Download as docx, pdf, or txt
You might also like
- Design Guide For Forging SDocument19 pagesDesign Guide For Forging Schidambaram kasiNo ratings yet
- A Survey of Metal Forming Process TechnologyDocument30 pagesA Survey of Metal Forming Process Technologyharikg21No ratings yet
- DOERING Produktinfo Cylpebs EnglischDocument4 pagesDOERING Produktinfo Cylpebs EnglischrecaiNo ratings yet
- Rieter Varioline Brochure 2303 v6 89663 en PDFDocument64 pagesRieter Varioline Brochure 2303 v6 89663 en PDFRazvanMihaiNo ratings yet
- Critical Assessment of Green Sand Moulding ProcessesDocument9 pagesCritical Assessment of Green Sand Moulding ProcessesroshniNo ratings yet
- Process Simulation and Quality Evaluation of Incremental Sheet FormingDocument13 pagesProcess Simulation and Quality Evaluation of Incremental Sheet FormingNigus TeklehaymanotNo ratings yet
- Development of New Hydroforming MethodsDocument8 pagesDevelopment of New Hydroforming MethodsAli Tavakoli NiaNo ratings yet
- Mce516 Lecture Note 1Document98 pagesMce516 Lecture Note 1Edward JNo ratings yet
- Sheet Metal Forming Processes With Incremental ApproachDocument14 pagesSheet Metal Forming Processes With Incremental Approachstranger3333No ratings yet
- Description of Machining Process: Figure 1 - Face Milling ProcessDocument7 pagesDescription of Machining Process: Figure 1 - Face Milling ProcessAmirul SyakirNo ratings yet
- 3D Printed Prototyping Tools For Flexible Sheet Metal DrawingDocument15 pages3D Printed Prototyping Tools For Flexible Sheet Metal DrawingMina AdelNo ratings yet
- A Study Into Cold Rotary Forming of Precisison Metal ComponentsDocument6 pagesA Study Into Cold Rotary Forming of Precisison Metal ComponentsTayfun TezanlarNo ratings yet
- Cement Vertical Mill Vs Ball MillDocument17 pagesCement Vertical Mill Vs Ball Millanrulo50% (2)
- DFM Application To Sheet-Metal WorkingDocument21 pagesDFM Application To Sheet-Metal Workingsmartcad60No ratings yet
- Dry Rotary Swaging With Structured and Coated Tools: Articles You May Be Interested inDocument7 pagesDry Rotary Swaging With Structured and Coated Tools: Articles You May Be Interested inehtisham khanNo ratings yet
- MEE 332 6 ForgingDocument50 pagesMEE 332 6 ForgingAhmed AbdulrhmanNo ratings yet
- Review of Rubber Based Sheet Hydro-Forming ProcessesDocument5 pagesReview of Rubber Based Sheet Hydro-Forming ProcesseslachhelNo ratings yet
- Advantages of ForgingDocument20 pagesAdvantages of ForgingPramod DhaigudeNo ratings yet
- Manufacturing Process Btech MG University QP SolvedDocument24 pagesManufacturing Process Btech MG University QP SolvedAnonymous f1UCK4100% (2)
- 2560 PDFDocument21 pages2560 PDFsachinNo ratings yet
- Flow Forming of Tubes A Review PDFDocument11 pagesFlow Forming of Tubes A Review PDFKaustubh Joshi100% (1)
- Improved Inverse Design Method For Thin-Wall Hollow Profiled Polymer Extrusion Die Based On FEM-CFD SimulationsDocument11 pagesImproved Inverse Design Method For Thin-Wall Hollow Profiled Polymer Extrusion Die Based On FEM-CFD SimulationsARSALAN AHMADNo ratings yet
- Metal SpinningDocument4 pagesMetal SpinningfranklynNo ratings yet
- Deep Drawing: Process DefinitionDocument14 pagesDeep Drawing: Process DefinitionVivek ThakkarNo ratings yet
- 09 Mbenisa PDFDocument7 pages09 Mbenisa PDFNhan LeNo ratings yet
- Chapter 2 Literature ReviewDocument19 pagesChapter 2 Literature Reviewmohamad ma'rufNo ratings yet
- Viability Study of Production of Enclosed Impellers For Centrifugal Pumps by Investment Casting ProcessDocument8 pagesViability Study of Production of Enclosed Impellers For Centrifugal Pumps by Investment Casting ProcessAjeeth KumarNo ratings yet
- A Comparative Analysis of Ceramic and Cemented Carbide End Mills (Sharp and Rounded)Document10 pagesA Comparative Analysis of Ceramic and Cemented Carbide End Mills (Sharp and Rounded)Jo marNo ratings yet
- Swaging Process Swaging Process: Homework #2 Authored By: MASA FUADDocument11 pagesSwaging Process Swaging Process: Homework #2 Authored By: MASA FUADMasa FuadNo ratings yet
- IndustrialDocument11 pagesIndustrialmaherNo ratings yet
- Highest Quality Marine Engine CastingsDocument4 pagesHighest Quality Marine Engine CastingsAbbas LkNo ratings yet
- A N A F I C F U D A F F M: Ovel Pproach For Inishing Nternal Omplex Eatures Sing Eveloped Brasive LOW Inishing AchineDocument8 pagesA N A F I C F U D A F F M: Ovel Pproach For Inishing Nternal Omplex Eatures Sing Eveloped Brasive LOW Inishing AchinePramendra7No ratings yet
- Comparision of Manufacturing of Lightweight Corugated Sheet Sandwiches by Hydroforming and Incremental Sheet FormingDocument7 pagesComparision of Manufacturing of Lightweight Corugated Sheet Sandwiches by Hydroforming and Incremental Sheet FormingGaneah laxmanNo ratings yet
- Shahreza Agung AlfatihDocument4 pagesShahreza Agung AlfatihShahreza agungNo ratings yet
- Influence of Hardening On The Microstructure and The Wear Capacity of Gears Made of Fe1.5Cr0.2Mo Sintered SteelDocument9 pagesInfluence of Hardening On The Microstructure and The Wear Capacity of Gears Made of Fe1.5Cr0.2Mo Sintered SteelElior ArielNo ratings yet
- Metals: Multi Draw Radius Die Design For Increases in Limiting Drawing RatioDocument17 pagesMetals: Multi Draw Radius Die Design For Increases in Limiting Drawing RatioAbdulazeem KhanNo ratings yet
- Incremental Sheet Metal Forming On CNC Milling Machine-ToolDocument4 pagesIncremental Sheet Metal Forming On CNC Milling Machine-ToolDionysius WahyoeNo ratings yet
- Tribology International: Christopher FlemingDocument15 pagesTribology International: Christopher FlemingHande ÇetinNo ratings yet
- Industrial Internship ReportDocument37 pagesIndustrial Internship ReportShubham AaskeNo ratings yet
- FEA - Calculation of The Hydroforming Process With LS-DYNADocument8 pagesFEA - Calculation of The Hydroforming Process With LS-DYNAadrianNo ratings yet
- Deep Drawing Simulations of Tailored Blanks and Experimental VerificationDocument12 pagesDeep Drawing Simulations of Tailored Blanks and Experimental VerificationKurniawanNo ratings yet
- Sand Mold Design For AMDocument5 pagesSand Mold Design For AMVivekNo ratings yet
- Optimization of Shrinkage Porosity in Grinding Media Balls by Casting Design Modification and Simulation Technique-IJRASETDocument12 pagesOptimization of Shrinkage Porosity in Grinding Media Balls by Casting Design Modification and Simulation Technique-IJRASETIJRASETPublicationsNo ratings yet
- Powder Met CH 1Document28 pagesPowder Met CH 1thomasvictor2005No ratings yet
- Ref 7Document10 pagesRef 7PRAKASHNo ratings yet
- Design and Analysis of IS513CR2 Using FEADocument34 pagesDesign and Analysis of IS513CR2 Using FEAakhilesh vaibhavNo ratings yet
- Bulk Deformation Processes ForgingDocument23 pagesBulk Deformation Processes ForgingIzi100% (7)
- Engineering Assessment Task 3Document11 pagesEngineering Assessment Task 3nimritNo ratings yet
- Flow Forming of Tubes-A ReviewDocument11 pagesFlow Forming of Tubes-A Reviewdr_kh_ahmedNo ratings yet
- 343 Sample-ChapterDocument14 pages343 Sample-Chaptersuneel kumar rathoreNo ratings yet
- Ijramt 2 4 52Document8 pagesIjramt 2 4 52arjun.recordsNo ratings yet
- Drop ForgingDocument5 pagesDrop ForgingVishnu Attitude CountsNo ratings yet
- Forjado de MaterialesDocument12 pagesForjado de MaterialesMari MatzNo ratings yet
- An Experimental Investigation On Abrasive Jet Machining by Erosion Abrasive GrainDocument3 pagesAn Experimental Investigation On Abrasive Jet Machining by Erosion Abrasive GrainPkNo ratings yet
- Continuous Forming of Height-Variable Profiles by Flexible Roller BeadingDocument15 pagesContinuous Forming of Height-Variable Profiles by Flexible Roller BeadingJhon Jairo Cely CNo ratings yet
- Production Technology of ROPS Cab: Technical PaperDocument8 pagesProduction Technology of ROPS Cab: Technical Paperjose rosasNo ratings yet
- Advanced Processing and Manufacturing Technologies for Nanostructured and Multifunctional Materials IIIFrom EverandAdvanced Processing and Manufacturing Technologies for Nanostructured and Multifunctional Materials IIITatsuki OhjiNo ratings yet
- Ceramic Materials for Energy Applications VIFrom EverandCeramic Materials for Energy Applications VIHua-Tay LinNo ratings yet
- 4JN17ME046 - ManjunathTechnical Seminar Report.Document17 pages4JN17ME046 - ManjunathTechnical Seminar Report.Sumukh raj 4JN19ME073No ratings yet
- UntitledDocument1 pageUntitledSumukh raj 4JN19ME073No ratings yet
- Tech Seminar - 2023 Faculty Allotment, Date&timeDocument6 pagesTech Seminar - 2023 Faculty Allotment, Date&timeSumukh raj 4JN19ME073No ratings yet
- Technical Seminar: Topic: Recent Trend of Welding Technology Development and ApplicationsDocument1 pageTechnical Seminar: Topic: Recent Trend of Welding Technology Development and ApplicationsSumukh raj 4JN19ME073No ratings yet
- Technical Seminar: Topic: Bioplastic Made From Seaweed Polysaccharides With Green Production MethodsDocument1 pageTechnical Seminar: Topic: Bioplastic Made From Seaweed Polysaccharides With Green Production MethodsSumukh raj 4JN19ME073No ratings yet
- Untitled YouDocument1 pageUntitled YouSumukh raj 4JN19ME073No ratings yet
- Untitled YyDocument3 pagesUntitled YySumukh raj 4JN19ME073No ratings yet
- CamScanner 03-06-2023 23.07Document4 pagesCamScanner 03-06-2023 23.07Sumukh raj 4JN19ME073No ratings yet
- PIJ Simp 22 (1) PDFDocument2 pagesPIJ Simp 22 (1) PDFSumukh raj 4JN19ME073No ratings yet
- Universal WE - Product Data SheetDocument2 pagesUniversal WE - Product Data SheetVishal ChudasamaNo ratings yet
- Ballistic Resistance of Novel Amorphous-Alloy-Reinforced Perforated ArmorDocument15 pagesBallistic Resistance of Novel Amorphous-Alloy-Reinforced Perforated ArmoraamirmubNo ratings yet
- RD Sharma Nov2020 Class 12 Maths Solutions Chapter 6Document99 pagesRD Sharma Nov2020 Class 12 Maths Solutions Chapter 6Yasshita GuptaaNo ratings yet
- EST I - Math - May 2021Document13 pagesEST I - Math - May 2021hazembassiony968No ratings yet
- Not The Latest Sample: Mobile EquipmentDocument8 pagesNot The Latest Sample: Mobile EquipmentBOANERGES IRUNGNo ratings yet
- CFD PPT 191117005Document21 pagesCFD PPT 191117005Kashish rajNo ratings yet
- Books & Arts: When Quantum Physics Met PsychiatryDocument2 pagesBooks & Arts: When Quantum Physics Met PsychiatryAlex Dextr100% (1)
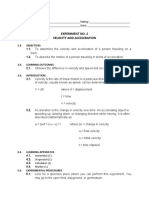
- Experiment No. 2 Velocity and Acceleration: 1.0. Objectives 1.1. 1.2. 2.0. Learning Outcomes 2.1. 3.0. 3.1Document2 pagesExperiment No. 2 Velocity and Acceleration: 1.0. Objectives 1.1. 1.2. 2.0. Learning Outcomes 2.1. 3.0. 3.1mil salinasNo ratings yet
- ExpÖ2 TheoreticalDocument3 pagesExpÖ2 Theoreticaly2k405 kaosNo ratings yet
- M12 Wolf57139 03 Se C12Document34 pagesM12 Wolf57139 03 Se C12c.s.kalkmanNo ratings yet
- Math 121A: Homework 8 (Due April 10)Document2 pagesMath 121A: Homework 8 (Due April 10)cfisicasterNo ratings yet
- A Survey of Magnetooptic Effects MARVIS J. FREISER 1968Document10 pagesA Survey of Magnetooptic Effects MARVIS J. FREISER 1968Jose MatutesNo ratings yet
- J (UV ( - MZH$) : Series PPQQA/1 SET 2Document11 pagesJ (UV ( - MZH$) : Series PPQQA/1 SET 2R SubbaramaiahNo ratings yet
- 7KT1670 Datasheet enDocument4 pages7KT1670 Datasheet enDaniel SchallerNo ratings yet
- Exampro - Water Tank QDocument8 pagesExampro - Water Tank Qbininbiju09No ratings yet
- Awodey Invariance UnivalenceDocument13 pagesAwodey Invariance UnivalenceRocío SKNo ratings yet
- Econmetrics - EC4061: t t t−1 0 t t−1 t 2 εDocument2 pagesEconmetrics - EC4061: t t t−1 0 t t−1 t 2 εKabeloNo ratings yet
- Aluminium Foi L For Electrical Windings: B. N. BoseDocument5 pagesAluminium Foi L For Electrical Windings: B. N. BosePaolo ProspNo ratings yet
- Chapter 04Document59 pagesChapter 04BeastUnleashed28No ratings yet
- Relations and DigraphsDocument2 pagesRelations and DigraphsKarl FajardoNo ratings yet
- ExamTimeTableReportSubjectWise HTMDocument110 pagesExamTimeTableReportSubjectWise HTMpratyay gangulyNo ratings yet
- 128-PGTRB Physics - Unit 9 Study Materials - English Medium PDF DownloadDocument22 pages128-PGTRB Physics - Unit 9 Study Materials - English Medium PDF DownloadPugazh VadivuNo ratings yet
- Continuous Flight Auger (Cfa) Piles: Design GuidanceDocument10 pagesContinuous Flight Auger (Cfa) Piles: Design GuidanceGrzegorz WilkNo ratings yet
- Fourier Series ProblemsDocument4 pagesFourier Series Problemspalash guptaNo ratings yet
- The To Prepare For Only App You NeedDocument93 pagesThe To Prepare For Only App You Needsai mukeshNo ratings yet
- Main Rotor Hub InspectionDocument21 pagesMain Rotor Hub InspectionJessie DinoyNo ratings yet
- Introduction To Math of Medieval India123Document33 pagesIntroduction To Math of Medieval India123Riza Mae BayoNo ratings yet
- Literature Review On Concrete AdmixturesDocument5 pagesLiterature Review On Concrete Admixturesaflsodoam100% (1)
- 5 Tesla's Companion: Lillie B. Delaney Was Erased From HistoryDocument46 pages5 Tesla's Companion: Lillie B. Delaney Was Erased From HistoryJorge E. Azanza Baca100% (1)