
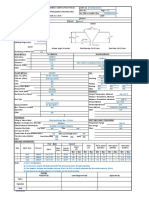
WPS and PQR For SAW (Butt Welding)
WPS and PQR For SAW (Butt Welding)
You might also like
- SteadyDocument13 pagesSteadycoolsatishNo ratings yet
- Chemical Composition: ASTM A36 Mild/Low Carbon SteelDocument2 pagesChemical Composition: ASTM A36 Mild/Low Carbon SteelBIPIN BALANNo ratings yet
- CH 13Document10 pagesCH 13onlydlonly100% (3)
- WPS and PQR of GMAWDocument8 pagesWPS and PQR of GMAW魏利强No ratings yet
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Document2 pagesASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- Template BUTTDocument1 pageTemplate BUTTDylan TriggNo ratings yet
- Compare S235JR, E250BRDocument6 pagesCompare S235JR, E250BRGANESHNo ratings yet
- En 15085-2020-What Has ChangedDocument2 pagesEn 15085-2020-What Has ChangedBoran YelkenciogluNo ratings yet
- 3.3.1-Basics of Weld Joint Design-9th Mar 21Document60 pages3.3.1-Basics of Weld Joint Design-9th Mar 21Vivek kmNo ratings yet
- WeldingDocument43 pagesWeldingPravin VisputeNo ratings yet
- Wel 14 BDocument7 pagesWel 14 BWilly UioNo ratings yet
- Soudokay Strip Cladding - PrincipesDocument31 pagesSoudokay Strip Cladding - PrincipesRenny DevassyNo ratings yet
- Course Module 4Document6 pagesCourse Module 4Makise AghataNo ratings yet
- Weldinglectures4 6 141006115241 Conversion Gate02 PDFDocument102 pagesWeldinglectures4 6 141006115241 Conversion Gate02 PDFramuNo ratings yet
- S1450401-Execution and Inspection of Welding WorkDocument26 pagesS1450401-Execution and Inspection of Welding Workkeeoraon4No ratings yet
- CIGWELDDocument244 pagesCIGWELDrodastrid5653100% (1)
- Tasks and Responsibilities of RWCDocument1 pageTasks and Responsibilities of RWCKDT100% (1)
- Submerged Arc Welding: by L D PoyyaraDocument35 pagesSubmerged Arc Welding: by L D Poyyaraanon_293243615No ratings yet
- Taking Your Weld's TemperatureDocument6 pagesTaking Your Weld's Temperatureweldingheattreatment100% (1)
- 121 T BW FPDocument4 pages121 T BW FPA. ΒρατσισταNo ratings yet
- TDC-722-Rev-0-IS-2062-2011-E250 BO - DomesticDocument6 pagesTDC-722-Rev-0-IS-2062-2011-E250 BO - DomesticPrakash RajNo ratings yet
- GMAW FundamentalsDocument18 pagesGMAW FundamentalsYusup MulyanaNo ratings yet
- WPS NMB 001Document6 pagesWPS NMB 001mohamed nasserNo ratings yet
- SB410 (JIS) - Worldwide Equivalent Grades 11Document1 pageSB410 (JIS) - Worldwide Equivalent Grades 11valli raju100% (1)
- SAW Flux StorageDocument2 pagesSAW Flux StorageTrung Tinh HoNo ratings yet
- Welding 11-14%Cr IIW Document - Part 1Document20 pagesWelding 11-14%Cr IIW Document - Part 1Manuel CarreñoNo ratings yet
- Welding Checklist For Field WeldingDocument1 pageWelding Checklist For Field Weldingnapster386No ratings yet
- WPS GTAW-SMAW h1Document1 pageWPS GTAW-SMAW h1Jesus Gabrielw Blanco GhostbustersIzNo ratings yet
- DIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationDocument12 pagesDIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationHector Flores GarciaNo ratings yet
- " Policy": Quality Manual SpecifiesDocument3 pages" Policy": Quality Manual SpecifiesHakanNo ratings yet
- Fab 01 QA of Welds, ISO 3834, RWC Etc.Document17 pagesFab 01 QA of Welds, ISO 3834, RWC Etc.Raghu vamshiNo ratings yet
- Introduction To Gas Shielded Arc WeldingDocument21 pagesIntroduction To Gas Shielded Arc WeldingMohammad Sobhan RajabiNo ratings yet
- Final - WPS PQR 86Document4 pagesFinal - WPS PQR 86Parag WadekarNo ratings yet
- Filler Wires PDFDocument7 pagesFiller Wires PDFJayaram MVNo ratings yet
- Minimizing Weld Defects in SAWDocument3 pagesMinimizing Weld Defects in SAWNalla Gane100% (1)
- Indian Railways WeldingDocument9 pagesIndian Railways WeldingMohanNo ratings yet
- Submerged Arc Welding: by L D PoyyaraDocument29 pagesSubmerged Arc Welding: by L D PoyyararajeshNo ratings yet
- Welding Procedure Specification: Material / Joints QualifiedDocument2 pagesWelding Procedure Specification: Material / Joints Qualifiedmurshid badshahNo ratings yet
- Murex Tig Poster 2008 PDFDocument1 pageMurex Tig Poster 2008 PDFPCNo ratings yet
- VP16 PDFDocument13 pagesVP16 PDFKara WhiteNo ratings yet
- Dye Penetrent Testing Report: Silo-1 (SS-Vertical Stiffeners)Document1 pageDye Penetrent Testing Report: Silo-1 (SS-Vertical Stiffeners)DIVEETH MPNo ratings yet
- 610X610X62 MM HSR Formate MasterDocument4 pages610X610X62 MM HSR Formate MasterQUALITYNo ratings yet
- Spec Sheet - Handler 187Document4 pagesSpec Sheet - Handler 187Hobart Welding ProductsNo ratings yet
- Scenario 1 S: Lamelar Tearing Occur in Set In? orDocument6 pagesScenario 1 S: Lamelar Tearing Occur in Set In? orBeny ZulNo ratings yet
- 1 5 1Document5 pages1 5 1daemsalNo ratings yet
- Resistance Welding WpsDocument1 pageResistance Welding WpsQwertyNo ratings yet
- MEI - Aluminium MIG WeldDocument56 pagesMEI - Aluminium MIG WeldSaravana Kumar100% (1)
- SMAW, FCAW, and SAW High-Strength Ferritic Deposits - The Challenge Is Tensile Properties PDFDocument11 pagesSMAW, FCAW, and SAW High-Strength Ferritic Deposits - The Challenge Is Tensile Properties PDFbiancogallazziNo ratings yet
- Astm A36 Chapa Grossa Ate 19mm PDFDocument1 pageAstm A36 Chapa Grossa Ate 19mm PDFHugo RodriguezNo ratings yet
- Submerged Arc WeldingDocument4 pagesSubmerged Arc WeldingshifaNo ratings yet
- Covered Electrodes For Stainless Steel: Avesta Electrodes Product ProgrammeDocument4 pagesCovered Electrodes For Stainless Steel: Avesta Electrodes Product Programmekamals55No ratings yet
- Material Dissimilar JointsDocument7 pagesMaterial Dissimilar JointsPemburu JablayNo ratings yet
- Welder I.D CardDocument2 pagesWelder I.D Cardvhung TranNo ratings yet
- Check For Weld Between 50dia & Rainforcement PadDocument8 pagesCheck For Weld Between 50dia & Rainforcement PadUmer AziqNo ratings yet
- HHHHHHHHJJJJJJ: O O O ODocument1 pageHHHHHHHHJJJJJJ: O O O OAli MoosaviNo ratings yet
- JTS Series High Speed Bevel Gear Screw Jack, Bevel Gear Driven Screw Jack, Bevel Gearbox Jack, Bevel Screw Jack Travel Speed, Screw Jack Bevel, Jack Screw Bevel Gearbox, Quick Lifting Screw JackDocument19 pagesJTS Series High Speed Bevel Gear Screw Jack, Bevel Gear Driven Screw Jack, Bevel Gearbox Jack, Bevel Screw Jack Travel Speed, Screw Jack Bevel, Jack Screw Bevel Gearbox, Quick Lifting Screw JackWarren LeeNo ratings yet
- WPQ Ejcom Nr476Document13 pagesWPQ Ejcom Nr476Touil HoussemNo ratings yet
- Test Report 11 Pcs Padeyes THR Room GCIIIDocument6 pagesTest Report 11 Pcs Padeyes THR Room GCIIIJurand Juri100% (1)
- Welding Distortion and Warpage: June 13, 2022 byDocument20 pagesWelding Distortion and Warpage: June 13, 2022 byArnab Goswami100% (1)
- WPS and PQR of DSAW (Helical Welding)Document9 pagesWPS and PQR of DSAW (Helical Welding)魏利强No ratings yet
- Welding Procedure Specification (WPS)Document3 pagesWelding Procedure Specification (WPS)Jignasa ShahNo ratings yet
- Metrode - P92 WPS PDFDocument3 pagesMetrode - P92 WPS PDFXing ChenNo ratings yet
- Petroleum Equipment Assembly & Metal Structure JSC: N/A N/ADocument2 pagesPetroleum Equipment Assembly & Metal Structure JSC: N/A N/AKhôi ĐàoNo ratings yet
- 附件1:T7制桩厂地质勘察报告Document31 pages附件1:T7制桩厂地质勘察报告魏利强No ratings yet
- Excution Proposal of Pipe Pile Site-FabricationDocument15 pagesExcution Proposal of Pipe Pile Site-Fabrication魏利强No ratings yet
- 7607 E7018 SUPER OPTIMAL 4.0mm - BNM25913Document1 page7607 E7018 SUPER OPTIMAL 4.0mm - BNM25913魏利强No ratings yet
- Annexure A MTC of Steel Plate CoilDocument1 pageAnnexure A MTC of Steel Plate Coil魏利强No ratings yet
- WPS and PQR of GMAWDocument8 pagesWPS and PQR of GMAW魏利强No ratings yet
- ITP For Quay Furniture & Sacrificial Anode C01Document6 pagesITP For Quay Furniture & Sacrificial Anode C01魏利强No ratings yet
- ITP of Backfill Behind Quay Wall C01Document6 pagesITP of Backfill Behind Quay Wall C01魏利强No ratings yet
- Report Vocational TrainingDocument43 pagesReport Vocational Traininghbyubuybiu ubbhybNo ratings yet
- 7-Plant Design - Reactors Part 3Document127 pages7-Plant Design - Reactors Part 3MrHemFunNo ratings yet
- Works: All Types ofDocument65 pagesWorks: All Types ofAzahar Uddin MallickNo ratings yet
- Iadc Dull Grading: Cutting StructureDocument2 pagesIadc Dull Grading: Cutting StructuredayanaNo ratings yet
- ARI-Strainer: ARI-Strainer - Screen and Supporting Basket Made of Stainless SteelDocument8 pagesARI-Strainer: ARI-Strainer - Screen and Supporting Basket Made of Stainless SteelArdi 4791No ratings yet
- CISCRYL-DS50 (Duct Sealant)Document2 pagesCISCRYL-DS50 (Duct Sealant)ajeet soniNo ratings yet
- BGAS PaperDocument9 pagesBGAS PaperMuhammad AsifNo ratings yet
- Glossary of Band Saw Blade TerminologyDocument2 pagesGlossary of Band Saw Blade Terminologysssf-dobojNo ratings yet
- TQT Middle East: To Join Metal, To Join WorldDocument1 pageTQT Middle East: To Join Metal, To Join WorldHarsh PurohitNo ratings yet
- G-Codes and M-CodesDocument17 pagesG-Codes and M-CodescostycgNo ratings yet
- Combined Industrial and Domestic Wastewater Treatment by Periodic Allocating Water Hybrid Hydrolysis Acidification Reactor Followed by SBRDocument5 pagesCombined Industrial and Domestic Wastewater Treatment by Periodic Allocating Water Hybrid Hydrolysis Acidification Reactor Followed by SBRadrianqNo ratings yet
- Ramax Hh-Eng P 1604 E6Document8 pagesRamax Hh-Eng P 1604 E6venkithankamNo ratings yet
- Section A-A SCALE 10: 1Document1 pageSection A-A SCALE 10: 1CADTDDNo ratings yet
- Setup Sheet Report: Mpmaster Generic 3/4-Axis VerticalDocument12 pagesSetup Sheet Report: Mpmaster Generic 3/4-Axis VerticalDaniel Peter LundNo ratings yet
- Stub Loss Correction Table For Coated ElectrodesDocument1 pageStub Loss Correction Table For Coated ElectrodesTAMILNo ratings yet
- Thread InspectionDocument41 pagesThread InspectionAhmed MushtaqNo ratings yet
- Miracle Mills 100 Series Hammer Mill: Typical ApplicationsDocument2 pagesMiracle Mills 100 Series Hammer Mill: Typical ApplicationsanderNo ratings yet
- HFU-B2315AN: Pressurized Outside To in / Dead-End Filtration Ultrafiltration (UF) Membrane ModuleDocument2 pagesHFU-B2315AN: Pressurized Outside To in / Dead-End Filtration Ultrafiltration (UF) Membrane ModulePushpak AkhadeNo ratings yet
- Details of Waste PaperDocument3 pagesDetails of Waste PapershivleeaggarwalNo ratings yet
- 3 Preventive MaintenanceDocument13 pages3 Preventive MaintenanceRyan Paul CaalemNo ratings yet
- Biological Wastewater Treatment III - MBR Processes R1Document26 pagesBiological Wastewater Treatment III - MBR Processes R1NUR ASYIQIN BINTI AZAHARNo ratings yet
- Printed Circuit Board FabricationDocument20 pagesPrinted Circuit Board FabricationLakshmi C100% (7)
- Devran 224HS Epoxy 4392 P Eng Usa LTRDocument4 pagesDevran 224HS Epoxy 4392 P Eng Usa LTRAlex Torres CamizanNo ratings yet
- Fabrication Guidelines RO4000 Series Laminates PDFDocument4 pagesFabrication Guidelines RO4000 Series Laminates PDFrahul05singhaNo ratings yet
- MS20470Document1 pageMS20470카를 로스곤No ratings yet
- Overview of Fluid Catalytic Cracking Unit (FCC, Fccu) : Catalyst AluminumDocument4 pagesOverview of Fluid Catalytic Cracking Unit (FCC, Fccu) : Catalyst AluminumAdemola RabiuNo ratings yet
- D 2251 - 96 R00 - RdiynteDocument2 pagesD 2251 - 96 R00 - RdiynteRuben YoungNo ratings yet






























































































Download as pdf or txt
You might also like
- SteadyDocument13 pagesSteadycoolsatishNo ratings yet
- Chemical Composition: ASTM A36 Mild/Low Carbon SteelDocument2 pagesChemical Composition: ASTM A36 Mild/Low Carbon SteelBIPIN BALANNo ratings yet
- CH 13Document10 pagesCH 13onlydlonly100% (3)
- WPS and PQR of GMAWDocument8 pagesWPS and PQR of GMAW魏利强No ratings yet
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Document2 pagesASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- Template BUTTDocument1 pageTemplate BUTTDylan TriggNo ratings yet
- Compare S235JR, E250BRDocument6 pagesCompare S235JR, E250BRGANESHNo ratings yet
- En 15085-2020-What Has ChangedDocument2 pagesEn 15085-2020-What Has ChangedBoran YelkenciogluNo ratings yet
- 3.3.1-Basics of Weld Joint Design-9th Mar 21Document60 pages3.3.1-Basics of Weld Joint Design-9th Mar 21Vivek kmNo ratings yet
- WeldingDocument43 pagesWeldingPravin VisputeNo ratings yet
- Wel 14 BDocument7 pagesWel 14 BWilly UioNo ratings yet
- Soudokay Strip Cladding - PrincipesDocument31 pagesSoudokay Strip Cladding - PrincipesRenny DevassyNo ratings yet
- Course Module 4Document6 pagesCourse Module 4Makise AghataNo ratings yet
- Weldinglectures4 6 141006115241 Conversion Gate02 PDFDocument102 pagesWeldinglectures4 6 141006115241 Conversion Gate02 PDFramuNo ratings yet
- S1450401-Execution and Inspection of Welding WorkDocument26 pagesS1450401-Execution and Inspection of Welding Workkeeoraon4No ratings yet
- CIGWELDDocument244 pagesCIGWELDrodastrid5653100% (1)
- Tasks and Responsibilities of RWCDocument1 pageTasks and Responsibilities of RWCKDT100% (1)
- Submerged Arc Welding: by L D PoyyaraDocument35 pagesSubmerged Arc Welding: by L D Poyyaraanon_293243615No ratings yet
- Taking Your Weld's TemperatureDocument6 pagesTaking Your Weld's Temperatureweldingheattreatment100% (1)
- 121 T BW FPDocument4 pages121 T BW FPA. ΒρατσισταNo ratings yet
- TDC-722-Rev-0-IS-2062-2011-E250 BO - DomesticDocument6 pagesTDC-722-Rev-0-IS-2062-2011-E250 BO - DomesticPrakash RajNo ratings yet
- GMAW FundamentalsDocument18 pagesGMAW FundamentalsYusup MulyanaNo ratings yet
- WPS NMB 001Document6 pagesWPS NMB 001mohamed nasserNo ratings yet
- SB410 (JIS) - Worldwide Equivalent Grades 11Document1 pageSB410 (JIS) - Worldwide Equivalent Grades 11valli raju100% (1)
- SAW Flux StorageDocument2 pagesSAW Flux StorageTrung Tinh HoNo ratings yet
- Welding 11-14%Cr IIW Document - Part 1Document20 pagesWelding 11-14%Cr IIW Document - Part 1Manuel CarreñoNo ratings yet
- Welding Checklist For Field WeldingDocument1 pageWelding Checklist For Field Weldingnapster386No ratings yet
- WPS GTAW-SMAW h1Document1 pageWPS GTAW-SMAW h1Jesus Gabrielw Blanco GhostbustersIzNo ratings yet
- DIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationDocument12 pagesDIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationHector Flores GarciaNo ratings yet
- " Policy": Quality Manual SpecifiesDocument3 pages" Policy": Quality Manual SpecifiesHakanNo ratings yet
- Fab 01 QA of Welds, ISO 3834, RWC Etc.Document17 pagesFab 01 QA of Welds, ISO 3834, RWC Etc.Raghu vamshiNo ratings yet
- Introduction To Gas Shielded Arc WeldingDocument21 pagesIntroduction To Gas Shielded Arc WeldingMohammad Sobhan RajabiNo ratings yet
- Final - WPS PQR 86Document4 pagesFinal - WPS PQR 86Parag WadekarNo ratings yet
- Filler Wires PDFDocument7 pagesFiller Wires PDFJayaram MVNo ratings yet
- Minimizing Weld Defects in SAWDocument3 pagesMinimizing Weld Defects in SAWNalla Gane100% (1)
- Indian Railways WeldingDocument9 pagesIndian Railways WeldingMohanNo ratings yet
- Submerged Arc Welding: by L D PoyyaraDocument29 pagesSubmerged Arc Welding: by L D PoyyararajeshNo ratings yet
- Welding Procedure Specification: Material / Joints QualifiedDocument2 pagesWelding Procedure Specification: Material / Joints Qualifiedmurshid badshahNo ratings yet
- Murex Tig Poster 2008 PDFDocument1 pageMurex Tig Poster 2008 PDFPCNo ratings yet
- VP16 PDFDocument13 pagesVP16 PDFKara WhiteNo ratings yet
- Dye Penetrent Testing Report: Silo-1 (SS-Vertical Stiffeners)Document1 pageDye Penetrent Testing Report: Silo-1 (SS-Vertical Stiffeners)DIVEETH MPNo ratings yet
- 610X610X62 MM HSR Formate MasterDocument4 pages610X610X62 MM HSR Formate MasterQUALITYNo ratings yet
- Spec Sheet - Handler 187Document4 pagesSpec Sheet - Handler 187Hobart Welding ProductsNo ratings yet
- Scenario 1 S: Lamelar Tearing Occur in Set In? orDocument6 pagesScenario 1 S: Lamelar Tearing Occur in Set In? orBeny ZulNo ratings yet
- 1 5 1Document5 pages1 5 1daemsalNo ratings yet
- Resistance Welding WpsDocument1 pageResistance Welding WpsQwertyNo ratings yet
- MEI - Aluminium MIG WeldDocument56 pagesMEI - Aluminium MIG WeldSaravana Kumar100% (1)
- SMAW, FCAW, and SAW High-Strength Ferritic Deposits - The Challenge Is Tensile Properties PDFDocument11 pagesSMAW, FCAW, and SAW High-Strength Ferritic Deposits - The Challenge Is Tensile Properties PDFbiancogallazziNo ratings yet
- Astm A36 Chapa Grossa Ate 19mm PDFDocument1 pageAstm A36 Chapa Grossa Ate 19mm PDFHugo RodriguezNo ratings yet
- Submerged Arc WeldingDocument4 pagesSubmerged Arc WeldingshifaNo ratings yet
- Covered Electrodes For Stainless Steel: Avesta Electrodes Product ProgrammeDocument4 pagesCovered Electrodes For Stainless Steel: Avesta Electrodes Product Programmekamals55No ratings yet
- Material Dissimilar JointsDocument7 pagesMaterial Dissimilar JointsPemburu JablayNo ratings yet
- Welder I.D CardDocument2 pagesWelder I.D Cardvhung TranNo ratings yet
- Check For Weld Between 50dia & Rainforcement PadDocument8 pagesCheck For Weld Between 50dia & Rainforcement PadUmer AziqNo ratings yet
- HHHHHHHHJJJJJJ: O O O ODocument1 pageHHHHHHHHJJJJJJ: O O O OAli MoosaviNo ratings yet
- JTS Series High Speed Bevel Gear Screw Jack, Bevel Gear Driven Screw Jack, Bevel Gearbox Jack, Bevel Screw Jack Travel Speed, Screw Jack Bevel, Jack Screw Bevel Gearbox, Quick Lifting Screw JackDocument19 pagesJTS Series High Speed Bevel Gear Screw Jack, Bevel Gear Driven Screw Jack, Bevel Gearbox Jack, Bevel Screw Jack Travel Speed, Screw Jack Bevel, Jack Screw Bevel Gearbox, Quick Lifting Screw JackWarren LeeNo ratings yet
- WPQ Ejcom Nr476Document13 pagesWPQ Ejcom Nr476Touil HoussemNo ratings yet
- Test Report 11 Pcs Padeyes THR Room GCIIIDocument6 pagesTest Report 11 Pcs Padeyes THR Room GCIIIJurand Juri100% (1)
- Welding Distortion and Warpage: June 13, 2022 byDocument20 pagesWelding Distortion and Warpage: June 13, 2022 byArnab Goswami100% (1)
- WPS and PQR of DSAW (Helical Welding)Document9 pagesWPS and PQR of DSAW (Helical Welding)魏利强No ratings yet
- Welding Procedure Specification (WPS)Document3 pagesWelding Procedure Specification (WPS)Jignasa ShahNo ratings yet
- Metrode - P92 WPS PDFDocument3 pagesMetrode - P92 WPS PDFXing ChenNo ratings yet
- Petroleum Equipment Assembly & Metal Structure JSC: N/A N/ADocument2 pagesPetroleum Equipment Assembly & Metal Structure JSC: N/A N/AKhôi ĐàoNo ratings yet
- 附件1:T7制桩厂地质勘察报告Document31 pages附件1:T7制桩厂地质勘察报告魏利强No ratings yet
- Excution Proposal of Pipe Pile Site-FabricationDocument15 pagesExcution Proposal of Pipe Pile Site-Fabrication魏利强No ratings yet
- 7607 E7018 SUPER OPTIMAL 4.0mm - BNM25913Document1 page7607 E7018 SUPER OPTIMAL 4.0mm - BNM25913魏利强No ratings yet
- Annexure A MTC of Steel Plate CoilDocument1 pageAnnexure A MTC of Steel Plate Coil魏利强No ratings yet
- WPS and PQR of GMAWDocument8 pagesWPS and PQR of GMAW魏利强No ratings yet
- ITP For Quay Furniture & Sacrificial Anode C01Document6 pagesITP For Quay Furniture & Sacrificial Anode C01魏利强No ratings yet
- ITP of Backfill Behind Quay Wall C01Document6 pagesITP of Backfill Behind Quay Wall C01魏利强No ratings yet
- Report Vocational TrainingDocument43 pagesReport Vocational Traininghbyubuybiu ubbhybNo ratings yet
- 7-Plant Design - Reactors Part 3Document127 pages7-Plant Design - Reactors Part 3MrHemFunNo ratings yet
- Works: All Types ofDocument65 pagesWorks: All Types ofAzahar Uddin MallickNo ratings yet
- Iadc Dull Grading: Cutting StructureDocument2 pagesIadc Dull Grading: Cutting StructuredayanaNo ratings yet
- ARI-Strainer: ARI-Strainer - Screen and Supporting Basket Made of Stainless SteelDocument8 pagesARI-Strainer: ARI-Strainer - Screen and Supporting Basket Made of Stainless SteelArdi 4791No ratings yet
- CISCRYL-DS50 (Duct Sealant)Document2 pagesCISCRYL-DS50 (Duct Sealant)ajeet soniNo ratings yet
- BGAS PaperDocument9 pagesBGAS PaperMuhammad AsifNo ratings yet
- Glossary of Band Saw Blade TerminologyDocument2 pagesGlossary of Band Saw Blade Terminologysssf-dobojNo ratings yet
- TQT Middle East: To Join Metal, To Join WorldDocument1 pageTQT Middle East: To Join Metal, To Join WorldHarsh PurohitNo ratings yet
- G-Codes and M-CodesDocument17 pagesG-Codes and M-CodescostycgNo ratings yet
- Combined Industrial and Domestic Wastewater Treatment by Periodic Allocating Water Hybrid Hydrolysis Acidification Reactor Followed by SBRDocument5 pagesCombined Industrial and Domestic Wastewater Treatment by Periodic Allocating Water Hybrid Hydrolysis Acidification Reactor Followed by SBRadrianqNo ratings yet
- Ramax Hh-Eng P 1604 E6Document8 pagesRamax Hh-Eng P 1604 E6venkithankamNo ratings yet
- Section A-A SCALE 10: 1Document1 pageSection A-A SCALE 10: 1CADTDDNo ratings yet
- Setup Sheet Report: Mpmaster Generic 3/4-Axis VerticalDocument12 pagesSetup Sheet Report: Mpmaster Generic 3/4-Axis VerticalDaniel Peter LundNo ratings yet
- Stub Loss Correction Table For Coated ElectrodesDocument1 pageStub Loss Correction Table For Coated ElectrodesTAMILNo ratings yet
- Thread InspectionDocument41 pagesThread InspectionAhmed MushtaqNo ratings yet
- Miracle Mills 100 Series Hammer Mill: Typical ApplicationsDocument2 pagesMiracle Mills 100 Series Hammer Mill: Typical ApplicationsanderNo ratings yet
- HFU-B2315AN: Pressurized Outside To in / Dead-End Filtration Ultrafiltration (UF) Membrane ModuleDocument2 pagesHFU-B2315AN: Pressurized Outside To in / Dead-End Filtration Ultrafiltration (UF) Membrane ModulePushpak AkhadeNo ratings yet
- Details of Waste PaperDocument3 pagesDetails of Waste PapershivleeaggarwalNo ratings yet
- 3 Preventive MaintenanceDocument13 pages3 Preventive MaintenanceRyan Paul CaalemNo ratings yet
- Biological Wastewater Treatment III - MBR Processes R1Document26 pagesBiological Wastewater Treatment III - MBR Processes R1NUR ASYIQIN BINTI AZAHARNo ratings yet
- Printed Circuit Board FabricationDocument20 pagesPrinted Circuit Board FabricationLakshmi C100% (7)
- Devran 224HS Epoxy 4392 P Eng Usa LTRDocument4 pagesDevran 224HS Epoxy 4392 P Eng Usa LTRAlex Torres CamizanNo ratings yet
- Fabrication Guidelines RO4000 Series Laminates PDFDocument4 pagesFabrication Guidelines RO4000 Series Laminates PDFrahul05singhaNo ratings yet
- MS20470Document1 pageMS20470카를 로스곤No ratings yet
- Overview of Fluid Catalytic Cracking Unit (FCC, Fccu) : Catalyst AluminumDocument4 pagesOverview of Fluid Catalytic Cracking Unit (FCC, Fccu) : Catalyst AluminumAdemola RabiuNo ratings yet
- D 2251 - 96 R00 - RdiynteDocument2 pagesD 2251 - 96 R00 - RdiynteRuben YoungNo ratings yet