Download as pdf or txt
You might also like
- Fusion UgDocument235 pagesFusion Ug王佳旭No ratings yet
- 02 GEA MIOne Sampler Manual 2017Document98 pages02 GEA MIOne Sampler Manual 2017Rafael DupontNo ratings yet
- Gea Cip Star System Brewhouse 296991Document4 pagesGea Cip Star System Brewhouse 296991Hoàng Nguyễn VănNo ratings yet
- Novel Fe2O3-Cr2O3 Catalyst For High Temperature Water Gas Shift ReactionDocument278 pagesNovel Fe2O3-Cr2O3 Catalyst For High Temperature Water Gas Shift ReactionClementia CatherineNo ratings yet
- 900 13 082 US Liquid Hydrogen Safetygram 9Document8 pages900 13 082 US Liquid Hydrogen Safetygram 9visutsiNo ratings yet
- Cooling Pipes CalculationDocument2 pagesCooling Pipes CalculationDedi KartiwaNo ratings yet
- NETZSCH Steam Jet Mill S-Jet eDocument20 pagesNETZSCH Steam Jet Mill S-Jet ejojibaNo ratings yet
- Amirah Maisarah Binti Azarman - Group BDocument7 pagesAmirah Maisarah Binti Azarman - Group BMOHD MU'IZZ BIN MOHD SHUKRINo ratings yet
- Features: Shanghai Lapar Control Valve Co., Ltd. Page 1 of 3 Shanghai Xianshun Machinery Co., LTDDocument3 pagesFeatures: Shanghai Lapar Control Valve Co., Ltd. Page 1 of 3 Shanghai Xianshun Machinery Co., LTDUmar MuhammadNo ratings yet
- A Comprehensive Guide of Fixed Fire Fighting Foam System: Seaqa Companies ContactDocument23 pagesA Comprehensive Guide of Fixed Fire Fighting Foam System: Seaqa Companies ContactUtkarsh MathurNo ratings yet
- En Sofraden Blades Mixer Mib-MicDocument4 pagesEn Sofraden Blades Mixer Mib-MicreyesdavidNo ratings yet
- DHDT BaiscsDocument2 pagesDHDT BaiscsAvik Bhai100% (1)
- ViscosityDocument7 pagesViscositykiran2381No ratings yet
- Powder Technology: Jia'nan Wang, Wenjun Huang, Haomiao Xu, Zan Qu, Jinping Jia, Naiqiang YanDocument10 pagesPowder Technology: Jia'nan Wang, Wenjun Huang, Haomiao Xu, Zan Qu, Jinping Jia, Naiqiang Yanrani jiesunkNo ratings yet
- Final Detailed Fermenter DesignDocument24 pagesFinal Detailed Fermenter DesignRaian Yousuf TanmoyNo ratings yet
- IPCO IP Sulphur Processing and Handling 08 2019 v1.1 LO-RESDocument20 pagesIPCO IP Sulphur Processing and Handling 08 2019 v1.1 LO-RESyamen-691904No ratings yet
- SHAIK RASOOL-Process Engineeer - RESUME-LATEST-OCT 2022Document6 pagesSHAIK RASOOL-Process Engineeer - RESUME-LATEST-OCT 2022Rathinavel PerumalNo ratings yet
- 5l Glass FermenterDocument17 pages5l Glass FermenterRobert Jahirzinho Machaca MamaniNo ratings yet
- SYMTEC ADMIX AllProdBrochureDocument20 pagesSYMTEC ADMIX AllProdBrochureRodolfo RuaroNo ratings yet
- Atomisation Technologies Used in - Spray Drying in The Dairy Industry - A ReviewDocument52 pagesAtomisation Technologies Used in - Spray Drying in The Dairy Industry - A ReviewTien Din TranNo ratings yet
- Product Catalog en 221024 Web CompressedDocument504 pagesProduct Catalog en 221024 Web Compressed최경현No ratings yet
- STM Folder Blow Moulding Machines A4 ENG 2018 Opt 1Document16 pagesSTM Folder Blow Moulding Machines A4 ENG 2018 Opt 1Jauhari Mohd SeranNo ratings yet
- Tp-Link TD-W8961NDocument85 pagesTp-Link TD-W8961NXxxNo ratings yet
- Sludge Oil Liquefying System (Sols) Using Paralax®Document72 pagesSludge Oil Liquefying System (Sols) Using Paralax®Agung RakhmadiNo ratings yet
- REVIEW Development of DRsDocument17 pagesREVIEW Development of DRsnozue.tatsuhiro nozueNo ratings yet
- Technical Spec Equipment Food 23-07-2021Document184 pagesTechnical Spec Equipment Food 23-07-2021Subhra AddisNo ratings yet
- Hi Shear GranulatorDocument1 pageHi Shear GranulatoreddyteranvacaNo ratings yet
- Alloy User GuideDocument314 pagesAlloy User GuideJunaid UllahNo ratings yet
- Enhancing The Performance of Rotary Vacuum Drum Filter: November 2011Document8 pagesEnhancing The Performance of Rotary Vacuum Drum Filter: November 2011Nitu Vohra0% (1)
- RVDFDocument8 pagesRVDFSiska MilalaNo ratings yet
- ThermalFS Therminol66Document2 pagesThermalFS Therminol66Yelvia SunartiNo ratings yet
- BASF 4A Molecular Sieve DatasheetDocument2 pagesBASF 4A Molecular Sieve DatasheetseyedAli TabatabaeeNo ratings yet
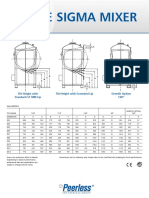
- Sigma MixerDocument2 pagesSigma Mixermmk111No ratings yet
- BASF Catalysts - Durasorb-BrochureDocument4 pagesBASF Catalysts - Durasorb-Brochurehamdi ozeolNo ratings yet
- Project Proposal HHODocument30 pagesProject Proposal HHOJaishree ChauhanNo ratings yet
- Butadieno A04 431-1Document16 pagesButadieno A04 431-1Tasneem MNo ratings yet
- Comunicado A Proton - GEA UpdateDocument3 pagesComunicado A Proton - GEA UpdateJohn Alexander Sandoval AlfonsoNo ratings yet
- GD Indonesia - For KPDocument13 pagesGD Indonesia - For KPRizakNo ratings yet
- SFC Terms and ConditionsDocument8 pagesSFC Terms and ConditionsSameer AliNo ratings yet
- CranesDocument4 pagesCranesZulhilmi ZalizanNo ratings yet
- UntitledDocument93 pagesUntitledijeoma NwajuakuNo ratings yet
- Bioengineering 04 00055 v2 PDFDocument43 pagesBioengineering 04 00055 v2 PDFDivyansh Singh ChauhanNo ratings yet
- Solvent Extraction Plant Process Flow Diagram: Pre-CleaningDocument1 pageSolvent Extraction Plant Process Flow Diagram: Pre-Cleaningsan dip100% (1)
- Development and Simulation of Natural Gas Refining Mechanism Based On Exergy StudyDocument11 pagesDevelopment and Simulation of Natural Gas Refining Mechanism Based On Exergy StudyIJRASETPublicationsNo ratings yet
- IIT Madras Placement Brochure 2022-23 - FinalDocument33 pagesIIT Madras Placement Brochure 2022-23 - FinalDevansh RaiNo ratings yet
- Application OffshoreDocument1 pageApplication OffshoreCamilo Andrés Vargas JiménezNo ratings yet
- Nalco Basic PresentationDocument45 pagesNalco Basic PresentationMd. Mokammel HaqueNo ratings yet
- AlgacultureDocument9 pagesAlgacultureraghavan89No ratings yet
- OPT British Cumulus - IMO 9724532 - Machinery Operating ManualDocument405 pagesOPT British Cumulus - IMO 9724532 - Machinery Operating Manualseawolf50No ratings yet
- HS - Chap1 - H2 Fundamentals - V1p2Document12 pagesHS - Chap1 - H2 Fundamentals - V1p2Juan Antonio SánchezNo ratings yet
- Cata Upstream S 1526 e Data PDFDocument126 pagesCata Upstream S 1526 e Data PDFBiopharmaNo ratings yet
- Pruebas FoDocument23 pagesPruebas FoDarwin DavidNo ratings yet
- GEA Niro Pharmaceutical Spray Dryers: A Unique Union of Proven Technology and Customised SolutionsDocument16 pagesGEA Niro Pharmaceutical Spray Dryers: A Unique Union of Proven Technology and Customised SolutionsBane NikolicNo ratings yet
- Reactive Distillation PaperDocument8 pagesReactive Distillation PaperMohamed AlkhiderNo ratings yet
- Membranes 12 00345Document22 pagesMembranes 12 00345Nicholas YeohNo ratings yet
- DA - Anhydrous Milk Fat (AMF) and Butter Oil enDocument44 pagesDA - Anhydrous Milk Fat (AMF) and Butter Oil enRogerio ZontaNo ratings yet
- NOT16G - PACKLIGHT AEG48 (Anglais) (ID 132757)Document15 pagesNOT16G - PACKLIGHT AEG48 (Anglais) (ID 132757)niyop4allNo ratings yet
- Lasermachining BookChapter IntechOpenDocument18 pagesLasermachining BookChapter IntechOpenRoshan Virat PandeyNo ratings yet
- Nanomaterials in Structural EngineeringDocument19 pagesNanomaterials in Structural EngineeringAniket DubeNo ratings yet
- Thesis R Houben PDFDocument194 pagesThesis R Houben PDFfishvalNo ratings yet
- Comparison of The Sensitivity of 11 Crosslinked Hyaluronic Acid Gels To Bovine Testis Hyaluronidase PDFDocument5 pagesComparison of The Sensitivity of 11 Crosslinked Hyaluronic Acid Gels To Bovine Testis Hyaluronidase PDFfishvalNo ratings yet
- Soft Tissue Responses To Hydroxylapatite Particles of Different Shapes PDFDocument11 pagesSoft Tissue Responses To Hydroxylapatite Particles of Different Shapes PDFfishvalNo ratings yet
- The Inhibition of Calcium Hydroxyapatite Crystal Growth by Polyphosphonates and Polyphosphates PDFDocument12 pagesThe Inhibition of Calcium Hydroxyapatite Crystal Growth by Polyphosphonates and Polyphosphates PDFfishvalNo ratings yet
- Sintering of CaP Bioceramics. Review PDFDocument21 pagesSintering of CaP Bioceramics. Review PDFfishvalNo ratings yet
- New Atomization Nozzle For Spray Drying PDFDocument9 pagesNew Atomization Nozzle For Spray Drying PDFfishvalNo ratings yet
- MW-assisted Synthesis, Frying and Sintering of Phosphate Based Bioceramic Materials PDFDocument22 pagesMW-assisted Synthesis, Frying and Sintering of Phosphate Based Bioceramic Materials PDFfishvalNo ratings yet
- Microwave Sintering of Hydroxyapatite Ceramics PDFDocument8 pagesMicrowave Sintering of Hydroxyapatite Ceramics PDFfishvalNo ratings yet
- Thermal Decomposition of Hydroxyapatite Structure Induced by Titanium and Its Dioxide PDFDocument3 pagesThermal Decomposition of Hydroxyapatite Structure Induced by Titanium and Its Dioxide PDFfishvalNo ratings yet
- Development of A Laboratory Ink-Jet Spray DryerDocument6 pagesDevelopment of A Laboratory Ink-Jet Spray DryerfishvalNo ratings yet
- Plasma Spheroidization of Ceramic Particles PDFDocument5 pagesPlasma Spheroidization of Ceramic Particles PDFfishvalNo ratings yet
- Effect of Water Vapor Pressure and Temperature On The Amorphous-To-Crystalline HA Conversion During Heat Treatment of HA Coatings PDFDocument4 pagesEffect of Water Vapor Pressure and Temperature On The Amorphous-To-Crystalline HA Conversion During Heat Treatment of HA Coatings PDFfishvalNo ratings yet
- Powder Processing Science and Technology For Increased Reliability PDFDocument13 pagesPowder Processing Science and Technology For Increased Reliability PDFfishvalNo ratings yet
- Controlling The Morphology of Ceramic and Composite Powders Obtained Via Spray Drying - A ReviewDocument37 pagesControlling The Morphology of Ceramic and Composite Powders Obtained Via Spray Drying - A ReviewfishvalNo ratings yet
- Sintering of Calcium Phosphate HA 1. Calcination and Particle Growth PDFDocument13 pagesSintering of Calcium Phosphate HA 1. Calcination and Particle Growth PDFfishvalNo ratings yet
- Recrystallization of Amorphous Phases Via Post-Coating Heat-Treatment of Plasma-Sprayed Hydroxyapatite Coatings PDFDocument6 pagesRecrystallization of Amorphous Phases Via Post-Coating Heat-Treatment of Plasma-Sprayed Hydroxyapatite Coatings PDFfishvalNo ratings yet
- List of Suppliers of Microwave Processing Equipment PDFDocument22 pagesList of Suppliers of Microwave Processing Equipment PDFfishvalNo ratings yet
- Hydroxyapatite-Based Ceramic Materials Prepared Using Solutions of Different Concentrations PDFDocument9 pagesHydroxyapatite-Based Ceramic Materials Prepared Using Solutions of Different Concentrations PDFfishvalNo ratings yet
- PH Impact On The Sol Gel Preparation of Calcium Hydroxyapatite Ca10 Po4 6 Oh 2 Using A Novel Complexing Agent Dcta PDFDocument8 pagesPH Impact On The Sol Gel Preparation of Calcium Hydroxyapatite Ca10 Po4 6 Oh 2 Using A Novel Complexing Agent Dcta PDFfishvalNo ratings yet
- Effect of A Novel Sintering Process On Mechanical Properties of Hydroxyapatite Ceramics PDFDocument5 pagesEffect of A Novel Sintering Process On Mechanical Properties of Hydroxyapatite Ceramics PDFfishvalNo ratings yet
- Production of Spherical and Uniform-Sized ParticleDocument17 pagesProduction of Spherical and Uniform-Sized ParticleShoaibNo ratings yet
- ProCepT 4M8-TriX PDFDocument4 pagesProCepT 4M8-TriX PDFfishvalNo ratings yet
- CSE18 RSCArchive 2015 6Document28 pagesCSE18 RSCArchive 2015 6fishvalNo ratings yet
- HumanHistologyGL2003 PDFDocument14 pagesHumanHistologyGL2003 PDFfishvalNo ratings yet
- 12 Step Manual V2.0Document68 pages12 Step Manual V2.0Daniel BatánNo ratings yet
- Green Bedding Separator FAN - Parts List - 2017Document9 pagesGreen Bedding Separator FAN - Parts List - 2017Centrifugal SeparatorNo ratings yet
- Fault Detection in Solar Power Plants Using Predictiveanalytic TechniquesDocument7 pagesFault Detection in Solar Power Plants Using Predictiveanalytic TechniquesRodrigoNo ratings yet
- NFL Network ResumeDocument2 pagesNFL Network Resumeapi-314448476No ratings yet
- 53 Xbox Hits Full Capture by TyphonDocument33 pages53 Xbox Hits Full Capture by Typhonpskpsk346No ratings yet
- Evaluating Conflicting Evidence Lesson Summary - History DetectivesDocument5 pagesEvaluating Conflicting Evidence Lesson Summary - History Detectivescorbinmoore1No ratings yet
- Damping Lab 1Document60 pagesDamping Lab 1Robert Lau Yik SiangNo ratings yet
- PPC DrainDocument6 pagesPPC Drainherysyam1980No ratings yet
- Policy Guideliness For Community Radio in KenyaDocument36 pagesPolicy Guideliness For Community Radio in KenyaAmos Ochieng100% (1)
- Major Ammonia Leak From HP Ammonia Feed Pump2Document3 pagesMajor Ammonia Leak From HP Ammonia Feed Pump2Rana ImtiazNo ratings yet
- Introduction To Strategic Management: Topic OutlineDocument7 pagesIntroduction To Strategic Management: Topic OutlineJoyce DuaNo ratings yet
- Acer Aspire x1400 X1420, Emachines EL1358 Wistron Eboxer MANALODocument45 pagesAcer Aspire x1400 X1420, Emachines EL1358 Wistron Eboxer MANALOHoàng Chương DươngNo ratings yet
- Dell 2000 StorageDocument115 pagesDell 2000 Storagests100No ratings yet
- Berglihn - Ecosystem Services From Urban Forests The Case of Oslomarka, NorwayDocument11 pagesBerglihn - Ecosystem Services From Urban Forests The Case of Oslomarka, NorwayQuentin LempereurNo ratings yet
- Criteria For Laboratory Accreditation in The Field of Volume MetrologyDocument11 pagesCriteria For Laboratory Accreditation in The Field of Volume MetrologyHi Tech Calibration ServicesNo ratings yet
- West Bengal Forest Directorate - Eco-Tourism FacilitiesDocument5 pagesWest Bengal Forest Directorate - Eco-Tourism FacilitiesSamarendu BaulNo ratings yet
- Ect Printable Version Small TextDocument4 pagesEct Printable Version Small TextVictoriaNo ratings yet
- A Major Project Report ON: HR Policies and Their Implementation in Cheema Spintex LTDDocument64 pagesA Major Project Report ON: HR Policies and Their Implementation in Cheema Spintex LTDsuchitraNo ratings yet
- Shoeb ResumeDocument4 pagesShoeb ResumeM-Shoeb ShaykNo ratings yet
- Let's Get Scotland Walking - The National Walking Strategy - Escócia - 2019Document29 pagesLet's Get Scotland Walking - The National Walking Strategy - Escócia - 2019Natália CostaNo ratings yet
- Jewma2Document15 pagesJewma2Riston SinagaNo ratings yet
- Oando For Jevlink2Document4 pagesOando For Jevlink2Steve Bassey100% (2)
- Customer Pricelist General 06-2015Document21 pagesCustomer Pricelist General 06-2015ilayyinan50% (2)
- Bisalloy 400 DatasheetDocument12 pagesBisalloy 400 DatasheetMohamed SeifNo ratings yet
- Presentation On Heineken BeerDocument13 pagesPresentation On Heineken BeerΣόλα ΚαρίμοβαNo ratings yet
- Answers To Specific Heat ProblemsDocument5 pagesAnswers To Specific Heat ProblemsSiraj AL sharifNo ratings yet
- Bradburn Et Al v. North Central Regional Library District - Document No. 57Document28 pagesBradburn Et Al v. North Central Regional Library District - Document No. 57Justia.comNo ratings yet
- English 7 &9Document17 pagesEnglish 7 &9Salve PetilunaNo ratings yet
- Yosys Manual: Clifford WolfDocument174 pagesYosys Manual: Clifford WolfSg ManyNo ratings yet
- Module 1, Graph Theory 1Document133 pagesModule 1, Graph Theory 1Ayush Kumar 20BTRIS004No ratings yet