ThakurNo ratings yet
- CNCDocument11 pagesCNCHARISH VERMANo ratings yet
- 13 MathForManufacturing v143 Dec2013 ICCBDocument130 pages13 MathForManufacturing v143 Dec2013 ICCBJosephi_abbasNo ratings yet
- Tool AnglesDocument9 pagesTool AnglesatwaattallaNo ratings yet
- ASTMDocument7 pagesASTMIlyas AhmedNo ratings yet
- MATERIAL BALANCE UPDATE 270418Document201 pagesMATERIAL BALANCE UPDATE 270418Nelsen GVNo ratings yet
- Procedure Text: Presented By: Name: Davallia A Pattisina NIM: 1317013013 Group: 6Document11 pagesProcedure Text: Presented By: Name: Davallia A Pattisina NIM: 1317013013 Group: 6IdaamsiyatiNo ratings yet
- Aircraft Spruce - HardwareDocument56 pagesAircraft Spruce - Hardwarestaedtlerp100% (1)
- Machine Shop Rules and RegulationsDocument4 pagesMachine Shop Rules and RegulationsNoel AlvarezNo ratings yet
- Surface Hardening of SteelDocument17 pagesSurface Hardening of SteelElapse Dreammaker KibriaNo ratings yet
- Section 10 Useful Information: General Information - Stainless Steel FastenersDocument1 pageSection 10 Useful Information: General Information - Stainless Steel FastenersMiguel QueirosNo ratings yet
- V Module GrindingDocument61 pagesV Module GrindingsajinirajithNo ratings yet
- CNC Definitive GuideDocument36 pagesCNC Definitive GuidePhucNo ratings yet
- SAE 1018 - Data Sheet PDFDocument1 pageSAE 1018 - Data Sheet PDFHari SuthanNo ratings yet
- Sae J58-2015Document9 pagesSae J58-2015levanhuongNo ratings yet
- 1521-Versys X300 Crash Bar PDFDocument4 pages1521-Versys X300 Crash Bar PDF孙振立No ratings yet
- Module 7 (Maintenance Practices) Sub Module 7.3 (Tools)Document99 pagesModule 7 (Maintenance Practices) Sub Module 7.3 (Tools)Interogator5No ratings yet
- Final Year Project - (Mechanical) IEEE 2016-17 Project ListDocument10 pagesFinal Year Project - (Mechanical) IEEE 2016-17 Project ListSPECTRUM SOLUTIONSNo ratings yet
- Manufacturing Engineering and TechnologDocument17 pagesManufacturing Engineering and TechnologGilank GunawanNo ratings yet
- 2.abrasive Belt GrindeDocument6 pages2.abrasive Belt GrindeIyappanNo ratings yet
- MTDM M1 Ktunotes - inDocument45 pagesMTDM M1 Ktunotes - insree_guruNo ratings yet
- 577 API ExercisesDocument41 pages577 API Exercisesadel100% (1)
- CNC Technology-Objective Questions - Unit3Document2 pagesCNC Technology-Objective Questions - Unit3Anonymous YkDJkSq56% (9)
- JIS G 4051 (Translation)Document7 pagesJIS G 4051 (Translation)haharameshNo ratings yet
- ELINE Ball Screw AssembliesDocument24 pagesELINE Ball Screw AssembliesAnonymous PIqdeNp8No ratings yet
- Monel K500 PDFDocument6 pagesMonel K500 PDFOZAIRTRADELINKNo ratings yet
- Mighty Mite AssemblyDocument25 pagesMighty Mite AssemblyWyler Gamarra LeonNo ratings yet
- Ultrasonicmachining-English ClassDocument19 pagesUltrasonicmachining-English ClassEtiNo ratings yet