Download as pdf or txt
You might also like
- Cycle SyncingDocument43 pagesCycle SyncingHeShot MeDown100% (2)
- Specification: SA 600/100 SA 600/150 SA900/300 SA1200/410Document7 pagesSpecification: SA 600/100 SA 600/150 SA900/300 SA1200/410Renard100% (1)
- CyclophosphamideDocument7 pagesCyclophosphamideFrances Ramos33% (3)
- Chapter 6 Work, Energy and PowerDocument12 pagesChapter 6 Work, Energy and PowerZhu Jiankun100% (1)
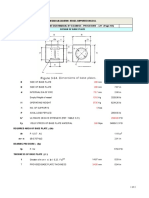
- Leg Support Calculation PDFDocument2 pagesLeg Support Calculation PDFSanjay MoreNo ratings yet
- 211 JS ProcessDocument1 page211 JS ProcessPRITESHNo ratings yet
- HSS CatalogueDocument56 pagesHSS CataloguenenmilNo ratings yet
- 3.1B Certificat - ModèleDocument1 page3.1B Certificat - Modèlescribdhas2006No ratings yet
- Haitian MachineDocument4 pagesHaitian MachineNjabz MhlabaNo ratings yet
- Al Alloys Chemicals MechanicalsDocument1 pageAl Alloys Chemicals MechanicalsFactory FactoryNo ratings yet
- Deformed Bar (Rebar) Characteristics: Mill Standard Bar Count 12 Meter LengthDocument1 pageDeformed Bar (Rebar) Characteristics: Mill Standard Bar Count 12 Meter LengthMligo ClemenceNo ratings yet
- Deformed Bar (Rebar) Characteristics: Mill Standard Bar Count 12 Meter LengthDocument1 pageDeformed Bar (Rebar) Characteristics: Mill Standard Bar Count 12 Meter LengthChen QingNo ratings yet
- DeformedBar PDFDocument1 pageDeformedBar PDFGayan mihirangaNo ratings yet
- DeformedBar PDFDocument1 pageDeformedBar PDFSaeed ShubairNo ratings yet
- Reinforcement Steel WorksDocument28 pagesReinforcement Steel WorksPooja PawarNo ratings yet
- S355JRDocument3 pagesS355JRYasmeen HaiderNo ratings yet
- S355JRDocument2 pagesS355JRThanh NguyenNo ratings yet
- BMW GS 93032-7 - 2019 (Dualp Phase Steels) 5pgDocument5 pagesBMW GS 93032-7 - 2019 (Dualp Phase Steels) 5pgdpfloresNo ratings yet
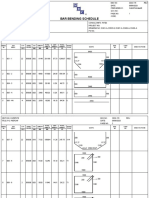
- BBS For MittalDocument1 pageBBS For MittalahamedthousifNo ratings yet
- Pickled and Oiled Steel CoilsDocument36 pagesPickled and Oiled Steel CoilsX800XLNo ratings yet
- Raw Calculation DiesDocument9 pagesRaw Calculation DiesRiska DamayantiNo ratings yet
- Steel Grade: General InformationDocument2 pagesSteel Grade: General InformationGopi KrishnanNo ratings yet
- Test Certificate (EN 10204 3.1)Document1 pageTest Certificate (EN 10204 3.1)gobinath ramachandranNo ratings yet
- Md310 Quick ManualDocument55 pagesMd310 Quick ManualHitesh PanigrahiNo ratings yet
- Tech Haitian Mars 2 en PDFDocument4 pagesTech Haitian Mars 2 en PDFHau TranNo ratings yet
- Chemical Composition and ToleranceDocument2 pagesChemical Composition and ToleranceAisya KinarNo ratings yet
- Return Air Grilles: RM LouverDocument2 pagesReturn Air Grilles: RM LouverYe Wunna TunNo ratings yet
- Return Air Grilles: RM LouverDocument2 pagesReturn Air Grilles: RM LouverMinhNo ratings yet
- Specifications For Plates: Chemical Composition Mechanical PropertiesDocument7 pagesSpecifications For Plates: Chemical Composition Mechanical Propertiesprajakt_pieNo ratings yet
- Dewpoint Copper DPC-0521-DDocument4 pagesDewpoint Copper DPC-0521-DTengku MunzirNo ratings yet
- Presentasi SNI 2017Document43 pagesPresentasi SNI 2017Fransisca WijayaNo ratings yet
- Engineering DetailDocument30 pagesEngineering DetailSatyaprakash PrakashNo ratings yet
- Steel Grade: Material Data SheetDocument3 pagesSteel Grade: Material Data SheetMahammad ShehattaNo ratings yet
- MANITANK D AVIO - Rev004 SITO NUOVO ENDocument1 pageMANITANK D AVIO - Rev004 SITO NUOVO ENSebastián “Noisy” MoreiraNo ratings yet
- Barra Sanmac 2205Document8 pagesBarra Sanmac 2205Lei WuNo ratings yet
- Stroke Tol. +1.8 - 1.6Document4 pagesStroke Tol. +1.8 - 1.6Todor NedyalkovNo ratings yet
- STANDARD - ASTM A653 - Brief DescriptionDocument7 pagesSTANDARD - ASTM A653 - Brief DescriptionSeyong ParkNo ratings yet
- Refrigerant Aircooler 0.3 MMSCFD (Ac-200b)Document35 pagesRefrigerant Aircooler 0.3 MMSCFD (Ac-200b)RodolfoNo ratings yet
- Durability: Hot Dip Galvanised Steel Sheet & CoilDocument8 pagesDurability: Hot Dip Galvanised Steel Sheet & CoilDin TcmNo ratings yet
- MCGB - Data Sheet For Suppliers Old MAT Nos.: 110, 130, 100: Structural Steel, Carbon Steel, KilledDocument3 pagesMCGB - Data Sheet For Suppliers Old MAT Nos.: 110, 130, 100: Structural Steel, Carbon Steel, Killedamit kumar sarkarNo ratings yet
- 40LCM30AA853Document1 page40LCM30AA853surya1392No ratings yet
- Propiedades ZamakDocument5 pagesPropiedades ZamakMNNo ratings yet
- 02 RCDocument2 pages02 RCMinhNo ratings yet
- Jis C3771Document2 pagesJis C3771bkprodhNo ratings yet
- S355JRDocument3 pagesS355JRaabco.purchaseNo ratings yet
- Pocincani Limovi, Teh - KarakteristikeDocument10 pagesPocincani Limovi, Teh - KarakteristikeEko LuftNo ratings yet
- C09 KFB e PDFDocument1 pageC09 KFB e PDFAbdulNo ratings yet
- Electromagnetic Two Disc, Spring Set BrakeDocument1 pageElectromagnetic Two Disc, Spring Set BrakeAnonymous Ts0uMLFOJNo ratings yet
- Designacion: Propiedades Mecanicas Aceros Aceros Galvanizados Astm A653Document1 pageDesignacion: Propiedades Mecanicas Aceros Aceros Galvanizados Astm A653karob87No ratings yet
- Spheroidal GraphiteDocument1 pageSpheroidal GraphiteS.Mohana sundaramNo ratings yet
- Self-Drilling Anchor BoltsDocument10 pagesSelf-Drilling Anchor Boltsgoran_tomic4144No ratings yet
- P12 PiercapDocument11 pagesP12 PiercapANILNo ratings yet
- 7075 Aluminium BarDocument1 page7075 Aluminium Barleonardo caicedo mesaNo ratings yet
- Aceros Tabla DipticoDocument1 pageAceros Tabla DipticoBeatriz Ruiz UrueñaNo ratings yet
- Longitudinal Beam Shear ConnectionsDocument6 pagesLongitudinal Beam Shear Connectionsraghav abudhabiNo ratings yet
- 2324MTC037 11363Document1 page2324MTC037 11363Shrikrushna DalviNo ratings yet
- 06 RGDocument2 pages06 RGMinhNo ratings yet
- ASM2011LO Captured Screw CatalogDocument294 pagesASM2011LO Captured Screw CatalogArjun PanditNo ratings yet
- Ama 23ak - enDocument1 pageAma 23ak - enmohamed AdelNo ratings yet
- General Information: 2.1. ConcreteDocument3 pagesGeneral Information: 2.1. ConcreteGeloNo ratings yet
- Haitian Mars TechDocument4 pagesHaitian Mars TechRenardNo ratings yet
- S235jr Carbon SteelDocument2 pagesS235jr Carbon Steelcheligp1981No ratings yet
- CLC 18.10LN: A Nitrogen Containing 18Cr-10Ni Austenitic Stainless Steel (304LN Grade)Document4 pagesCLC 18.10LN: A Nitrogen Containing 18Cr-10Ni Austenitic Stainless Steel (304LN Grade)PeterWayNo ratings yet
- Aluminum Structures: A Guide to Their Specifications and DesignFrom EverandAluminum Structures: A Guide to Their Specifications and DesignRating: 5 out of 5 stars5/5 (2)
- Drawing Details: Cie 332 Quantity Surveying and Estimation Lecture Two Lecturer: Eng. Goodson MashekaDocument23 pagesDrawing Details: Cie 332 Quantity Surveying and Estimation Lecture Two Lecturer: Eng. Goodson MashekaPerpetual hubbyNo ratings yet
- Cacio e Pepe Pizza by Chef Uditi: Makes 4-5 Pizzas, About 250 GR Each Ingredients: For The Pizza DoughDocument1 pageCacio e Pepe Pizza by Chef Uditi: Makes 4-5 Pizzas, About 250 GR Each Ingredients: For The Pizza DoughPablo NameNo ratings yet
- 3B Reactions of Alcohols and ThiolsDocument27 pages3B Reactions of Alcohols and ThiolsAnloraine GonzalesNo ratings yet
- EVM TechmaxDocument96 pagesEVM Techmaxnikhileshdhuri97No ratings yet
- DC Jow Ga Beginner CurriculumDocument2 pagesDC Jow Ga Beginner CurriculumKevinNo ratings yet
- CR Unit 1 &11 (Part A &B)Document12 pagesCR Unit 1 &11 (Part A &B)durai muruganNo ratings yet
- Md. Rizwanur Rahman - CVDocument4 pagesMd. Rizwanur Rahman - CVHimelNo ratings yet
- Inverse of A FunctionDocument10 pagesInverse of A Functionnitin30100% (2)
- UntitledDocument14 pagesUntitlednaresh kumarNo ratings yet
- 5 - Introduction Q-Series Vs2 Customer Version2Document49 pages5 - Introduction Q-Series Vs2 Customer Version2mahreza189100% (1)
- AbseilingDocument12 pagesAbseilingMurah Rezeki Cikgu WafiNo ratings yet
- (12942) Sheet Chemical Bonding 4 Theory eDocument8 pages(12942) Sheet Chemical Bonding 4 Theory eAnurag SinghNo ratings yet
- Schiavi Enc Met Page015Document1 pageSchiavi Enc Met Page015Adel AdelNo ratings yet
- Perdev Module 3Document13 pagesPerdev Module 3Renelyn JacoNo ratings yet
- Understanding Your Electricity Bill in PakistanDocument13 pagesUnderstanding Your Electricity Bill in PakistanGhayas Ud-din DarNo ratings yet
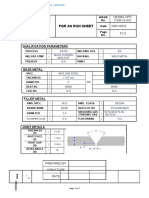
- PQR As Run SheetDocument2 pagesPQR As Run SheetAhmed ElsharkawNo ratings yet
- UVU Jungle Marathon 2012 BookDocument41 pagesUVU Jungle Marathon 2012 BookGerhard FlatzNo ratings yet
- Owner: PT. Baker Hughes User: Cok Gede Reza Description: Modified Safety Pin, Add. Handrail & Add. Anti Slip Step Stair at Pressure Test BayDocument3 pagesOwner: PT. Baker Hughes User: Cok Gede Reza Description: Modified Safety Pin, Add. Handrail & Add. Anti Slip Step Stair at Pressure Test BayMuhammad AlpianNo ratings yet
- Minireview: C-Reactive ProteinDocument4 pagesMinireview: C-Reactive ProteinFernando Amblódegui GarcíaNo ratings yet
- Functional Specification For Deck CraneDocument31 pagesFunctional Specification For Deck Craneaiyubi20% (1)
- Straumann Product Catalogue 2018 2019Document260 pagesStraumann Product Catalogue 2018 2019kllasikalleNo ratings yet
- NASA NOAA Earth Sciences Letter To TrumpDocument6 pagesNASA NOAA Earth Sciences Letter To TrumpMelissa Meehan BaldwinNo ratings yet
- HDR10+ System Whitepaper: September 4, 2019 HDR10+ Technologies, LLCDocument14 pagesHDR10+ System Whitepaper: September 4, 2019 HDR10+ Technologies, LLCDragomir ConstantinNo ratings yet
- Solution Manual For Fundamentals of Semiconductor Fabrication Gary S May Simon M Sze Isbn 0471232793 Isbn 978-0-471 23279 7 Isbn 9780471232797Document16 pagesSolution Manual For Fundamentals of Semiconductor Fabrication Gary S May Simon M Sze Isbn 0471232793 Isbn 978-0-471 23279 7 Isbn 9780471232797warepneumomxkhf100% (17)
- Bronchial Hygiene or Airway Clearance TechniquesDocument139 pagesBronchial Hygiene or Airway Clearance TechniquesPiyush Salgaonkar100% (1)
- Validation ConceptsDocument41 pagesValidation ConceptsSyed Ghazanfar AliNo ratings yet