Download as pdf or txt
You might also like
- Samson XP308I Service ManualDocument30 pagesSamson XP308I Service ManualEboni DanielsNo ratings yet
- De La Mora Weightlifting HandoutsDocument23 pagesDe La Mora Weightlifting HandoutscefuneslpezNo ratings yet
- Owner & Operator's Manual: ModelsDocument16 pagesOwner & Operator's Manual: ModelskmpoulosNo ratings yet
- Lecture 1 ADocument294 pagesLecture 1 AZakariya Mohamed100% (1)
- Autoflame Emissions CalculatorDocument9 pagesAutoflame Emissions CalculatorLuilio Esparza100% (1)
- Press MUd To Bio GasDocument5 pagesPress MUd To Bio GasAyush AgrawalNo ratings yet
- Class 6 Science: Shah SeriesDocument16 pagesClass 6 Science: Shah SeriesAgha Khan DurraniNo ratings yet
- Bruce Albet - The Rain Tree PDFDocument5 pagesBruce Albet - The Rain Tree PDFSalvatore PaceNo ratings yet
- Iron MaterialsDocument26 pagesIron MaterialsRossembert Laime Martinez100% (1)
- 2017 Scrap Supplements & Alt Ironmaking 7 - HiC DRI DraftDocument22 pages2017 Scrap Supplements & Alt Ironmaking 7 - HiC DRI DraftJorge Madias100% (1)
- Energiron DR Technology-July 2007Document55 pagesEnergiron DR Technology-July 2007Mohamed SalahNo ratings yet
- Words People UseDocument60 pagesWords People UseMohammed Al-SharawiNo ratings yet
- Direct Reduction Technology: Danieli and Energiron A History of Success Supporting The Future ChallengesDocument8 pagesDirect Reduction Technology: Danieli and Energiron A History of Success Supporting The Future ChallengesEli Elke GalindoNo ratings yet
- 7800 Series Burner ControlDocument57 pages7800 Series Burner ControldanterpoNo ratings yet
- Triten BrochureDocument8 pagesTriten Brochuredragon2065100% (1)
- Enotec2 PDFDocument6 pagesEnotec2 PDFamk2009No ratings yet
- Install OpenOPC and PyComm Library in Python For PLCDocument1 pageInstall OpenOPC and PyComm Library in Python For PLCakash genjiNo ratings yet
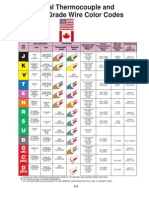
- International Thermocouple and Extension Grade Wire Color CodesDocument6 pagesInternational Thermocouple and Extension Grade Wire Color CodesEdguitar TheLonelyNo ratings yet
- Steam Tracing Design Considerations and InstallationDocument6 pagesSteam Tracing Design Considerations and InstallationaimangamalNo ratings yet
- F. Huang - Engineering ThermodynamicsDocument52 pagesF. Huang - Engineering ThermodynamicsHectorCabz100% (1)
- Biomarcadores de Estrés OxidativoDocument3 pagesBiomarcadores de Estrés OxidativoJuan Carlos LópezNo ratings yet
- An Overview of Chemical Process Design EngineeringDocument8 pagesAn Overview of Chemical Process Design EngineeringAzri RazakNo ratings yet
- QuemadoresDocument4 pagesQuemadoresjoseNo ratings yet
- Green AmmoniaDocument15 pagesGreen Ammoniasnikraftar1406No ratings yet
- ASME B 31.3 Table A 1 Allowable Stress (S)Document53 pagesASME B 31.3 Table A 1 Allowable Stress (S)groshan20No ratings yet
- Hydrogen EnergyDocument12 pagesHydrogen Energysami almjanNo ratings yet
- Siemens Sinamics V20 Manual 06 2018Document410 pagesSiemens Sinamics V20 Manual 06 2018Fisher AlejoNo ratings yet
- Msds Dietilamina PDFDocument6 pagesMsds Dietilamina PDFabi9f100% (1)
- Energiron Book 2014 PDFDocument52 pagesEnergiron Book 2014 PDFNasim100% (2)
- Veit Tunel 1Document7 pagesVeit Tunel 1Bladimir SolizNo ratings yet
- 2016 - Thermal Performance Calculation and Analysis of Heat Transfer Tube in Super Open Rack VaporizerDocument10 pages2016 - Thermal Performance Calculation and Analysis of Heat Transfer Tube in Super Open Rack VaporizerLong Nguyễn HoàngNo ratings yet
- Chromalox - Process Heater Systems PresentationDocument30 pagesChromalox - Process Heater Systems PresentationNicolae Visan100% (1)
- Methanol Production by CO Hydrogenation: Analysis and Simulation of Reactor PerformanceDocument19 pagesMethanol Production by CO Hydrogenation: Analysis and Simulation of Reactor PerformancehelloNo ratings yet
- Enrtl-Rk Rate Based Dga ModelDocument30 pagesEnrtl-Rk Rate Based Dga ModelsamandondonNo ratings yet
- ME2134 NUS PipeflowDocument47 pagesME2134 NUS PipeflowMohammad TahaNo ratings yet
- Tugas Perancangan HEDocument11 pagesTugas Perancangan HEAnnisa Novita NurismaNo ratings yet
- How To Install Aspen Hysys v9 PDFDocument21 pagesHow To Install Aspen Hysys v9 PDFMitzgun AjahNo ratings yet
- TratamientoDocument9 pagesTratamientoJuan Pablo Delgado PomachaguaNo ratings yet
- Pyrolysis and Chlorination of Small HydrocarbonsDocument24 pagesPyrolysis and Chlorination of Small HydrocarbonssylviealNo ratings yet
- Nitrate Fertilisers: Rupp Industrial SolutionsDocument20 pagesNitrate Fertilisers: Rupp Industrial SolutionsCarlos Manuel Castillo SalasNo ratings yet
- Dupont Resin Wear Out Guidelines - 45-D01119-EnDocument4 pagesDupont Resin Wear Out Guidelines - 45-D01119-EnDFMNo ratings yet
- ATV71 Modbus Integrated en 1755863 03Document45 pagesATV71 Modbus Integrated en 1755863 03Feri HandoyoNo ratings yet
- Siemens Boiler Controller Parameters PDFDocument70 pagesSiemens Boiler Controller Parameters PDFVinci Valcu Parne100% (2)
- RemelterDocument4 pagesRemelterAntonio PerezNo ratings yet
- A Simulation Study of Performance Evaluation of Single-Stage Absorption PDFDocument10 pagesA Simulation Study of Performance Evaluation of Single-Stage Absorption PDFalmadhagiNo ratings yet
- RescoDocument2 pagesRescocanakyuzNo ratings yet
- Ana-María Al-Lal, David Bolonio, Alberto Llamas, Magín Lapuerta, Laureano CanoiraDocument9 pagesAna-María Al-Lal, David Bolonio, Alberto Llamas, Magín Lapuerta, Laureano CanoiraAlexanderRodriguezGamboaNo ratings yet
- Matt Klaus PresentationDocument51 pagesMatt Klaus PresentationBuelvas NicanorNo ratings yet
- 10 Step 3D TRASAR Maintenance PlanDocument2 pages10 Step 3D TRASAR Maintenance PlanJayanath Nuwan SameeraNo ratings yet
- Astm A387 A387m 1992Document6 pagesAstm A387 A387m 1992Alberto Alexander RodriguezNo ratings yet
- Tanque Esferico Con Boquillas-ModelDocument1 pageTanque Esferico Con Boquillas-ModelAle JaimeNo ratings yet
- Applied Thermal Engineering: SciencedirectDocument12 pagesApplied Thermal Engineering: SciencedirectGabriel Lopez BarajasNo ratings yet
- Control Loop Case 1Document5 pagesControl Loop Case 1tatasrba100% (1)
- Netbot s15 Smart Vacuum Mmkjuicleaning Robot ManualDocument12 pagesNetbot s15 Smart Vacuum Mmkjuicleaning Robot ManualCondemor Condemor100% (1)
- United States PatentDocument5 pagesUnited States PatentDIEGONo ratings yet
- (2-2-1) NPTEL - Properties of Cryogenic FluidsDocument28 pages(2-2-1) NPTEL - Properties of Cryogenic FluidsNirmal JayanthNo ratings yet
- Manual de Bomba Jockey Modelo 5sv12fg4f60Document64 pagesManual de Bomba Jockey Modelo 5sv12fg4f60Deniss GálvezNo ratings yet
- (6-3-2) NPTEL - Properties of Materials at Cryogenic TemperatureDocument46 pages(6-3-2) NPTEL - Properties of Materials at Cryogenic TemperaturevishalnalwarNo ratings yet
- Innovative DR Technology For Innovative SteelmakingDocument23 pagesInnovative DR Technology For Innovative SteelmakingrxpeNo ratings yet
- Gaseous FuelsDocument12 pagesGaseous FuelsNikhil TanwarNo ratings yet
- Clean Coal TechnologiesDocument8 pagesClean Coal TechnologiesArunChandraBabuNo ratings yet
- 2003 HYL High Carbide Iron HCI and The Mini ModuleDocument12 pages2003 HYL High Carbide Iron HCI and The Mini Modulekeikhosravy.mNo ratings yet
- PROCESS DESCRIPTION AND LCA ICA PresentationDocument15 pagesPROCESS DESCRIPTION AND LCA ICA PresentationTehmasipNo ratings yet
- Requiere Un RatoDocument10 pagesRequiere Un RatoRossembert Laime MartinezNo ratings yet
- Voestalpine Comparison04082014Document16 pagesVoestalpine Comparison04082014Rossembert Laime MartinezNo ratings yet
- Salarial 2019Document2 pagesSalarial 2019Rossembert Laime MartinezNo ratings yet
- Escala Salarial GestionDocument6 pagesEscala Salarial GestionRossembert Laime MartinezNo ratings yet
- Iron MaterialsDocument26 pagesIron MaterialsRossembert Laime Martinez100% (1)
- Energies 15 05219Document17 pagesEnergies 15 05219Rossembert Laime MartinezNo ratings yet
- Vacuum Insulated CO2 and Cryogenic Storage TanksDocument13 pagesVacuum Insulated CO2 and Cryogenic Storage Tankssli223No ratings yet
- Theo Chem: A Theoretical Study of Co2 Adsorption On Tiot1Document17 pagesTheo Chem: A Theoretical Study of Co2 Adsorption On Tiot1SafatNo ratings yet
- Cabin SafetyDocument293 pagesCabin Safetyjunniora100% (5)
- CY3151 Unit I - Water TechnologyDocument101 pagesCY3151 Unit I - Water TechnologySouth KoreaNo ratings yet
- Manual RestaurantesDocument44 pagesManual RestaurantesArturo Muñoz CastilloNo ratings yet
- 1 s2.0 0360128578900084 MainDocument50 pages1 s2.0 0360128578900084 MainJefferson DavidNo ratings yet
- Numerical Simulation of The Effect of Sa/Pa On Combustion and Flow Characteristics in A Front-Rear Burner 400 Mwe BoilerDocument9 pagesNumerical Simulation of The Effect of Sa/Pa On Combustion and Flow Characteristics in A Front-Rear Burner 400 Mwe BoilerFaridNo ratings yet
- Pe 100 T 0110GBDocument46 pagesPe 100 T 0110GBMikeNo ratings yet
- PM-2010 ISO Technical Deta SheetDocument3 pagesPM-2010 ISO Technical Deta SheetTanmay GorNo ratings yet
- 3964635GA Capsule EnglishDocument160 pages3964635GA Capsule EnglishSanjay VarmaNo ratings yet
- Mechanism of CO Formation in Reverse Water-Gas Shift Reaction Over Cu/Al O CatalystDocument4 pagesMechanism of CO Formation in Reverse Water-Gas Shift Reaction Over Cu/Al O CatalystUmesh Kumar Sharma RamamoorthiNo ratings yet
- CH 1Document7 pagesCH 1Asad IslamNo ratings yet
- Compressor Tech May 2013Document89 pagesCompressor Tech May 2013H.a. UlicesNo ratings yet
- PROCESS DESCRIPTION AND LCA ICA PresentationDocument15 pagesPROCESS DESCRIPTION AND LCA ICA PresentationTehmasipNo ratings yet
- Gases Around Us HomeworkDocument6 pagesGases Around Us Homeworkg3rh9fdj100% (1)
- Climate Change Cause and Effect Worksheet Templates Layouts - 120120Document2 pagesClimate Change Cause and Effect Worksheet Templates Layouts - 120120Omayra MontealegreNo ratings yet
- Phytoplankton Algae CultureDocument16 pagesPhytoplankton Algae CultureAlexander BordoNo ratings yet
- P1-Training Report-Gulzad PDFDocument223 pagesP1-Training Report-Gulzad PDFFlorin DamaroiuNo ratings yet
- GC Feature-4Document11 pagesGC Feature-4Lysa GINo ratings yet
- Geochemical Monitoring of CCSDocument13 pagesGeochemical Monitoring of CCSNavidNo ratings yet
- Barak Hs User GuideDocument103 pagesBarak Hs User GuidejeniaajjNo ratings yet
- Citizens Guide To Environmental Tax ShiftingDocument68 pagesCitizens Guide To Environmental Tax ShiftingmichellechansfNo ratings yet
- Report Writing Skills Assignment 1 FA20-BBA-105.EditedDocument2 pagesReport Writing Skills Assignment 1 FA20-BBA-105.EditedNoorulain HaiderNo ratings yet
- Brick Dust As PozzolanDocument4 pagesBrick Dust As PozzolanRolan Sean MagawayNo ratings yet
- Poultry Farming in NepalDocument8 pagesPoultry Farming in NepalSulove KoiralaNo ratings yet
- Acidity, Alkalinity, and HardnessDocument30 pagesAcidity, Alkalinity, and HardnessCharan DeepNo ratings yet
- Assignment 1 - The First Law of ThermodynamicsDocument2 pagesAssignment 1 - The First Law of ThermodynamicsTan Song KaiNo ratings yet