Download as xls, pdf, or txt
You might also like
- Inspection and Test Plan: DESCRIPTION: Manhole ConstructionDocument4 pagesInspection and Test Plan: DESCRIPTION: Manhole ConstructionDelta akathehusky50% (2)
- Saudi Aramco Inspection Checklist: Review of Flange Joint-Gasket Verification and Bolt Tightening ProcedureDocument2 pagesSaudi Aramco Inspection Checklist: Review of Flange Joint-Gasket Verification and Bolt Tightening ProcedureMAZHARULNo ratings yet
- Saudi Aramco Inspection ChecklistDocument15 pagesSaudi Aramco Inspection ChecklistManoj Kumar100% (1)
- Saudi Aramco Inspection ChecklistDocument4 pagesSaudi Aramco Inspection Checklistm4metzNo ratings yet
- MSDSDocument1 pageMSDSRavjeet Singh MadanNo ratings yet
- Flowmaster TheoryDocument68 pagesFlowmaster TheoryCarolina Oliveira Monteiro100% (1)
- Production of BioethanolDocument43 pagesProduction of BioethanolAniket Chaki100% (4)
- Saudi Aramco Inspection Checklist: Review of Procedure For Weld Repair (Plant Piping) SAIC-W-2002 15-Dec-09 WeldDocument9 pagesSaudi Aramco Inspection Checklist: Review of Procedure For Weld Repair (Plant Piping) SAIC-W-2002 15-Dec-09 WeldIrshad IqbalNo ratings yet
- Saudi Aramco Inspection Checklist: Review of Procedure For Weld Repair (Plant Piping) SAIC-W-2002 15-Jul-18 WeldDocument1 pageSaudi Aramco Inspection Checklist: Review of Procedure For Weld Repair (Plant Piping) SAIC-W-2002 15-Jul-18 Weldm4metzNo ratings yet
- Saudi Aramco Inspection ChecklistDocument3 pagesSaudi Aramco Inspection ChecklistRijwan MohammadNo ratings yet
- Saic W 2036Document2 pagesSaic W 2036Neelam AhmadNo ratings yet
- Sac Inspection Checklist: SACIC-W-2076 21-Sep-21 Weld Procedure Review: Method Statement & Repair Procedure For API TanksDocument14 pagesSac Inspection Checklist: SACIC-W-2076 21-Sep-21 Weld Procedure Review: Method Statement & Repair Procedure For API Tankshusnain aliNo ratings yet
- Saudi Aramco Inspection Checklist: Inspect Repairs of Weld Overlay & Restored Cladding SAIC-W-2024 24-Mar-16 WeldDocument3 pagesSaudi Aramco Inspection Checklist: Inspect Repairs of Weld Overlay & Restored Cladding SAIC-W-2024 24-Mar-16 WeldRijwan MohammadNo ratings yet
- Saudi Aramco Inspection Checklist: Weld Repair Verification and Inspection (API Tanks) SAIC-W-2091 8-Nov-15 WeldDocument4 pagesSaudi Aramco Inspection Checklist: Weld Repair Verification and Inspection (API Tanks) SAIC-W-2091 8-Nov-15 WeldAbdul Khaleem KhanNo ratings yet
- Saic W 2036Document2 pagesSaic W 2036Basheer VadakkethilNo ratings yet
- Saudi Aramco Inspection Checklist: Selection of Welds For NDE (On-Plot Piping & Structures) SAIC-W-2015 WeldDocument23 pagesSaudi Aramco Inspection Checklist: Selection of Welds For NDE (On-Plot Piping & Structures) SAIC-W-2015 WeldIrshad IqbalNo ratings yet
- Saudi Aramco Inspection Checklist: Pre-Welding Insp - Weld Overlay & Cladding Restoration SAIC-W-2021 24-Mar-16 WeldDocument4 pagesSaudi Aramco Inspection Checklist: Pre-Welding Insp - Weld Overlay & Cladding Restoration SAIC-W-2021 24-Mar-16 WeldRijwan MohammadNo ratings yet
- Saic W 1308Document21 pagesSaic W 1308mathew.genesis.inspNo ratings yet
- Saic-Q-1067 Rev 1 (Final)Document2 pagesSaic-Q-1067 Rev 1 (Final)ryann mananquilNo ratings yet
- Saudi Aramco Inspection ChecklistDocument9 pagesSaudi Aramco Inspection ChecklistMohammad RizwanNo ratings yet
- Saudi Aramco Inspection Checklist: Post Weld Heat Treatment (PWHT) For On-Plot Piping SAIC-W-2004 15-Dec-09 WeldDocument19 pagesSaudi Aramco Inspection Checklist: Post Weld Heat Treatment (PWHT) For On-Plot Piping SAIC-W-2004 15-Dec-09 WeldIrshad IqbalNo ratings yet
- Saudi Aramco Typical Inspection Plan: Welding of API Tanks SATIP-W-017-01 31-Dec-14 MechanicalDocument5 pagesSaudi Aramco Typical Inspection Plan: Welding of API Tanks SATIP-W-017-01 31-Dec-14 MechanicalpravinNo ratings yet
- Saudi Aramco Inspection ChecklistDocument4 pagesSaudi Aramco Inspection ChecklistRijwan MohammadNo ratings yet
- Saudi Aramco Inspection ChecklistDocument19 pagesSaudi Aramco Inspection ChecklistIrshad IqbalNo ratings yet
- 1 SATIP-W-016-01 Welding of S C R M & Duplex SS - Rev 1Document4 pages1 SATIP-W-016-01 Welding of S C R M & Duplex SS - Rev 1JithuJohnNo ratings yet
- SAIC-L-2092 Rev 7Document12 pagesSAIC-L-2092 Rev 7Jaseel KanhirathingalNo ratings yet
- Saudi Aramco Inspection Checklist: SAIC-W-2022 24-Mar-16 Weld-In-Process Welding Insp - Weld Overlay & Cladding RestDocument4 pagesSaudi Aramco Inspection Checklist: SAIC-W-2022 24-Mar-16 Weld-In-Process Welding Insp - Weld Overlay & Cladding RestRijwan MohammadNo ratings yet
- Saudi Aramco Inspection ChecklistDocument9 pagesSaudi Aramco Inspection ChecklistMainuddin AliNo ratings yet
- Installation of Main Steel Structure/ Platform & Steam SilencerDocument4 pagesInstallation of Main Steel Structure/ Platform & Steam SilencerzhangNo ratings yet
- Saudi Aramco Inspection Checklist: Pre-Welding Inspection (Shop & Field) of Plant Piping SAIC-W-2005 15-Dec-09 WeldDocument32 pagesSaudi Aramco Inspection Checklist: Pre-Welding Inspection (Shop & Field) of Plant Piping SAIC-W-2005 15-Dec-09 WeldIrshad Iqbal100% (2)
- Saic L 2139Document9 pagesSaic L 2139Kumar RNo ratings yet
- Saudi Aramco Inspection ChecklistDocument2 pagesSaudi Aramco Inspection Checklistm4metzNo ratings yet
- 1 SATIP-W-017-01 Welding of API Tanks-Rev 1Document4 pages1 SATIP-W-017-01 Welding of API Tanks-Rev 1khalid764No ratings yet
- Saudi Aramco Inspection Checklist: Receiving Inspection of Welding Consumables SAIC-W-2010 15-Jul-18 WeldDocument2 pagesSaudi Aramco Inspection Checklist: Receiving Inspection of Welding Consumables SAIC-W-2010 15-Jul-18 Weldm4metz100% (1)
- 26 Saic A 2009Document5 pages26 Saic A 2009Naveed ShahNo ratings yet
- SAIC-H-2014 Rev 7Document3 pagesSAIC-H-2014 Rev 7mohammed siddiqNo ratings yet
- Saudi Aramco Inspection Checklist: Final Welding Insp - Weld Overlay & Cladding Rest. SAIC-W-2023 24-Mar-16 WeldDocument3 pagesSaudi Aramco Inspection Checklist: Final Welding Insp - Weld Overlay & Cladding Rest. SAIC-W-2023 24-Mar-16 WeldRijwan MohammadNo ratings yet
- SAIC-W-C013-Inprocess Welding Inspection - Offshore StructuresDocument4 pagesSAIC-W-C013-Inprocess Welding Inspection - Offshore StructuresVinu MadhavanNo ratings yet
- Saudi Aramco Inspection Checklist: Final Inspection of Intumescent Fireproofing Application SAIC-B-2010 30-Apr-13 MechDocument2 pagesSaudi Aramco Inspection Checklist: Final Inspection of Intumescent Fireproofing Application SAIC-B-2010 30-Apr-13 Mechpookkoya thangalNo ratings yet
- SAIC-W-2086 In-Process Welding Inspection PDFDocument5 pagesSAIC-W-2086 In-Process Welding Inspection PDFkarioke mohaNo ratings yet
- Saudi Aramco Inspection Checklist: In-Process Welding Inspection (API Tanks) SAIC-W-2086 31-Aug-11 WeldDocument3 pagesSaudi Aramco Inspection Checklist: In-Process Welding Inspection (API Tanks) SAIC-W-2086 31-Aug-11 WeldAnonymous 4e7GNjzGWNo ratings yet
- Saudi Aramco Inspection ChecklistDocument3 pagesSaudi Aramco Inspection ChecklistJoni Carino Suni100% (1)
- SAIC-W-2032 Rev 8Document6 pagesSAIC-W-2032 Rev 8saravananmenmathiNo ratings yet
- SAIC N 2034 InspofRepairstoExtErosResistRefractInst EL RevDocument3 pagesSAIC N 2034 InspofRepairstoExtErosResistRefractInst EL RevAnonymous S9qBDVkyNo ratings yet
- Saudi Aramco Inspection Checklist: Post-Application Insp of Intumescent Fireproofing Mat'l SAIC-B-2008 30-Apr-13 MechDocument2 pagesSaudi Aramco Inspection Checklist: Post-Application Insp of Intumescent Fireproofing Mat'l SAIC-B-2008 30-Apr-13 Mechpookkoya thangalNo ratings yet
- Saic L 2002Document13 pagesSaic L 2002chidambaramNo ratings yet
- Saic D 2025Document12 pagesSaic D 2025Md ShariqueNo ratings yet
- Saudi Aramco Inspection ChecklistDocument2 pagesSaudi Aramco Inspection ChecklistJoni Carino SuniNo ratings yet
- 2019 - Saep-1160Document24 pages2019 - Saep-1160smdriyazbashaNo ratings yet
- Saudi Aramco Inspection Checklist: Review WPS & Process Control Procedure (Plant Piping) SAIC-W-2001 15-Dec-09 WeldDocument27 pagesSaudi Aramco Inspection Checklist: Review WPS & Process Control Procedure (Plant Piping) SAIC-W-2001 15-Dec-09 WeldIrshad IqbalNo ratings yet
- SAIC-W-2015 Select Welds For NDE (On-Plot)Document3 pagesSAIC-W-2015 Select Welds For NDE (On-Plot)KirubhakarPooranamNo ratings yet
- Saic N 2029Document6 pagesSaic N 2029aamirapi100% (1)
- Saic H 2060Document11 pagesSaic H 2060jerinNo ratings yet
- Saudi Aramco Inspection ChecklistDocument3 pagesSaudi Aramco Inspection ChecklistManoj KumarNo ratings yet
- Saudi Aramco Inspection ChecklistDocument13 pagesSaudi Aramco Inspection ChecklistRijwan MohammadNo ratings yet
- Saudi Aramco Inspection ChecklistDocument4 pagesSaudi Aramco Inspection Checklistaamirapi100% (2)
- Saudi Aramco Inspection ChecklistDocument4 pagesSaudi Aramco Inspection ChecklistMainuddin AliNo ratings yet
- Saudi Aramco Inspection Checklist: Buttering And/or Weld Build-Up - Pipelines SAIC-W-2047 31-Dec-14 WeldDocument2 pagesSaudi Aramco Inspection Checklist: Buttering And/or Weld Build-Up - Pipelines SAIC-W-2047 31-Dec-14 WeldpravinNo ratings yet
- ALM-IMS-PRC-SI-014 WELDING REPAIR PROCEDURE - Complete FDocument4 pagesALM-IMS-PRC-SI-014 WELDING REPAIR PROCEDURE - Complete F123netflix542No ratings yet
- Saudi Aramco Inspection Checklist: Review WPS & Process Control Procedure (Plant Piping) SAIC-W-2001 15-Jul-18 WeldDocument2 pagesSaudi Aramco Inspection Checklist: Review WPS & Process Control Procedure (Plant Piping) SAIC-W-2001 15-Jul-18 Weldm4metzNo ratings yet
- SAIC-L-2038 Rev 7 - Final Inspection For Release of Fabricated PipinDocument2 pagesSAIC-L-2038 Rev 7 - Final Inspection For Release of Fabricated PipinLipika GayenNo ratings yet
- Optimization and Business Improvement Studies in Upstream Oil and Gas IndustryFrom EverandOptimization and Business Improvement Studies in Upstream Oil and Gas IndustryNo ratings yet
- Wiley Practitioner's Guide to GAAS 2017: Covering all SASs, SSAEs, SSARSs, and InterpretationsFrom EverandWiley Practitioner's Guide to GAAS 2017: Covering all SASs, SSAEs, SSARSs, and InterpretationsNo ratings yet
- Miscellaneous: Closure Cap For Trunnion: Pipe Standard SupportsDocument2 pagesMiscellaneous: Closure Cap For Trunnion: Pipe Standard SupportsMainuddin AliNo ratings yet
- Miscellaneous: Trunnion Connection On 45 Elbow: Pipe Standard SupportsDocument3 pagesMiscellaneous: Trunnion Connection On 45 Elbow: Pipe Standard SupportsMainuddin AliNo ratings yet
- Saudi Aramco Inspection ChecklistDocument9 pagesSaudi Aramco Inspection ChecklistMainuddin AliNo ratings yet
- UntitledDocument2 pagesUntitledMainuddin AliNo ratings yet
- Saudi Aramco Inspection ChecklistDocument4 pagesSaudi Aramco Inspection ChecklistMainuddin AliNo ratings yet
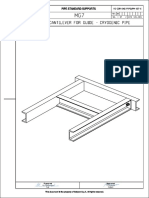
- Miscellaneous: Cantilever For Guide - Cryogenic PipeDocument2 pagesMiscellaneous: Cantilever For Guide - Cryogenic PipeMainuddin AliNo ratings yet
- Mescellaneous: Hold Down Frame: Pipe Standard SupportsDocument3 pagesMescellaneous: Hold Down Frame: Pipe Standard SupportsMainuddin AliNo ratings yet
- Hold Down Guide On Saddle For Pipes " - 68" NPS: Pipe Standard SupportsDocument3 pagesHold Down Guide On Saddle For Pipes " - 68" NPS: Pipe Standard SupportsMainuddin AliNo ratings yet
- Miscellaneous: Clamped Saddle For Double Guide: Pipe Standard SupportsDocument3 pagesMiscellaneous: Clamped Saddle For Double Guide: Pipe Standard SupportsMainuddin AliNo ratings yet
- Welding Foreman 8 OctoberDocument5 pagesWelding Foreman 8 OctoberMainuddin AliNo ratings yet
- Curriculum Vitae: PositionDocument3 pagesCurriculum Vitae: PositionMainuddin AliNo ratings yet
- Axial Stop For Base Support On Steel Structure 2" - 68" NPS: Pipe Standard SupportsDocument2 pagesAxial Stop For Base Support On Steel Structure 2" - 68" NPS: Pipe Standard SupportsMainuddin AliNo ratings yet
- One Direction Guide For Vertical Cryogenic Pipes 2" - 24" NpsDocument3 pagesOne Direction Guide For Vertical Cryogenic Pipes 2" - 24" NpsMainuddin AliNo ratings yet
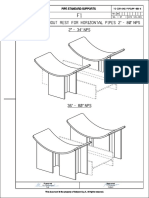
- Base Support For Horizontal Cryogenic Pipes 2" - 68" NPS: Pipe Standard SupportsDocument2 pagesBase Support For Horizontal Cryogenic Pipes 2" - 68" NPS: Pipe Standard SupportsMainuddin AliNo ratings yet
- Axial Stop Without Rest For Horizontal Pipes 2" - 80" NPS: Pipe Standard SupportsDocument4 pagesAxial Stop Without Rest For Horizontal Pipes 2" - 80" NPS: Pipe Standard SupportsMainuddin AliNo ratings yet
- Guide For Horizontal Cryogenic Pipes 14" - 80" NPS: Pipe Standard SupportsDocument3 pagesGuide For Horizontal Cryogenic Pipes 14" - 80" NPS: Pipe Standard SupportsMainuddin AliNo ratings yet
- Guide For Horizontal Cryogenic Pipes 14" - 80" NPS: Pipe Standard SupportsDocument3 pagesGuide For Horizontal Cryogenic Pipes 14" - 80" NPS: Pipe Standard SupportsMainuddin AliNo ratings yet
- Axial Stop For Horizontal Cryogenic Pipes 2" - 80" NPS: Pipe Standard SupportsDocument3 pagesAxial Stop For Horizontal Cryogenic Pipes 2" - 80" NPS: Pipe Standard SupportsMainuddin Ali100% (1)
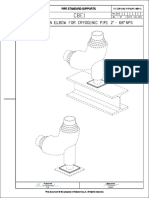
- Base Support On Elbow For Cryogenic Pipe 2" - 68" NpsDocument2 pagesBase Support On Elbow For Cryogenic Pipe 2" - 68" NpsMainuddin AliNo ratings yet
- Support On Funnel For Pipes " - 4" NPS: Pipe Standard SupportsDocument2 pagesSupport On Funnel For Pipes " - 4" NPS: Pipe Standard SupportsMainuddin Ali100% (1)
- Base Support On Elbow 2" - 68" NPS: Pipe Standard SupportsDocument2 pagesBase Support On Elbow 2" - 68" NPS: Pipe Standard SupportsMainuddin AliNo ratings yet
- Clamped Adjustable Base Support For Horizontal Pipes 2" - 30" NpsDocument2 pagesClamped Adjustable Base Support For Horizontal Pipes 2" - 30" NpsMainuddin AliNo ratings yet
- Clamped Base Support For Horizontal Pipes 2" - 48" NPS: Pipe Standard SupportsDocument2 pagesClamped Base Support For Horizontal Pipes 2" - 48" NPS: Pipe Standard SupportsMainuddin AliNo ratings yet
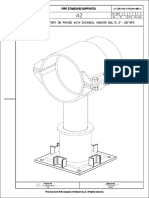
- Anchor For Base Support On Steel Structure 2" - 68" NPS: Pipe Standard SupportsDocument2 pagesAnchor For Base Support On Steel Structure 2" - 68" NPS: Pipe Standard SupportsMainuddin Ali100% (1)
- Pipe Standard Supports: TS-COR-ENG-PIPSUPA-004-EDocument2 pagesPipe Standard Supports: TS-COR-ENG-PIPSUPA-004-EMainuddin AliNo ratings yet
- Adjustable Base Support For Horizontal Pipes 2" - 30" NPS: Pipe Standard SupportsDocument2 pagesAdjustable Base Support For Horizontal Pipes 2" - 30" NPS: Pipe Standard SupportsMainuddin AliNo ratings yet
- Base Support For Horizontal Pipes 2" - 68" NPS: Pipe Standard SupportsDocument2 pagesBase Support For Horizontal Pipes 2" - 68" NPS: Pipe Standard SupportsMainuddin AliNo ratings yet
- Pipe Standard Supports: TS-COR-ENG-PIPSUPA-002-EDocument2 pagesPipe Standard Supports: TS-COR-ENG-PIPSUPA-002-EMainuddin AliNo ratings yet
- PT WBK 777e Kdp00831 Wht019 Smu 5217 Seal Yoke LeakDocument1 pagePT WBK 777e Kdp00831 Wht019 Smu 5217 Seal Yoke LeakNasirKodratNo ratings yet
- ANTARA Mobile Phone Portal (Angl. Qzyk)Document27 pagesANTARA Mobile Phone Portal (Angl. Qzyk)Shekina_YanaNo ratings yet
- Adopted Nymtc Ffy 2020-2024 TipDocument349 pagesAdopted Nymtc Ffy 2020-2024 TipShu YUNo ratings yet
- Dec Hanu Tht2 Writing Week 4 - Effect ParagraphDocument11 pagesDec Hanu Tht2 Writing Week 4 - Effect ParagraphHồng BắcNo ratings yet
- Classify DEsDocument5 pagesClassify DEsfree_progNo ratings yet
- Aerodynamics of A ParagliderDocument3 pagesAerodynamics of A Paraglider18th Attack SquadronNo ratings yet
- K85001-0560 - Reflective Beam DetectorDocument4 pagesK85001-0560 - Reflective Beam DetectorDauXuan HuynhNo ratings yet
- Digital LA30W Parts CatalogDocument46 pagesDigital LA30W Parts CatalogΓιάννης ΜελετήςNo ratings yet
- Week 1 - Assessment #1Document2 pagesWeek 1 - Assessment #1elaineNo ratings yet
- Chica Island: Beach ParkDocument24 pagesChica Island: Beach ParkJaidee AquinoNo ratings yet
- RMP v065 p0413Document93 pagesRMP v065 p0413buddy72No ratings yet
- Business Plan Beekeeper SchoolDocument32 pagesBusiness Plan Beekeeper SchoolChak John100% (1)
- The Three Types of Rocks!: Learning ObjectivesDocument2 pagesThe Three Types of Rocks!: Learning ObjectivesJekim Novo LumbaNo ratings yet
- African Philosophy of ReincarnationDocument6 pagesAfrican Philosophy of ReincarnationJasmine TierraNo ratings yet
- MUTRFC2010 Full Version ProceedingDocument535 pagesMUTRFC2010 Full Version ProceedingzakwanramliNo ratings yet
- Tenses-Grammar ExercisesDocument3 pagesTenses-Grammar ExercisesUla MisiekNo ratings yet
- Material Hoist - Spare Parts ManualDocument42 pagesMaterial Hoist - Spare Parts ManualRajesh PanchalNo ratings yet
- Engineering Design Guideline - Boilers Rev 1.1 WebDocument20 pagesEngineering Design Guideline - Boilers Rev 1.1 Webcaod1712No ratings yet
- Crane HI-4EDocument8 pagesCrane HI-4EseowshengNo ratings yet
- Will and Going To WSDocument3 pagesWill and Going To WSKatia Belen CARDENAS ROJASNo ratings yet
- Apologetics, Kreeft Chapter 11: Life After DeathDocument46 pagesApologetics, Kreeft Chapter 11: Life After DeathrichardNo ratings yet
- IC10 2011 3SB3 22mmDocument116 pagesIC10 2011 3SB3 22mmbajricaNo ratings yet
- 7.9.1 Properties of Continuous FunctionsDocument9 pages7.9.1 Properties of Continuous FunctionsMohamad HaziqNo ratings yet
- Connections and SchemaDocument7 pagesConnections and SchemaKukuh WidodoNo ratings yet
- RRL DamsDocument7 pagesRRL DamsJamesNo ratings yet
- Work Tool Attachments: Product LineDocument24 pagesWork Tool Attachments: Product LineSzilárd SNo ratings yet
- Apspdcl HT BillDocument2 pagesApspdcl HT BilltallurikesavadasNo ratings yet