Download as pdf or txt
You might also like
- GE Gas Power P28A-AL-0001: Ge Class Ii (Internal Non-Critical)Document6 pagesGE Gas Power P28A-AL-0001: Ge Class Ii (Internal Non-Critical)Massimo100% (1)
- Statistics WorkDocument2 pagesStatistics WorkBrittanyWilliams50% (2)
- Project Report On HR ProcessDocument60 pagesProject Report On HR ProcessSoumik SinhaNo ratings yet
- APQP Training MaterialDocument13 pagesAPQP Training Materialsuresh kumar100% (3)
- 00 - Service Operations Management OutlineDocument6 pages00 - Service Operations Management OutlineSagar BadnakheNo ratings yet
- Maintenance MGMT Chapter 19Document29 pagesMaintenance MGMT Chapter 19veer0000No ratings yet
- TPM Literature ReviewDocument49 pagesTPM Literature ReviewJosep PeterNo ratings yet
- Opm 301 PDFDocument5 pagesOpm 301 PDFJasonSpringNo ratings yet
- Smed PDFDocument17 pagesSmed PDFVinay BansalNo ratings yet
- A Study On VED Analysis Done at SRI IYYAN TEXTILE MILL PVT LTD, CoimbatoreDocument25 pagesA Study On VED Analysis Done at SRI IYYAN TEXTILE MILL PVT LTD, CoimbatoreKrishna Murthy ANo ratings yet
- Improvement Six Sigma Project Report PDFDocument48 pagesImprovement Six Sigma Project Report PDFMiguel CrespoNo ratings yet
- T9 - Table For Constants For Control and Formulas For Control ChartsDocument3 pagesT9 - Table For Constants For Control and Formulas For Control ChartsAmit JoshiNo ratings yet
- Single Minute Exchange of Dies: (Set-Up Reduction)Document35 pagesSingle Minute Exchange of Dies: (Set-Up Reduction)Deeksha ShrivastavaNo ratings yet
- Six Sigma - WEEK 10 - ASSIGNMENT JAN-APRIL 2019Document17 pagesSix Sigma - WEEK 10 - ASSIGNMENT JAN-APRIL 2019sskiitbNo ratings yet
- Statistical Process Control: Samir MistryDocument26 pagesStatistical Process Control: Samir Mistrypankajschaudhary7588No ratings yet
- Teppi Tevet College Apply 3S: KaizenDocument60 pagesTeppi Tevet College Apply 3S: KaizenPunitha Paul0% (1)
- Assignment 9 Control Charts, Process Capability and QFD: InstructionsDocument7 pagesAssignment 9 Control Charts, Process Capability and QFD: InstructionsTanuj DeshmukhNo ratings yet
- Process SelectionDocument30 pagesProcess Selectionjaspreet444100% (1)
- UKFM QRMS 11EB02 Yuvanesan MuthukumaresanDocument27 pagesUKFM QRMS 11EB02 Yuvanesan MuthukumaresanYuvanesh Yuvan100% (1)
- Six SigmaDocument27 pagesSix SigmaArivudai NambiNo ratings yet
- Six Sigma at Many Organizations Simply Means A Measure of Quality That Strives For Near PerfectionDocument5 pagesSix Sigma at Many Organizations Simply Means A Measure of Quality That Strives For Near Perfectionali_raza661No ratings yet
- ReliabilityDocument8 pagesReliabilitysaheer100% (1)
- Mathematical Modeling With Sem - PLS in Elimination of Six Big Losses To Reduce Production Cost of Steel FactoriesDocument6 pagesMathematical Modeling With Sem - PLS in Elimination of Six Big Losses To Reduce Production Cost of Steel FactoriesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Project Charter ExampleDocument2 pagesProject Charter ExampleJohnNo ratings yet
- CAD/CAM/CIMDocument59 pagesCAD/CAM/CIMNPMYS23No ratings yet
- Chapter 3 - Control Chart For VariablesDocument66 pagesChapter 3 - Control Chart For VariablesSultan Almassar100% (1)
- Operations Management Lecture 5 Statistical Process ControlDocument55 pagesOperations Management Lecture 5 Statistical Process ControlHabibullah SarkerNo ratings yet
- Work MeasurementDocument15 pagesWork MeasurementBalaji Babu100% (1)
- Lecture 17 Control ChartsDocument26 pagesLecture 17 Control Chartstanveer_buitemsNo ratings yet
- Cellular Manufacturing: and Plant LayoutDocument76 pagesCellular Manufacturing: and Plant Layoutdevmecz2696No ratings yet
- Cusum Ewma TemplateDocument11 pagesCusum Ewma TemplateDavid ArechagaNo ratings yet
- DLL Engineering Simple Reliability Calculations: Empirical Failure RateDocument8 pagesDLL Engineering Simple Reliability Calculations: Empirical Failure RateFahad SarfrazNo ratings yet
- Unit 2 Control Charts For Variables: StructureDocument41 pagesUnit 2 Control Charts For Variables: StructurevinayNo ratings yet
- Operation AnalyticsDocument62 pagesOperation Analyticssanjit kadneNo ratings yet
- Facility Layout and OEE CalculationDocument6 pagesFacility Layout and OEE CalculationAnbu Joel100% (1)
- Case StudyDocument28 pagesCase StudyPrabhat YadavNo ratings yet
- Statistical Process Control: Operations Management R. Dan Reid & Nada R. SandersDocument32 pagesStatistical Process Control: Operations Management R. Dan Reid & Nada R. SandersM Afif Budi WicaksonoNo ratings yet
- Syllabus - Lean and Agile ManufacturingDocument2 pagesSyllabus - Lean and Agile ManufacturingjvanandhNo ratings yet
- 6.HW Chap 13-1,11,13,15Document7 pages6.HW Chap 13-1,11,13,15Jyothi VenuNo ratings yet
- Quality Toolkit User GuideDocument127 pagesQuality Toolkit User GuideGurkirtanNo ratings yet
- Analysis of TractorDocument14 pagesAnalysis of TractorVithani MehulNo ratings yet
- Reliability Engineer: Organizational RelationshipsDocument6 pagesReliability Engineer: Organizational RelationshipsJosé David Cruz MahechaNo ratings yet
- Hypothesis Testing: Ms. Anna Marie T. Ensano, MME CASTEDSWM Faculty Universidad de Sta. Isabel, Naga CityDocument25 pagesHypothesis Testing: Ms. Anna Marie T. Ensano, MME CASTEDSWM Faculty Universidad de Sta. Isabel, Naga Cityshane cansancioNo ratings yet
- Sampling DistributionDocument13 pagesSampling DistributionImOn NoMiNo ratings yet
- SMRP Metric 5.5.38 Storeroom Maintenance Material CostDocument5 pagesSMRP Metric 5.5.38 Storeroom Maintenance Material CostJorge FracaroNo ratings yet
- Chapter 6 Process Capability AnalysisDocument16 pagesChapter 6 Process Capability AnalysisAP SinghNo ratings yet
- Control Charts NotesDocument39 pagesControl Charts NotesFred Muthoka100% (1)
- Six Sigma - 1Document137 pagesSix Sigma - 1Rajesh Kumar100% (1)
- Cusum ChartsDocument20 pagesCusum Chartsrohitvan100% (1)
- Chapter 2 of One - Theory of Control ChartDocument36 pagesChapter 2 of One - Theory of Control ChartAmsalu SeteyNo ratings yet
- 331 wk10 ProcessCapabilityDocument22 pages331 wk10 ProcessCapabilityAnonymous 7ZYHilDNo ratings yet
- SPC, Control Charts, Process Capability, Six SigmaDocument65 pagesSPC, Control Charts, Process Capability, Six Sigmaramkumar100% (2)
- Pull System, JITDocument12 pagesPull System, JIThendmeNo ratings yet
- Hand Out Precision EnggDocument5 pagesHand Out Precision EnggkrishnanNo ratings yet
- Mba ZG531 Ec-2m Second Sem 2019-2020Document1 pageMba ZG531 Ec-2m Second Sem 2019-2020Amit Paul100% (1)
- Chapter 4 Control Charts For VariablesDocument44 pagesChapter 4 Control Charts For Variablesgeletaw mitawNo ratings yet
- Statistical Quality ControlDocument47 pagesStatistical Quality ControlShreya TewatiaNo ratings yet
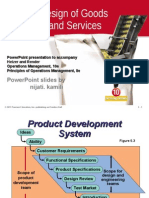
- Heizer Om10 Ch05Document28 pagesHeizer Om10 Ch05Nijat Kamil100% (1)
- SSBB AffidavitDocument2 pagesSSBB AffidavitRahul BhatnagarNo ratings yet
- Numerical Descriptive MeasuresDocument63 pagesNumerical Descriptive MeasuresSantosh SrikarNo ratings yet
- Line Balancing: by Arun MishraDocument23 pagesLine Balancing: by Arun MishraArun MishraNo ratings yet
- Chapter Six Process Capability Analysis: Daniel AbDocument24 pagesChapter Six Process Capability Analysis: Daniel AbComputer Maintainance Hardware and softwareNo ratings yet
- 01 Process CapabilityDocument33 pages01 Process CapabilitySrinivasagam Venkataramanan100% (1)
- The Edrizzi System: User Manual March 2020/4Document58 pagesThe Edrizzi System: User Manual March 2020/4Kaya Eralp AsanNo ratings yet
- Trouble Shooting Injection Molding ProcessDocument16 pagesTrouble Shooting Injection Molding ProcessKaya Eralp AsanNo ratings yet
- Kaya Eralp ASAN - CV - 20201121Document10 pagesKaya Eralp ASAN - CV - 20201121Kaya Eralp AsanNo ratings yet
- Revo Head User's GuideDocument126 pagesRevo Head User's GuideKaya Eralp AsanNo ratings yet
- Revo Scan 5 Axis-2Document24 pagesRevo Scan 5 Axis-2Kaya Eralp AsanNo ratings yet
- TP20 Touch Trigger Probe SystemDocument2 pagesTP20 Touch Trigger Probe SystemKaya Eralp AsanNo ratings yet
- RGA22G Scale Guide: A B C DHDocument2 pagesRGA22G Scale Guide: A B C DHKaya Eralp AsanNo ratings yet
- Chapter 3 - MeasureDocument75 pagesChapter 3 - MeasureNitish NitinNo ratings yet
- Unit II Natural Tolerance Limits, Specification Limits, Process CapabilityDocument13 pagesUnit II Natural Tolerance Limits, Specification Limits, Process CapabilityQumrul Hoda100% (1)
- Team ProjectsDocument76 pagesTeam ProjectsSachin A PillaiNo ratings yet
- Process Capability and Capability IndexDocument18 pagesProcess Capability and Capability IndexNelva SilviaNo ratings yet
- Process Capability Index (CPK)Document5 pagesProcess Capability Index (CPK)lovlinNo ratings yet
- UNIT IV TQMDocument49 pagesUNIT IV TQMmohanravi1986No ratings yet
- Chap151 Case Study in Service IndustryDocument54 pagesChap151 Case Study in Service Industryjohn brownNo ratings yet
- SPC Course MaterialDocument118 pagesSPC Course MaterialKrunal Pandya100% (1)
- Process-Mapping Six Sigma Project Work: Tool Usage and Expected ResultsDocument1 pageProcess-Mapping Six Sigma Project Work: Tool Usage and Expected Resultssmg26thmayNo ratings yet
- (Pub) Granules India Ltd. - Continuous Process Verification - A Holistic ApproachDocument28 pages(Pub) Granules India Ltd. - Continuous Process Verification - A Holistic ApproachAufar RahadiandyNo ratings yet
- 13-Process Capability TrainingDocument43 pages13-Process Capability TrainingMansoor Ali100% (1)
- Statistical Process Control A3Document14 pagesStatistical Process Control A3Sahil Sandooja100% (1)
- StudentDocument248 pagesStudentfatima mohamedNo ratings yet
- Statistical Process Control (SPC) For Software Tutorial: TopicsDocument64 pagesStatistical Process Control (SPC) For Software Tutorial: TopicsJulio KinenNo ratings yet
- CP, CPK, PP and PPKDocument21 pagesCP, CPK, PP and PPKck_pey100% (1)
- Manual PPAPDocument75 pagesManual PPAPmario131275No ratings yet
- Process CapabilityDocument4 pagesProcess CapabilityLeonardo SanchezNo ratings yet
- The Six SigmaDocument373 pagesThe Six SigmabmvinayNo ratings yet
- Q8 IM13CFinalDocument21 pagesQ8 IM13CFinalJb MacarocoNo ratings yet
- Process Capability (Asi Rev5)Document84 pagesProcess Capability (Asi Rev5)Praphan PrapNo ratings yet
- (1997) Process Capability Analysis For Non-Normal Relay Test DataDocument8 pages(1997) Process Capability Analysis For Non-Normal Relay Test DataNELSONHUGONo ratings yet
- Mitutoyo DP-1VR PDFDocument63 pagesMitutoyo DP-1VR PDFRicardo Vazquez SalinasNo ratings yet
- Statistical Process Control: True/False QuestionsDocument23 pagesStatistical Process Control: True/False QuestionsBo RaeNo ratings yet
- Process CapabilityDocument5 pagesProcess CapabilityKamal Kant ChowdharyNo ratings yet
- Bozarth Opscm3 PPT 05Document40 pagesBozarth Opscm3 PPT 05suzuki abadimegahmotorNo ratings yet
- Process Capability Indices PDFDocument6 pagesProcess Capability Indices PDFasamadhNo ratings yet
- SPC and Process ControlDocument22 pagesSPC and Process ControlnadeemaneezNo ratings yet