Download as pdf or txt
You might also like
- Computational Propaganda Political Parties, Politicians, and Political Manipulation On Social Media (Samuel C - Woolley, Philip N. Howard)Document273 pagesComputational Propaganda Political Parties, Politicians, and Political Manipulation On Social Media (Samuel C - Woolley, Philip N. Howard)João SousaNo ratings yet
- 2.3.2 Procedure For Mounting MoldDocument4 pages2.3.2 Procedure For Mounting MoldMuhammad JohariNo ratings yet
- Architecture and Arts: Ielts Vocabulary Topic 3: ArchitectureDocument4 pagesArchitecture and Arts: Ielts Vocabulary Topic 3: ArchitectureLong NguyenNo ratings yet
- Injection Blow MoldingDocument2 pagesInjection Blow MoldingDeaNo ratings yet
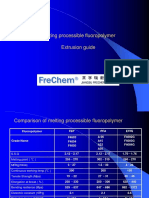
- Frechem Fluoropolymer Extrusion GuideDocument21 pagesFrechem Fluoropolymer Extrusion GuidediǝgOz F.No ratings yet
- Jomar Product TroubleshootingDocument2 pagesJomar Product TroubleshootingRavikumar Ummadisingu100% (1)
- AutomationDocument36 pagesAutomationParvez AlamNo ratings yet
- The Generation of Postmemory: Writing and Visual Culture After The HolocaustDocument13 pagesThe Generation of Postmemory: Writing and Visual Culture After The HolocaustColumbia University Press100% (2)
- Topics Covered: Processing of PlasticsDocument30 pagesTopics Covered: Processing of PlasticsParthiban DhakshnamurthyNo ratings yet
- Forming of PlasticDocument25 pagesForming of PlasticAzhar AliNo ratings yet
- How Are Bottles MadeDocument3 pagesHow Are Bottles Madelumineur0% (1)
- Blow Molding Machine ProcessDocument4 pagesBlow Molding Machine Processuocmogiandi_a100% (1)
- 13ta - Assembly & Disassembly - Flypartsguy - Com - 1.2018Document84 pages13ta - Assembly & Disassembly - Flypartsguy - Com - 1.2018Kurd SkorvskiNo ratings yet
- Traction GearboxDocument186 pagesTraction Gearboxshivshanker tiwariNo ratings yet
- Industrial Gear Box: Bhalerao Trupti Bhoir Pravin Bhor Sakshi Bodake ShubhamDocument15 pagesIndustrial Gear Box: Bhalerao Trupti Bhoir Pravin Bhor Sakshi Bodake ShubhamMayur Madhukar MankarNo ratings yet
- BLOWENGINEERING PLASTIC MACHINES Blow Molding Machine Manufacturer PDFDocument6 pagesBLOWENGINEERING PLASTIC MACHINES Blow Molding Machine Manufacturer PDFJoenetDarmawanNo ratings yet
- Shaft Alignment: Quick Start GuideDocument2 pagesShaft Alignment: Quick Start GuidePoncho Rmz100% (1)
- Die Casting Mold Design For Aluminum Alloy Shell oDocument4 pagesDie Casting Mold Design For Aluminum Alloy Shell ometmlzmuhNo ratings yet
- Mould Theory 2 NoteDocument19 pagesMould Theory 2 Note75Ujwal TDNo ratings yet
- Different Types of Blow MoldingDocument11 pagesDifferent Types of Blow MoldingParvateshNo ratings yet
- Die Casting ReportDocument11 pagesDie Casting ReportFaria KhanNo ratings yet
- Pptim 170504095620 PDFDocument31 pagesPptim 170504095620 PDFashoku24007No ratings yet
- Steinel NormalienDocument86 pagesSteinel Normalienarialdo78559949No ratings yet
- Manufactruing EngineeringDocument6 pagesManufactruing Engineeringpervez khanNo ratings yet
- Blow Molding of Technical ComponentsDocument16 pagesBlow Molding of Technical Componentsmehdi7891No ratings yet
- Loctite 620: Product Description Technology Cure Speed vs. Bond GapDocument3 pagesLoctite 620: Product Description Technology Cure Speed vs. Bond GapKamrange100% (1)
- From Rotation To Swiveling: Injection MoldingDocument4 pagesFrom Rotation To Swiveling: Injection Moldingweb312_twNo ratings yet
- Extrusion Moulding Process PDFDocument2 pagesExtrusion Moulding Process PDFKim100% (1)
- Plastic Processing: Extrusion Compression MouldingDocument19 pagesPlastic Processing: Extrusion Compression MouldingMohsen SaidiNo ratings yet
- OMC Roller Catalog PDFDocument77 pagesOMC Roller Catalog PDFMarco ViniciusNo ratings yet
- RadialvsbiasDocument4 pagesRadialvsbiasamanruleshhhNo ratings yet
- Plastic Injection Molding PDFDocument36 pagesPlastic Injection Molding PDFkamelNo ratings yet
- Plastics Eng.-Injection MouldingDocument20 pagesPlastics Eng.-Injection MouldingJuliano Marcon OliveiraNo ratings yet
- Plastic Injection MouldingDocument28 pagesPlastic Injection MouldingDavid StefanNo ratings yet
- 001 Plunger PDFDocument4 pages001 Plunger PDFKmilo GiraldoNo ratings yet
- Compression Injection MouldingDocument4 pagesCompression Injection MouldingTanushka SarangNo ratings yet
- PVC Extrusion of Rigid PVC Pipes Profiles Tcm41-12163Document7 pagesPVC Extrusion of Rigid PVC Pipes Profiles Tcm41-12163JpNo ratings yet
- Rotational Moulding Design GuideDocument14 pagesRotational Moulding Design Guidesushant3240No ratings yet
- Polyflow Extrusion WS04 3D ExtrusionDocument28 pagesPolyflow Extrusion WS04 3D Extrusionwoongs73No ratings yet
- Wire DrawingDocument2 pagesWire DrawingSupachai Sottibumpen100% (2)
- GLOSS (Low) Low Gloss Can Be Defined As A Dulling of TheDocument3 pagesGLOSS (Low) Low Gloss Can Be Defined As A Dulling of TheSteven Cheng100% (1)
- Design For InjectionDocument38 pagesDesign For Injectionnurwinantoindra100% (1)
- Generalitati Mold DesignDocument9 pagesGeneralitati Mold DesignStefan VladNo ratings yet
- 4plas Troubleshooting Guide Id111 PDFDocument12 pages4plas Troubleshooting Guide Id111 PDFJohn WayneNo ratings yet
- Troubleshooting Defects Hot Runner SystemDocument4 pagesTroubleshooting Defects Hot Runner SystemJorge MartinezNo ratings yet
- ENGEL Plastifizieren en PDFDocument15 pagesENGEL Plastifizieren en PDFDídia RamosNo ratings yet
- Research ProposalDocument3 pagesResearch ProposalAbel Meketa100% (1)
- Hot Runners, Mixed Materials MoldingDocument6 pagesHot Runners, Mixed Materials MoldingRoslanNo ratings yet
- Layout and Design: Hot Runner GuideDocument15 pagesLayout and Design: Hot Runner Guidenam0% (1)
- Lim 6061Document3 pagesLim 606163ragtopNo ratings yet
- Sand CastingDocument7 pagesSand CastingNajwa MNoorNo ratings yet
- 1.0 Mould Intro On PlasticsDocument17 pages1.0 Mould Intro On Plasticsnurul ainiNo ratings yet
- Bechem AL20Document1 pageBechem AL20Anil NegiNo ratings yet
- Microinjection Molding of Thermoplastic Polymers: A ReviewDocument14 pagesMicroinjection Molding of Thermoplastic Polymers: A ReviewMario Allesina JuniorNo ratings yet
- Prashik Project ReportDocument43 pagesPrashik Project ReportOm Kishor RathodNo ratings yet
- CastingDocument74 pagesCastingParth Maldhure100% (1)
- Chapter 7 Shaft AlignmentDocument29 pagesChapter 7 Shaft Alignmentعبدالحافظ زايدNo ratings yet
- Fabrication of Plastics, Ceramics, and Composites: (Review)Document34 pagesFabrication of Plastics, Ceramics, and Composites: (Review)Joshua StrykrNo ratings yet
- Mold Plastic PDFDocument98 pagesMold Plastic PDFரஞ்சன் ஞானயோளிNo ratings yet
- Technology Working For You.: Approved PrecisionDocument11 pagesTechnology Working For You.: Approved PrecisionDavid Alejandro TellezNo ratings yet
- Injection MouldingDocument33 pagesInjection MouldingArpit S SavarkarNo ratings yet
- Lecture 5-Injection MoldingDocument21 pagesLecture 5-Injection MoldingAhmed WaelNo ratings yet
- Blow MouldingDocument40 pagesBlow MouldingDINO FANNo ratings yet
- Lecture 7-Extrusion-Hollow ProfileDocument14 pagesLecture 7-Extrusion-Hollow ProfileAhmed WaelNo ratings yet
- Lecture 5-Injection MoldingDocument21 pagesLecture 5-Injection MoldingAhmed WaelNo ratings yet
- KPI's, EMS Training MaterialDocument18 pagesKPI's, EMS Training MaterialAhmed WaelNo ratings yet
- My Project PDFDocument1 pageMy Project PDFAhmed WaelNo ratings yet
- Science X QP Set BDocument7 pagesScience X QP Set BYogesh KhannaNo ratings yet
- "134-S" Series: Optional Gasket KitDocument45 pages"134-S" Series: Optional Gasket KitginoNo ratings yet
- BC23000122Document1 pageBC23000122azharNo ratings yet
- 01 Lord Krishna-VrindavanDocument304 pages01 Lord Krishna-VrindavanJey AnandNo ratings yet
- Gemini Column CareDocument3 pagesGemini Column CareLee MingTingNo ratings yet
- Garden Seed Handbook Part 31Document5 pagesGarden Seed Handbook Part 31gezarolNo ratings yet
- Introduction To PBLDocument21 pagesIntroduction To PBLChipego NyirendaNo ratings yet
- Naiad GettingstartedDocument37 pagesNaiad GettingstartedYurivanovNo ratings yet
- Huawei HCIA-AI V3.0 Certification ExamDocument3 pagesHuawei HCIA-AI V3.0 Certification ExamAbraham MogosNo ratings yet
- Mba Project GayatriDocument55 pagesMba Project GayatriSubrat PatnaikNo ratings yet
- Op AmpDocument36 pagesOp AmpLord Nafaryus100% (1)
- QuestionDocument4 pagesQuestionKira NguyễnNo ratings yet
- Construction Scheme of T-Beam Launching For Permanent BridgeDocument17 pagesConstruction Scheme of T-Beam Launching For Permanent BridgeKAmi KaMranNo ratings yet
- SchizophreniaDocument39 pagesSchizophreniaChikezie OnwukweNo ratings yet
- Shirish - Kumar - Software - Engineer NewDocument1 pageShirish - Kumar - Software - Engineer NewAbhishek KumarNo ratings yet
- Lesson 2 - Victimology and VictimDocument19 pagesLesson 2 - Victimology and VictimHernandez JairineNo ratings yet
- Administrative Management in Education: Mark Gennesis B. Dela CernaDocument36 pagesAdministrative Management in Education: Mark Gennesis B. Dela CernaMark Gennesis Dela CernaNo ratings yet
- EmphysemaDocument10 pagesEmphysemaNader Smadi100% (4)
- Diasporic Writing QuestionsDocument31 pagesDiasporic Writing QuestionsMEIMOONA HUSNAIN100% (1)
- Curriculum Till DE-39 PDFDocument173 pagesCurriculum Till DE-39 PDFubaid umarNo ratings yet
- The MoonDocument6 pagesThe MoonjaudreytuyNo ratings yet
- Lva1 App6892Document146 pagesLva1 App6892Adam Shahabuddin Abdul RazakNo ratings yet
- EMDocument41 pagesEMle.nhu.quynh.lqdNo ratings yet
- Int Org 2Document60 pagesInt Org 2Alara MelnichenkoNo ratings yet
- Government Polytechnic, Nanded: Title of The ProjectDocument24 pagesGovernment Polytechnic, Nanded: Title of The ProjectPradip GaikwadNo ratings yet
- Kunci-Jawaban Howard AntonDocument41 pagesKunci-Jawaban Howard AntonAlyagariniNo ratings yet