Download as pdf or txt
You might also like
- Quality Assurance Plan: High Frequency Electric Resistance Welded PipeDocument15 pagesQuality Assurance Plan: High Frequency Electric Resistance Welded PipeSachin KumarNo ratings yet
- TET-DG-5001 - Basic Design Criteria v1.1Document190 pagesTET-DG-5001 - Basic Design Criteria v1.1Gajendra HoleNo ratings yet
- Application For Election - Transfer To The Class of Graduate Member (Form 1 - G)Document19 pagesApplication For Election - Transfer To The Class of Graduate Member (Form 1 - G)Tim ChongNo ratings yet
- Hpe 2010 en PDFDocument102 pagesHpe 2010 en PDFdineshdubeyNo ratings yet
- Folding Guide PosterDocument1 pageFolding Guide PosterArmentano MirellaNo ratings yet
- Hiring List FGDocument6 pagesHiring List FGFaisal Aziz Malghani100% (1)
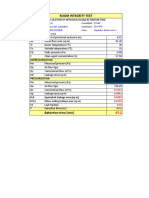
- Retention Time For N2 System - Room Integrity-2Document2 pagesRetention Time For N2 System - Room Integrity-2anwerquadriNo ratings yet
- Piping Material Spec C19032-PP-GEN-SPE-101 - 0 - AFCDocument96 pagesPiping Material Spec C19032-PP-GEN-SPE-101 - 0 - AFCZed WangNo ratings yet
- 1.vol IBId Doc MKU Vol-I Final Print StampDocument214 pages1.vol IBId Doc MKU Vol-I Final Print StampHikmat AyerNo ratings yet
- Bechtel Corporation Engineering - Control Systems Engineering Design Guide Control Valves 3DG-J51-00001, Revision 002, 2002 August 5Document40 pagesBechtel Corporation Engineering - Control Systems Engineering Design Guide Control Valves 3DG-J51-00001, Revision 002, 2002 August 5Alvis JeffreyNo ratings yet
- PRE-QUALIFICATION - Pavers - Aalco GroupDocument75 pagesPRE-QUALIFICATION - Pavers - Aalco GroupJason RazatlabNo ratings yet
- Upvc Pipes and FittingsDocument40 pagesUpvc Pipes and Fittingshammad21No ratings yet
- SECTION 15105 Pipes and Tubes Rev 0Document60 pagesSECTION 15105 Pipes and Tubes Rev 0Munir RasheedNo ratings yet
- Is 8360 - 3Document8 pagesIs 8360 - 3Sunil Devdutt ThakoreNo ratings yet
- Iso 16631-2016Document56 pagesIso 16631-2016Ingedemy EducacionNo ratings yet
- Sprinkler Piping System: 1.0 ScopeDocument27 pagesSprinkler Piping System: 1.0 ScopeyoussryNo ratings yet
- Is 12592 2002Document20 pagesIs 12592 2002Ratnam SkNo ratings yet
- W C Ss 011 (Water Dranage)Document14 pagesW C Ss 011 (Water Dranage)zfrlNo ratings yet
- 2015 Foster HVAC Selection GuideDocument2 pages2015 Foster HVAC Selection Guidesiva_nagesh_2No ratings yet
- BS 5481Document23 pagesBS 5481Fenner ElectromechanicalNo ratings yet
- Rajesh ResumeDocument4 pagesRajesh ResumekasvikrajNo ratings yet
- TP-WMS-05940-SPC-A4-D1-L-Specification For ValvesDocument34 pagesTP-WMS-05940-SPC-A4-D1-L-Specification For Valvesbmanojkumar16100% (1)
- QC Inspectors Tool Box Meeting ScheduleDocument1 pageQC Inspectors Tool Box Meeting ScheduleadnanNo ratings yet
- W C Ss 007Document25 pagesW C Ss 007Adrianto HermawanNo ratings yet
- KG Plastic Product CatalogueDocument16 pagesKG Plastic Product CatalogueQNBNo ratings yet
- W P Ss 004Document12 pagesW P Ss 004BETLAHORENo ratings yet
- RAPID-P0003-TRSA-CON-ITP-0001-0011 - ITP For Cathodic Protection - R0Document12 pagesRAPID-P0003-TRSA-CON-ITP-0001-0011 - ITP For Cathodic Protection - R0Namta GeorgeNo ratings yet
- Listing of Electrical Codes, Laws, Specifications, Standards, Rules, Etc.Document536 pagesListing of Electrical Codes, Laws, Specifications, Standards, Rules, Etc.VirgilioNo ratings yet
- Butterfly Valve BrochureDocument6 pagesButterfly Valve BrochureRohiNo ratings yet
- PWA Standard DetailsDocument206 pagesPWA Standard DetailsmaninambiramNo ratings yet
- BS EN 12117-1998 - BS 2782-Part 11 Method 1121G-1998 Plastics Piping Systems-Fittings, Valves and AncillariesDocument10 pagesBS EN 12117-1998 - BS 2782-Part 11 Method 1121G-1998 Plastics Piping Systems-Fittings, Valves and AncillariesUthanmalliah NagarajanNo ratings yet
- Astm D3139 (1998)Document3 pagesAstm D3139 (1998)Thomas C. Lane100% (1)
- WSA 03 AnnexuresDocument8 pagesWSA 03 AnnexuresShahabShoaeeNo ratings yet
- NMP Guidelines - WWDocument66 pagesNMP Guidelines - WWOmerNo ratings yet
- WSA 109 - 2011 Flange Gaskets Working SheetDocument1 pageWSA 109 - 2011 Flange Gaskets Working SheetAbit BronjaNo ratings yet
- Indian Standard: Code of Practice For Plastics Pipe Work For Potable Water SuppliesDocument18 pagesIndian Standard: Code of Practice For Plastics Pipe Work For Potable Water SuppliesRosa JoseNo ratings yet
- S1-Shop Drawings (Utilities)Document77 pagesS1-Shop Drawings (Utilities)shoaib badarNo ratings yet
- Calgonpump Catalogue (BSN Shah Alam)Document13 pagesCalgonpump Catalogue (BSN Shah Alam)Zul HafizzNo ratings yet
- TS-05 Codes and StandardsDocument7 pagesTS-05 Codes and StandardsPraveen KumarNo ratings yet
- NCR FormatDocument1 pageNCR FormatutkarshsabberwalNo ratings yet
- Project Report On Threading Drill PipesDocument34 pagesProject Report On Threading Drill PipesVamshi KrishnaNo ratings yet
- 020 15140 - Testing and Disinfection Standard SpecificationDocument11 pages020 15140 - Testing and Disinfection Standard SpecificationbereketNo ratings yet
- Double Headed Hydrant ValveDocument2 pagesDouble Headed Hydrant ValveHarsh KhatriNo ratings yet
- Sample - Pipe Manufacturer Data SheetDocument22 pagesSample - Pipe Manufacturer Data SheetAmal KaNo ratings yet
- PC I Jica WASA G 2014Document37 pagesPC I Jica WASA G 2014KhurramNo ratings yet
- L&T Aquaseal Butterfly Check ValvesDocument24 pagesL&T Aquaseal Butterfly Check ValvesSohail PathanNo ratings yet
- Akg ConduitDocument6 pagesAkg Conduitabhisheksingh4040No ratings yet
- W C Ss 011Document15 pagesW C Ss 011VasatoreNo ratings yet
- Instalaltion, Testing and Commissioning For The Clean Agent Syste..Document15 pagesInstalaltion, Testing and Commissioning For The Clean Agent Syste..Ahmad Omar100% (1)
- Atai Rectangular DuctDocument7 pagesAtai Rectangular DuctSimpol MathNo ratings yet
- Volume-IIIC Functional GuaranteeDocument54 pagesVolume-IIIC Functional GuaranteeVikas DwivediNo ratings yet
- Saddle Build-Up Lamination & Nozzle Fixation Method Statement (5222)Document13 pagesSaddle Build-Up Lamination & Nozzle Fixation Method Statement (5222)ABAID ULLAHNo ratings yet
- 1858Document3 pages1858Faisal MohammedNo ratings yet
- S Civ Drain - 00Document12 pagesS Civ Drain - 00HARINo ratings yet
- Water Regulations 1999 Summary PDFDocument3 pagesWater Regulations 1999 Summary PDFAboaliNo ratings yet
- Authentic Article - Trays-LV&HVDocument31 pagesAuthentic Article - Trays-LV&HVAbraham JyothimonNo ratings yet
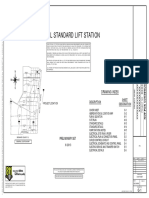
- Wws Typical Standard Lift StationDocument13 pagesWws Typical Standard Lift StationkingdbmNo ratings yet
- Din 30672Document6 pagesDin 30672Danijela100% (1)
- Nema TC-8Document17 pagesNema TC-8israrNo ratings yet
- General Piping Design: Document No. Rev.: A BMR-PIP-DBS-ST-0001 Page 1 of 20Document20 pagesGeneral Piping Design: Document No. Rev.: A BMR-PIP-DBS-ST-0001 Page 1 of 20Agus SupriadiNo ratings yet
- Specification For Piping MaterialDocument9 pagesSpecification For Piping MaterialAgus SupriadiNo ratings yet
- Specification For Piping Thermal InsulationDocument14 pagesSpecification For Piping Thermal InsulationAgus SupriadiNo ratings yet
- Globe Rev. A SHT 2Document1 pageGlobe Rev. A SHT 2Agus SupriadiNo ratings yet
- Soil StiffnessDocument1 pageSoil StiffnessAgus SupriadiNo ratings yet
- Specification For Piping Thermal InsulationDocument14 pagesSpecification For Piping Thermal InsulationAgus SupriadiNo ratings yet
- Globe Rev. A SHT 1Document1 pageGlobe Rev. A SHT 1Agus SupriadiNo ratings yet
- BMR-PIP-DTS-ST-0001 DATA SHEET FOR VALVE Rev. ADocument6 pagesBMR-PIP-DTS-ST-0001 DATA SHEET FOR VALVE Rev. AAgus SupriadiNo ratings yet
- BMR-PIP-DTS-ST-0001 DATA SHEET FOR VALVE Rev. ADocument19 pagesBMR-PIP-DTS-ST-0001 DATA SHEET FOR VALVE Rev. AAgus SupriadiNo ratings yet
- BMR-PIP-DTS-ST-0001 DATA SHEET FOR VALVE Rev. A CoverDocument5 pagesBMR-PIP-DTS-ST-0001 DATA SHEET FOR VALVE Rev. A CoverAgus SupriadiNo ratings yet
- General Piping Design: Document No. Rev.: A BMR-PIP-DBS-ST-0001 Page 1 of 20Document20 pagesGeneral Piping Design: Document No. Rev.: A BMR-PIP-DBS-ST-0001 Page 1 of 20Agus SupriadiNo ratings yet
- Specification For Piping MaterialDocument9 pagesSpecification For Piping MaterialAgus SupriadiNo ratings yet
- 802-CBN-00-PR-CE-LIFTING PROCEDURE-049-B of Civil Construction and Infrastructure Works, Stage 2Document12 pages802-CBN-00-PR-CE-LIFTING PROCEDURE-049-B of Civil Construction and Infrastructure Works, Stage 2Agus SupriadiNo ratings yet
- UntitledDocument3 pagesUntitledAgus SupriadiNo ratings yet
- 802-CBN-00-PR-CE-LIFTING PROCEDURE-049-A of Civil Construction and Infrastructure Works, Stage 2Document11 pages802-CBN-00-PR-CE-LIFTING PROCEDURE-049-A of Civil Construction and Infrastructure Works, Stage 2Agus SupriadiNo ratings yet
- Attachment 1 Pipe Bend ModellingDocument1 pageAttachment 1 Pipe Bend ModellingAgus SupriadiNo ratings yet
- Load Hot TapDocument1 pageLoad Hot TapAgus SupriadiNo ratings yet
- Estimasi Harga Material Perpipaan Nike Project No Quantity Size (Inch)Document4 pagesEstimasi Harga Material Perpipaan Nike Project No Quantity Size (Inch)Agus SupriadiNo ratings yet
- Exh B2Document163 pagesExh B2Agus SupriadiNo ratings yet
- Branch Wall Thickness Calculation For Split TEE: Gas Pipeline Gresik - SemarangDocument6 pagesBranch Wall Thickness Calculation For Split TEE: Gas Pipeline Gresik - SemarangAgus SupriadiNo ratings yet
- 6-HG-1000-G (Sheet 1 - 11)Document11 pages6-HG-1000-G (Sheet 1 - 11)Agus SupriadiNo ratings yet
- GRSM 00 Cons PL 015 Rev.2 Pipeline Tie in ProcedureDocument7 pagesGRSM 00 Cons PL 015 Rev.2 Pipeline Tie in ProcedureAgus SupriadiNo ratings yet
- Contractor'S Reply To Company'S Comments: (Ref. No.) SubjectDocument1 pageContractor'S Reply To Company'S Comments: (Ref. No.) SubjectAgus SupriadiNo ratings yet
- ISO 9001 Auditing Practices Group Guidance On:: The Need For A 2 Stage Approach To AuditingDocument2 pagesISO 9001 Auditing Practices Group Guidance On:: The Need For A 2 Stage Approach To AuditingAgus SupriadiNo ratings yet
- Sarulla Geotermal Power ProjectDocument1 pageSarulla Geotermal Power ProjectAgus SupriadiNo ratings yet
- Branch Wall Thickness Calculation For Split TEE: Gas Pipeline Gresik - SemarangDocument6 pagesBranch Wall Thickness Calculation For Split TEE: Gas Pipeline Gresik - SemarangAgus SupriadiNo ratings yet
- 2021 May Intake Advert Revised 4Document2 pages2021 May Intake Advert Revised 4douglas0% (1)
- Explicit Frequency Equation and Mode Shapes of A Cantilever Beam Coupled in Bending and Torsion PDFDocument15 pagesExplicit Frequency Equation and Mode Shapes of A Cantilever Beam Coupled in Bending and Torsion PDFHossam T BadranNo ratings yet
- TANCET Basic Engineering Maths 2013Document9 pagesTANCET Basic Engineering Maths 2013G. RajeshNo ratings yet
- Vessel Team Vessel Name Update Status WM SulawesiDocument6 pagesVessel Team Vessel Name Update Status WM SulawesiKomang DeliNo ratings yet
- Ecc-559 Neutralizing AmineDocument5 pagesEcc-559 Neutralizing AmineU.s. Ezhil ArivudainambiNo ratings yet
- L136T/Tl Marine EngineDocument2 pagesL136T/Tl Marine EngineAhmet GelişliNo ratings yet
- Bearing Capacity & Mobilisasi Unit PC3400 & HD1500 JB FixsDocument51 pagesBearing Capacity & Mobilisasi Unit PC3400 & HD1500 JB FixsLaundry ShicleanNo ratings yet
- Proman Infrastructure Services Pvt. LTDDocument9 pagesProman Infrastructure Services Pvt. LTDsatgNo ratings yet
- BIAS Amp Product ChartDocument4 pagesBIAS Amp Product ChartMarco ZamoranoNo ratings yet
- Doka System PDFDocument116 pagesDoka System PDFAhmed MandorNo ratings yet
- RC Beam Design Using MCDXDocument20 pagesRC Beam Design Using MCDXChanthy RathedNo ratings yet
- JINKO Mono PERC 390W-395W-400W-405W-410W - 24VDocument2 pagesJINKO Mono PERC 390W-395W-400W-405W-410W - 24VJose CaceresNo ratings yet
- 32 Samss 011Document27 pages32 Samss 011naruto256No ratings yet
- Design Planning Records Center of The Future 2004-10Document29 pagesDesign Planning Records Center of The Future 2004-10Talam KeladiNo ratings yet
- Introducing The Qest Broker: Scaling The Iot by Bridging MQTT and RestDocument6 pagesIntroducing The Qest Broker: Scaling The Iot by Bridging MQTT and RestM. A. BNo ratings yet
- Module 4 - Speed of SoundDocument16 pagesModule 4 - Speed of SoundLaiza GranaNo ratings yet
- Glossary: Final Draft June 2014 - Not To Be Used For Design PurposeDocument55 pagesGlossary: Final Draft June 2014 - Not To Be Used For Design PurposeVJ QatarNo ratings yet
- Z-Functional Programming in HaskellDocument26 pagesZ-Functional Programming in HaskellSurangma ParasharNo ratings yet
- Emergency Lighting Specification Zoneworks XT L10 V1.1Document5 pagesEmergency Lighting Specification Zoneworks XT L10 V1.1Navneet SinghNo ratings yet
- Mechanical Operations (CHE-205) (Makeup) (EngineeringDuniya - Com)Document3 pagesMechanical Operations (CHE-205) (Makeup) (EngineeringDuniya - Com)Cester Avila Ducusin100% (1)
- Sizing of PV SystemDocument6 pagesSizing of PV Systemmanu_ram1No ratings yet
- CL 6 NSTSE-2021-Paper 464Document18 pagesCL 6 NSTSE-2021-Paper 464PrajNo ratings yet
- All Commands in MS DosDocument42 pagesAll Commands in MS DosgodkeshavNo ratings yet
- 2D CFD Transient Analysis of Darrieus H Type Vertical Axis Wind TurbineDocument43 pages2D CFD Transient Analysis of Darrieus H Type Vertical Axis Wind TurbinekaushikNo ratings yet
- Datasheet LG-ICR18650D1 PDFDocument9 pagesDatasheet LG-ICR18650D1 PDFPedro Militao CoboNo ratings yet
- Jurnal 2001 - Textural Analysis of FatReduced Vanilla-AIMEDocument10 pagesJurnal 2001 - Textural Analysis of FatReduced Vanilla-AIMEMuhamad RizalNo ratings yet
- ZL300 Main Contact Kit: Product-DetailsDocument3 pagesZL300 Main Contact Kit: Product-DetailsMahyar MashayekhiNo ratings yet
- Data Base Management System LabDocument21 pagesData Base Management System LabUsmanyusufNo ratings yet