Download as pdf or txt
You might also like
- Hospital Project ProposalDocument3 pagesHospital Project Proposalhahagatstad84% (25)
- Problems On CastingDocument28 pagesProblems On CastingShantha Kumar G C100% (3)
- ME222 Quiz1 SolutionDocument2 pagesME222 Quiz1 SolutionAditya KoutharapuNo ratings yet
- Solution of Assignment 5Document5 pagesSolution of Assignment 5Reza Borah100% (1)
- Metal CastingDocument8 pagesMetal CastingYash DesaaiNo ratings yet
- Numerical Problems - Casting PDFDocument14 pagesNumerical Problems - Casting PDFSubramanian Chidambaram100% (1)
- Solution of Assignment 4Document5 pagesSolution of Assignment 4venkatachalapathy.thNo ratings yet
- Tutorial MSDocument4 pagesTutorial MSVidhya NairNo ratings yet
- Question PaperDocument2 pagesQuestion PapercahatarNo ratings yet
- 531 (Set-A)Document32 pages531 (Set-A)Kamal JaswalNo ratings yet
- Design of Steel Structures.11-20Document10 pagesDesign of Steel Structures.11-20nazir aliNo ratings yet
- Machine Design Questions PDFDocument5 pagesMachine Design Questions PDFrajibNo ratings yet
- Riser DesignDocument4 pagesRiser DesignJiggy Jick100% (1)
- ManPro IJan 2020Document5 pagesManPro IJan 2020Mansingh YadavNo ratings yet
- Casting E BookDocument46 pagesCasting E BookunitybeginsathomeNo ratings yet
- Official ISRO Previous Paper 2008 - Download Now!Document11 pagesOfficial ISRO Previous Paper 2008 - Download Now!nidhi tripathiNo ratings yet
- Production Test PaperDocument9 pagesProduction Test Paperfaheemhaider21No ratings yet
- Objective Model QuetionsDocument4 pagesObjective Model QuetionspadalakkreddyNo ratings yet
- Compre 15-16 Sem1 With Soln (Charsichoco)Document4 pagesCompre 15-16 Sem1 With Soln (Charsichoco)Jasdeep SinghNo ratings yet
- Vidyalangar Sample TestDocument4 pagesVidyalangar Sample Testpaptc642002No ratings yet
- Potash CrystallizationDocument14 pagesPotash CrystallizationUditha Lakshan100% (1)
- Gate 1992Document7 pagesGate 1992Jyoti BhaghiNo ratings yet
- Provisional Answer Key Exe Eng Mechanical ABC Advt No 6 2016 17 Exam On 28-01-2017Document20 pagesProvisional Answer Key Exe Eng Mechanical ABC Advt No 6 2016 17 Exam On 28-01-2017Barath SundarNo ratings yet
- Sample 5066Document11 pagesSample 5066Anuj MauryaNo ratings yet
- Practice Test: Question Set - 08: MCQ Workshop EnggDocument5 pagesPractice Test: Question Set - 08: MCQ Workshop Enggl8o8r8d8s8i8v8No ratings yet
- Solution Mid Sem SP2023 PE216Document4 pagesSolution Mid Sem SP2023 PE216Ayush RajNo ratings yet
- Prosprod I Casting Process (2) - Part2 PDFDocument36 pagesProsprod I Casting Process (2) - Part2 PDFPandu WibowoNo ratings yet
- (A) Equal To: (B) Less ThanDocument27 pages(A) Equal To: (B) Less ThanAtulkumarSutharNo ratings yet
- 3Document132 pages3Muluken AbebeNo ratings yet
- Assignment4 CastingDocument2 pagesAssignment4 CastingAkashkumar PrajapatiNo ratings yet
- Beas-126 NewDocument9 pagesBeas-126 Newsam jaiswallNo ratings yet
- Civl 3201 2021Document5 pagesCivl 3201 2021ujjwalsingh8509No ratings yet
- Assignment 2 & Solutionr2Document6 pagesAssignment 2 & Solutionr2amin alzuraiki100% (1)
- Apgenco (Mechanical) 2017-QpDocument16 pagesApgenco (Mechanical) 2017-QpSamresh GarnaikNo ratings yet
- Part A (Answer All Questions) Question 1 (20 Marks) : Material To Remove 30.0 70.0 40.0Document19 pagesPart A (Answer All Questions) Question 1 (20 Marks) : Material To Remove 30.0 70.0 40.0Shah MalikNo ratings yet
- Selection of Economical Span in RCC Building: SUST Studies, Vol. 12, No. 1, 2010 P:93-98Document7 pagesSelection of Economical Span in RCC Building: SUST Studies, Vol. 12, No. 1, 2010 P:93-98Syed Fahad AliNo ratings yet
- Problem SolvingDocument6 pagesProblem SolvingImran NoorNo ratings yet
- Engineering Drawing SampleDocument3 pagesEngineering Drawing SamplePrabhakar SharmaNo ratings yet
- DMC Annual 1 Set A 2Document4 pagesDMC Annual 1 Set A 2Er Vicky DuttaNo ratings yet
- Stirrups or Lateral Ties EstimateDocument2 pagesStirrups or Lateral Ties EstimateMark Winston RamosNo ratings yet
- CE QB Test 4Document7 pagesCE QB Test 4prajiNo ratings yet
- Assignment SolutionsDocument18 pagesAssignment SolutionsAdarsh KumarNo ratings yet
- SET D MachineDocument8 pagesSET D Machinelance galorportNo ratings yet
- Q-First Semester Batch Ii Final Examination Theory Question PaperDocument5 pagesQ-First Semester Batch Ii Final Examination Theory Question PaperASHVIN YADAVNo ratings yet
- Series: Question BookletDocument32 pagesSeries: Question BookletMANUPRIYA MANUPRIYANo ratings yet
- MCQ DomDocument179 pagesMCQ DomArputha RajNo ratings yet
- MP1 Quiz 4Document3 pagesMP1 Quiz 4Veerakumar SNo ratings yet
- Exam - April 1997Document4 pagesExam - April 1997Marcial Jr. MilitanteNo ratings yet
- Civl 3201 2023Document4 pagesCivl 3201 2023ujjwalsingh8509No ratings yet
- ME Qs 2Document2 pagesME Qs 2Abhishek Mishra100% (1)
- LacingDocument5 pagesLacinganon_57992799No ratings yet
- Fitter Iii Semester Question - New 1-4 PDFDocument11 pagesFitter Iii Semester Question - New 1-4 PDFGangadharam MademNo ratings yet
- Forming E BookDocument22 pagesForming E BookunitybeginsathomeNo ratings yet
- Bangun RuangDocument17 pagesBangun Ruangsam_raunayNo ratings yet
- 112 2018 ADocument14 pages112 2018 ATrade CloudNo ratings yet
- Design of Steel Structures (Backlog) Civl 3201 - 2022Document4 pagesDesign of Steel Structures (Backlog) Civl 3201 - 2022ujjwalsingh8509No ratings yet
- Assignment 04 With SolutionDocument12 pagesAssignment 04 With SolutionAshok Kumar RajanavarNo ratings yet
- Stress in ASME Pressure Vessels, Boilers, and Nuclear ComponentsFrom EverandStress in ASME Pressure Vessels, Boilers, and Nuclear ComponentsNo ratings yet
- O level Physics Questions And Answer Practice Papers 3From EverandO level Physics Questions And Answer Practice Papers 3Rating: 3 out of 5 stars3/5 (1)
- Assignment6 CastingDocument3 pagesAssignment6 CastingAkashkumar PrajapatiNo ratings yet
- Assignment1 CastingDocument3 pagesAssignment1 CastingAkashkumar PrajapatiNo ratings yet
- Assignment3 CastingDocument3 pagesAssignment3 CastingAkashkumar PrajapatiNo ratings yet
- Assignment4 CastingDocument2 pagesAssignment4 CastingAkashkumar PrajapatiNo ratings yet
- FIDIC 1999 PresentationDocument112 pagesFIDIC 1999 PresentationCakra Dharma100% (3)
- Sugeng,+4a +Niru+AnitaDocument22 pagesSugeng,+4a +Niru+Anitabyunsona 07No ratings yet
- Height ProjectDocument9 pagesHeight ProjectAnvi bNo ratings yet
- Vehicle Connector Test Adapter - EV-T2MBIE12-3ACDC-INFRA - 1623492Document9 pagesVehicle Connector Test Adapter - EV-T2MBIE12-3ACDC-INFRA - 1623492Ster RncNo ratings yet
- Ministry of Energy - Overview T&T Petroleum Post IndependenceDocument11 pagesMinistry of Energy - Overview T&T Petroleum Post Independenceronnysingh1No ratings yet
- Supply Chain Management of Wal-MartDocument17 pagesSupply Chain Management of Wal-Martuma6677No ratings yet
- Biosystems Engineering Research Review 15 PDFDocument207 pagesBiosystems Engineering Research Review 15 PDFAnamaria GolomanNo ratings yet
- Ra 8551 Chapter 1Document11 pagesRa 8551 Chapter 1Jayson ampatuanNo ratings yet
- Theory of Opportunity CostsDocument35 pagesTheory of Opportunity CostsShagun SoodNo ratings yet
- Enq-2333 - Tender Resume - Rev.0 - Lamprell - Crpo 125 & 126 Offshore FacilitiesDocument23 pagesEnq-2333 - Tender Resume - Rev.0 - Lamprell - Crpo 125 & 126 Offshore FacilitiesNIRBHAY TIWARYNo ratings yet
- Switching-Controlling Pricelist 2023 WatermarkDocument76 pagesSwitching-Controlling Pricelist 2023 Watermarkcsn BabuNo ratings yet
- Excavation and TimberingDocument22 pagesExcavation and TimberingGanga DahalNo ratings yet
- Investment PDFDocument10 pagesInvestment PDFMahima MehtaNo ratings yet
- Machine Evaluation Check ListDocument12 pagesMachine Evaluation Check Listakashdeep100% (3)
- Chandigarh MediaDocument9 pagesChandigarh MediaBhavyaNo ratings yet
- Eticket Garuda MR Wibisana Septiyan 25novDocument2 pagesEticket Garuda MR Wibisana Septiyan 25novSeptiyan Eka WibisanaNo ratings yet
- APx517 B Series Data SheetDocument4 pagesAPx517 B Series Data SheetĐào Duy ThườngNo ratings yet
- Network 3-SMTP Server Status Codes and SMTP Error CodesDocument25 pagesNetwork 3-SMTP Server Status Codes and SMTP Error CodessanqcNo ratings yet
- Scribd For Entrepreneurs: A Blueprint For Business SuccessDocument2 pagesScribd For Entrepreneurs: A Blueprint For Business SuccessABDESSALEM AGHRIBNo ratings yet
- BENLACDocument14 pagesBENLACbalanivalshcaNo ratings yet
- (Lib24.vn) Bai-Tap-Doc-Hieu-Mon-Tieng-Anh-11Document4 pages(Lib24.vn) Bai-Tap-Doc-Hieu-Mon-Tieng-Anh-11Thư AnNo ratings yet
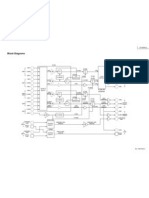
- Block DiagramsDocument11 pagesBlock DiagramsalbertlongNo ratings yet
- CSS326 24G 2S QGDocument2 pagesCSS326 24G 2S QGCarrizo DavidNo ratings yet
- Manual Ib Nas3221 B (E)Document120 pagesManual Ib Nas3221 B (E)empi88100% (1)
- Roberge Midweek ObservationsDocument10 pagesRoberge Midweek Observationsgenid.ssNo ratings yet
- Echo Floors Brochure Mar 2020Document4 pagesEcho Floors Brochure Mar 2020Serge KabatiNo ratings yet
- The International Journal of Advanced Manufacturing TechnologyDocument8 pagesThe International Journal of Advanced Manufacturing TechnologyonepunchogreNo ratings yet
- Compare HB215LC-1 - Cat320Document48 pagesCompare HB215LC-1 - Cat320Gaming BebasNo ratings yet
- Dhiraj Paswan DOTNET, Model, Resume, Resume Tips, 1 Year ResumeDocument4 pagesDhiraj Paswan DOTNET, Model, Resume, Resume Tips, 1 Year Resumedhiraj_paswan71% (7)