Download as pdf or txt
You might also like
- Optimization of Surface Roughness and Flank Wear Using The Taguchi Method in Milling of Hadfield Steel With PVD and CVD Coated InsertsDocument10 pagesOptimization of Surface Roughness and Flank Wear Using The Taguchi Method in Milling of Hadfield Steel With PVD and CVD Coated InsertsMohamedKamalNo ratings yet
- Effect of Process Parameters On Surface Roughness of Cylindrical Grinding Process On Ohns (Aisi 0-1) Steel Rounds Using ANOVADocument6 pagesEffect of Process Parameters On Surface Roughness of Cylindrical Grinding Process On Ohns (Aisi 0-1) Steel Rounds Using ANOVAsureshkumarNo ratings yet
- En 9paper1Document6 pagesEn 9paper1Stuart BroadNo ratings yet
- Artículo - IJAMT 2016Document15 pagesArtículo - IJAMT 2016Carlos Andrés Arango H.No ratings yet
- Che Do Cat1Document7 pagesChe Do Cat1Giang Hoai VuNo ratings yet
- Influence of Cutting Parameters in Face Milling Semi-Solid AA 7075 Using Carbide Tool Affected The Surface Roughness and Tool WearDocument10 pagesInfluence of Cutting Parameters in Face Milling Semi-Solid AA 7075 Using Carbide Tool Affected The Surface Roughness and Tool Wearionut condreaNo ratings yet
- AJM Process Parameters - NewDocument17 pagesAJM Process Parameters - NewAakarsh DeepNo ratings yet
- AJM Process ParametersDocument10 pagesAJM Process ParametersAakarsh DeepNo ratings yet
- Hamdan2011 PDFDocument11 pagesHamdan2011 PDFSivi KarudijanNo ratings yet
- An Investigation of Optimum Cutting Conditions in Face Milling Aluminum 7075-t6 Using Design of ExperimentDocument11 pagesAn Investigation of Optimum Cutting Conditions in Face Milling Aluminum 7075-t6 Using Design of ExperimentMukund PatelNo ratings yet
- Effect of Drilling Parameters On Surface Roughness, Tool Wear, Material Removal Rate and Hole Diameter Error in Drilling of OhnsDocument6 pagesEffect of Drilling Parameters On Surface Roughness, Tool Wear, Material Removal Rate and Hole Diameter Error in Drilling of Ohnsistyawan priyahapsaraNo ratings yet
- Measurement 2Document11 pagesMeasurement 2mraciaydinNo ratings yet
- Materials Today: Proceedings: J. Yadu Krishnan, S. Poorna Sundar, L. Karthikeyan, C. Veera Ajay, K. ManisekarDocument6 pagesMaterials Today: Proceedings: J. Yadu Krishnan, S. Poorna Sundar, L. Karthikeyan, C. Veera Ajay, K. ManisekarMat EnriqueNo ratings yet
- Research Article: Optimization of Surface Roughness in Drilling Medium-Density Fiberboard With A Parallel RobotDocument8 pagesResearch Article: Optimization of Surface Roughness in Drilling Medium-Density Fiberboard With A Parallel RobotyitayalNo ratings yet
- 10 5267@j Ijiec 2017 8 002Document20 pages10 5267@j Ijiec 2017 8 002chaib boudabNo ratings yet
- Analyzing The Effect of Overhang Length On Vibration Amplitude and Surface Roughness in Turning AISI 304Document7 pagesAnalyzing The Effect of Overhang Length On Vibration Amplitude and Surface Roughness in Turning AISI 304Mohammed EndrisNo ratings yet
- Rugozitatea SuprafetelorDocument7 pagesRugozitatea SuprafetelorcristinaNo ratings yet
- Improvement in Surface Quality With High Production Rate Using Taguchi Method and GraDocument10 pagesImprovement in Surface Quality With High Production Rate Using Taguchi Method and GraIAEME PublicationNo ratings yet
- Received On: 08-03-2014 Accepted On: 12-03-2014 Published On: 15-03-2014 Taquiuddin Quazi, Pratik Gajanan MoreDocument20 pagesReceived On: 08-03-2014 Accepted On: 12-03-2014 Published On: 15-03-2014 Taquiuddin Quazi, Pratik Gajanan MoreAlexandrina BugaNo ratings yet
- 152 S 851 PDFDocument7 pages152 S 851 PDFDarling RajNo ratings yet
- Optimization of Turning Process Parameters Through Doe For 'Surface Finish' and 'Tool Wear'Document3 pagesOptimization of Turning Process Parameters Through Doe For 'Surface Finish' and 'Tool Wear'sivaNo ratings yet
- Optimization of Process Parameters of CNC Milling: International Journal of Advance Research and InnovationDocument5 pagesOptimization of Process Parameters of CNC Milling: International Journal of Advance Research and InnovationAbdullah Raghib SiddiquiNo ratings yet
- Surface Roughness and Cutting Forces For Optimization of Machining Condition in Finish HardDocument10 pagesSurface Roughness and Cutting Forces For Optimization of Machining Condition in Finish HardHeri SetiawanNo ratings yet
- Ranjan Das 2018Document10 pagesRanjan Das 2018nishatNo ratings yet
- IJTech IE 4208 Dry Milling Machining Optimization of Cutting paraDocument11 pagesIJTech IE 4208 Dry Milling Machining Optimization of Cutting paraWAHYU DWI LESTARINo ratings yet
- Investigation of Surface Textured Cutting Tools For Sustainable MachiningDocument7 pagesInvestigation of Surface Textured Cutting Tools For Sustainable MachiningnarenNo ratings yet
- Materials and Design2 PDFDocument5 pagesMaterials and Design2 PDFSudhamani GonuguntlaNo ratings yet
- 1 s2.0 S1755581722000165 MainDocument11 pages1 s2.0 S1755581722000165 MainFabio RustowNo ratings yet
- Accepted Manuscript: 10.1016/j.jclepro.2015.12.091Document28 pagesAccepted Manuscript: 10.1016/j.jclepro.2015.12.091salah eddineNo ratings yet
- Prediction of Surface Roughness of End Milling Operation Using Genetic AlgorithmDocument15 pagesPrediction of Surface Roughness of End Milling Operation Using Genetic AlgorithmDr. Mahesh GopalNo ratings yet
- Optimization of Machining Parameters For Turning Different Alloy Steel Using CNC - ReviewDocument8 pagesOptimization of Machining Parameters For Turning Different Alloy Steel Using CNC - Reviewsreejith2786No ratings yet
- Optimization of Cutting Parameters in Turning Operation of Mild SteelDocument6 pagesOptimization of Cutting Parameters in Turning Operation of Mild SteelIzzah HzmhNo ratings yet
- International Journal of Industrial Engineering ComputationsDocument12 pagesInternational Journal of Industrial Engineering ComputationsKabil RajNo ratings yet
- Modeling and Prediction of MRR and Surface Roughness in Turning Operations Using Factorial Met...Document6 pagesModeling and Prediction of MRR and Surface Roughness in Turning Operations Using Factorial Met...abhiNo ratings yet
- Prediction of Surface Roughness in Abrasive Waterjet Machining of Particle Reinforced Mmcs Using Genetic Expression ProgrammingDocument14 pagesPrediction of Surface Roughness in Abrasive Waterjet Machining of Particle Reinforced Mmcs Using Genetic Expression Programmingkshastry72No ratings yet
- Tribology in Industry: M. Madić, M. Radovanović, B. NedićDocument7 pagesTribology in Industry: M. Madić, M. Radovanović, B. NedićSyahrul Nizam AnuarNo ratings yet
- Optimization of Micro Milling of Hardened SteelDocument12 pagesOptimization of Micro Milling of Hardened SteelLincoln BrandãoNo ratings yet
- Experimental Investigations On Magnetic Abrasive Finishing Process Parameters For Precision ApplicationsDocument10 pagesExperimental Investigations On Magnetic Abrasive Finishing Process Parameters For Precision ApplicationsIJRASETPublicationsNo ratings yet
- Optimization of Surface Roughness and Material Removal Rate in Turning of Aisi D2Document3 pagesOptimization of Surface Roughness and Material Removal Rate in Turning of Aisi D2Fikri SiplhoNo ratings yet
- Improvement of Machinability of Mild Steel During Turning Operation by Magnetic CuttingDocument5 pagesImprovement of Machinability of Mild Steel During Turning Operation by Magnetic CuttingIzzah HzmhNo ratings yet
- Mme MypaperDocument12 pagesMme MypaperMohammed EndrisNo ratings yet
- Email:, ,: Amel - Chabbi@yahoo - FR Belhadi23@Document34 pagesEmail:, ,: Amel - Chabbi@yahoo - FR Belhadi23@Is Lem ChaouiNo ratings yet
- Application of Taguchi Methods in The Optimization of Cutting Parameters For Surface Finish and Hole Diameter Accuracy in Dry Drilling ProcessesDocument12 pagesApplication of Taguchi Methods in The Optimization of Cutting Parameters For Surface Finish and Hole Diameter Accuracy in Dry Drilling ProcessesShun MugeshNo ratings yet
- Optimization of Cutting Parameters For AISI H13 Tool Steel by Taguchi Method and Artificial Neural NetworkDocument19 pagesOptimization of Cutting Parameters For AISI H13 Tool Steel by Taguchi Method and Artificial Neural Networkelie chaneNo ratings yet
- An Integrated Study of Surface RoughnessDocument10 pagesAn Integrated Study of Surface Roughnessvu tranNo ratings yet
- Optimization of Cutting Parameters in CNC Turning: Harish Kumar, Mohd. Abbas, Dr. Aas Mohammad, Hasan Zakir JafriDocument4 pagesOptimization of Cutting Parameters in CNC Turning: Harish Kumar, Mohd. Abbas, Dr. Aas Mohammad, Hasan Zakir JafriShakeel RanaNo ratings yet
- Investigation On MRR and RA of Surface Grinding On EN31Document8 pagesInvestigation On MRR and RA of Surface Grinding On EN31Innovative Research PublicationsNo ratings yet
- Litrature ReviewDocument9 pagesLitrature ReviewJyothendra Pavan DamarlaNo ratings yet
- Multiparameter Signal-To-Noise Ratio Optimization For End Milling Cutting Conditions of Aluminium Alloy 5083Document11 pagesMultiparameter Signal-To-Noise Ratio Optimization For End Milling Cutting Conditions of Aluminium Alloy 5083SHYAM SUNDARNo ratings yet
- Experimental Investigation of Process Parameters in Drilling Operation Using Different Software TechniqueDocument20 pagesExperimental Investigation of Process Parameters in Drilling Operation Using Different Software TechniqueResearch Cell: An International Journal of Engineering SciencesNo ratings yet
- A Study of The Effects of Machining Parameters On The Surface Roughness in The End-Milling ProcessDocument7 pagesA Study of The Effects of Machining Parameters On The Surface Roughness in The End-Milling ProcessDesalegn DgaNo ratings yet
- Lean Thi Nki NGDocument17 pagesLean Thi Nki NGcevherimNo ratings yet
- YoDocument6 pagesYoAkshay SharmaNo ratings yet
- Design and Fabrication of Abrasive Jet Machine: Prof. S.D. Bhalekar, Akash V. Shiras, Nayan SamgirDocument4 pagesDesign and Fabrication of Abrasive Jet Machine: Prof. S.D. Bhalekar, Akash V. Shiras, Nayan SamgirDishant ChauhanNo ratings yet
- 2 67 1588140711 16ijmperdjun202016Document10 pages2 67 1588140711 16ijmperdjun202016TJPRC PublicationsNo ratings yet
- 2 67 1583232618 25ijmperdapr202025Document12 pages2 67 1583232618 25ijmperdapr202025TJPRC PublicationsNo ratings yet
- The Influence of High-Speed Milling Strategies OnDocument9 pagesThe Influence of High-Speed Milling Strategies OnYusufYükselNo ratings yet
- Optimization of CNC Turning Process Parameters On ALUMINIUM 6061 Using Response Surface MethodologyDocument7 pagesOptimization of CNC Turning Process Parameters On ALUMINIUM 6061 Using Response Surface MethodologybalajimetturNo ratings yet
- Injection MoldingDocument80 pagesInjection Molding21P410 - VARUN MNo ratings yet
- Centum Acadey: Answer The FollowingDocument2 pagesCentum Acadey: Answer The Following21P410 - VARUN MNo ratings yet
- Reinforcement Material For Composite SystemsDocument27 pagesReinforcement Material For Composite Systems21P410 - VARUN MNo ratings yet
- UntitledDocument18 pagesUntitled21P410 - VARUN MNo ratings yet
- 19P602 - Jigs, Fixture and Die Design: Design of Plastic Injection MouldsDocument56 pages19P602 - Jigs, Fixture and Die Design: Design of Plastic Injection Moulds21P410 - VARUN MNo ratings yet
- UntitledDocument15 pagesUntitled21P410 - VARUN MNo ratings yet
- Sensors: Path Planning For Autonomous Mobile Robots: A ReviewDocument29 pagesSensors: Path Planning For Autonomous Mobile Robots: A Review21P410 - VARUN MNo ratings yet
- Wa0000.Document18 pagesWa0000.21P410 - VARUN MNo ratings yet
- Jigs, - Fixtures - and - Die - Design - 3Document31 pagesJigs, - Fixtures - and - Die - Design - 321P410 - VARUN MNo ratings yet
- Design of Castings and Selection of Parting LineDocument34 pagesDesign of Castings and Selection of Parting Line21P410 - VARUN MNo ratings yet
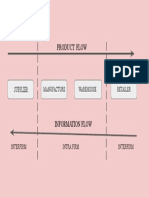
- Product Flow: SupplierDocument1 pageProduct Flow: Supplier21P410 - VARUN MNo ratings yet
- Ijmet 08 08 093Document11 pagesIjmet 08 08 09321P410 - VARUN MNo ratings yet
- 19P602 - Jigs, Fixture and Die Design: Design of Plastic Injection MouldsDocument54 pages19P602 - Jigs, Fixture and Die Design: Design of Plastic Injection Moulds21P410 - VARUN MNo ratings yet
- Replacement Theory: 20P204 - ASHWIN R 20P217 - Prithivirajan V 20P220 - Vijay Vignesh S 21P402 - Gurumoorthy DDocument20 pagesReplacement Theory: 20P204 - ASHWIN R 20P217 - Prithivirajan V 20P220 - Vijay Vignesh S 21P402 - Gurumoorthy D21P410 - VARUN MNo ratings yet
- QMM Presentation 20P110 Logesswaran TsDocument2 pagesQMM Presentation 20P110 Logesswaran Ts21P410 - VARUN MNo ratings yet
- Case Study On Single Factor Experiment: 20P117 - Ramanathan JDocument3 pagesCase Study On Single Factor Experiment: 20P117 - Ramanathan J21P410 - VARUN MNo ratings yet
- UntitledDocument3 pagesUntitled21P410 - VARUN MNo ratings yet
- Untitled DocumentDocument8 pagesUntitled Document21P410 - VARUN MNo ratings yet
- Assignment PresentationDocument15 pagesAssignment Presentation21P410 - VARUN MNo ratings yet
- Point of Sales Data - Benefits Supply Chain Efficiency: B.E PRODUCTION 2020 - 2024 PSG College of TechnologyDocument3 pagesPoint of Sales Data - Benefits Supply Chain Efficiency: B.E PRODUCTION 2020 - 2024 PSG College of Technology21P410 - VARUN MNo ratings yet
- UntitledDocument1 pageUntitled21P410 - VARUN MNo ratings yet
- Linear Regression-IIDocument17 pagesLinear Regression-II21P410 - VARUN MNo ratings yet
- 19P612 Supply Chain Management: Done By: 20P122 - Sasi Venkataramanan GDocument5 pages19P612 Supply Chain Management: Done By: 20P122 - Sasi Venkataramanan G21P410 - VARUN MNo ratings yet
- PSG College of Technology: Selvaganesan P Be Prod 6 13/03/2023 FN To 14/03/2023 AN 15/03/2023Document1 pagePSG College of Technology: Selvaganesan P Be Prod 6 13/03/2023 FN To 14/03/2023 AN 15/03/202321P410 - VARUN MNo ratings yet
- UntitledDocument5 pagesUntitled21P410 - VARUN MNo ratings yet
- Varun M: Mission and VisionDocument2 pagesVarun M: Mission and Vision21P410 - VARUN MNo ratings yet
- Roll NO Name NODocument2 pagesRoll NO Name NO21P410 - VARUN MNo ratings yet
- UntitledDocument2 pagesUntitled21P410 - VARUN MNo ratings yet
- 1) Statement: Descriptive Analytics, Is The Conventional Form of Business Intelligence and Data Analysis. B. FalseDocument21 pages1) Statement: Descriptive Analytics, Is The Conventional Form of Business Intelligence and Data Analysis. B. False21P410 - VARUN M100% (1)
- Topic: Mass CustomizationDocument4 pagesTopic: Mass Customization21P410 - VARUN MNo ratings yet
- Load Flow Analysis For A 220KV Line - Case StudyDocument12 pagesLoad Flow Analysis For A 220KV Line - Case StudyNmg KumarNo ratings yet
- Assignment On Operations Research by Rahul GuptaDocument21 pagesAssignment On Operations Research by Rahul GuptaKalai SNo ratings yet
- BUS 822 - Assignment-20 Aggregate PlanningDocument19 pagesBUS 822 - Assignment-20 Aggregate Planningcoolguys235No ratings yet
- EED8Document15 pagesEED8Akhil SuryaNo ratings yet
- BAEC 08 Block 02Document30 pagesBAEC 08 Block 02pradhanraja05679No ratings yet
- Euclidean Distance Reconstruction From Partial Distance InformationDocument11 pagesEuclidean Distance Reconstruction From Partial Distance Informationأحمد دراوشةNo ratings yet
- Efficient Filter Design For Loudspeaker EqualizationDocument13 pagesEfficient Filter Design For Loudspeaker EqualizationDan HauerNo ratings yet
- Topology OptimizationDocument40 pagesTopology OptimizationjeorgeNo ratings yet
- Continuous Manufacturing & Automation Solutions: 2017 Engineering, GMP & Validation ForumDocument34 pagesContinuous Manufacturing & Automation Solutions: 2017 Engineering, GMP & Validation ForumDejan DovzanNo ratings yet
- Solving Optimization Problems Using The Matlab OptDocument50 pagesSolving Optimization Problems Using The Matlab OptFirman PahrizalNo ratings yet
- Aggregate Scheduling HandoutsDocument3 pagesAggregate Scheduling HandoutsAirenne MendezNo ratings yet
- A Gentle Introduction To OptimizationDocument2 pagesA Gentle Introduction To Optimizationcacho63No ratings yet
- An Automatic Stock Trading System Using Particle Swarm Optimization (2017)Document4 pagesAn Automatic Stock Trading System Using Particle Swarm Optimization (2017)Gonza NNo ratings yet
- Larson ELA 8e 09 02 FinalDocument19 pagesLarson ELA 8e 09 02 FinalYianniNo ratings yet
- Design and Analysis of AlgorithmsDocument2 pagesDesign and Analysis of Algorithmsryu447No ratings yet
- IE578 FlexSim Report DraftDocument14 pagesIE578 FlexSim Report DraftPaula MoraNo ratings yet
- CO1 SESSION 2 Introduction Formulation of LPPDocument28 pagesCO1 SESSION 2 Introduction Formulation of LPPSweety AvalaNo ratings yet
- Aiaa Mdo TC 1998 White Paper On MdoDocument426 pagesAiaa Mdo TC 1998 White Paper On MdoFlávio CoutinhoNo ratings yet
- 01b-Hiromoto, Toshiro, 1991 OkDocument16 pages01b-Hiromoto, Toshiro, 1991 Okdwi handayaniNo ratings yet
- Hodges Regenerative ThesisDocument41 pagesHodges Regenerative ThesisAngel ZambranoNo ratings yet
- Product Portfolio Management at HPDocument29 pagesProduct Portfolio Management at HPAnandan RanganadanNo ratings yet
- A Fast Numerical Method For Flow Analysis and Blade Design in Centrifugal Pump ImpellersDocument6 pagesA Fast Numerical Method For Flow Analysis and Blade Design in Centrifugal Pump ImpellersCesar AudivethNo ratings yet
- Annual Reviews in Control: Dominique Sauter, Mohamed Amine Sid, Samir Aberkane, Didier MaquinDocument12 pagesAnnual Reviews in Control: Dominique Sauter, Mohamed Amine Sid, Samir Aberkane, Didier MaquinsidamineNo ratings yet
- PV PDFDocument25 pagesPV PDFFilmon TNo ratings yet
- Duality and Sensitivity: 4.1 Primal Dual FormulationsDocument19 pagesDuality and Sensitivity: 4.1 Primal Dual FormulationsSafwan mansuriNo ratings yet
- Hückel Molecular Orbital TheoryDocument20 pagesHückel Molecular Orbital TheoryNuansak3No ratings yet
- Intro To AtcDocument33 pagesIntro To Atcdeua2004No ratings yet
- Abstract:: Summary Report Multi-Layer Perceptron Training Optimization Using Nature Inspired ComputingDocument2 pagesAbstract:: Summary Report Multi-Layer Perceptron Training Optimization Using Nature Inspired ComputingAhsan RiazNo ratings yet
- ADA104915 HEC BeardDocument17 pagesADA104915 HEC BeardVageesha Shantha Veerabhadra SwamyNo ratings yet
- Greedy Vs Dynamic Programming ApproachDocument30 pagesGreedy Vs Dynamic Programming ApproachJoy SinghNo ratings yet