Download as pdf or txt
You might also like
- GGHHGDocument1 pageGGHHGAjay GelotNo ratings yet
- Ansi Sdi RD 2017 StandardDocument12 pagesAnsi Sdi RD 2017 StandardAlekNo ratings yet
- PDFDocument16 pagesPDFOsanebi Chukwudi Lucky0% (1)
- Young Engineers FranchiseDocument34 pagesYoung Engineers FranchiseAlex MathewNo ratings yet
- ASTM C94 C94M Standard Specification For Ready-Mixed ConcreteDocument1 pageASTM C94 C94M Standard Specification For Ready-Mixed ConcreteAmanda Ariesta ApriliaNo ratings yet
- Trans NonferrousMet Soc China29201918241835Document13 pagesTrans NonferrousMet Soc China29201918241835omerNo ratings yet
- Experimental Studies On Optimized Mechanical Properties While Dissimilar Joining AA6061 and AA5010 in A Friction Stir Welding ProcessDocument16 pagesExperimental Studies On Optimized Mechanical Properties While Dissimilar Joining AA6061 and AA5010 in A Friction Stir Welding ProcessRaul VelascoNo ratings yet
- 39IJMPERDAPR201939Document8 pages39IJMPERDAPR201939TJPRC PublicationsNo ratings yet
- Acoustic Emission-Based Monitoring Approach For Friction Stir Welding of Aluminum Alloy AA6063-T6 With Different Tool Pin ProfilesDocument10 pagesAcoustic Emission-Based Monitoring Approach For Friction Stir Welding of Aluminum Alloy AA6063-T6 With Different Tool Pin ProfileslarryNo ratings yet
- On The Immersed Friction Stir Welding of Aa6061-T6 A Metallurgic and Mechanical Comparison To Friction Stir WeldingDocument5 pagesOn The Immersed Friction Stir Welding of Aa6061-T6 A Metallurgic and Mechanical Comparison To Friction Stir WeldingKaushik SenguptaNo ratings yet
- 1 s20 S2214785323013202 Main 1Document5 pages1 s20 S2214785323013202 Main 1Sayon DeyNo ratings yet
- An Experimental Analysis and Process Parameter Optimization On AA7075 T6-AA6061 T6 Alloy Using Friction Stir WeldingDocument10 pagesAn Experimental Analysis and Process Parameter Optimization On AA7075 T6-AA6061 T6 Alloy Using Friction Stir WeldingDHARMADURAI.P MEC-AP/AERONo ratings yet
- 10.1016@j.matpr.2019.11.257AA2024 andAA6061 ANOVADocument5 pages10.1016@j.matpr.2019.11.257AA2024 andAA6061 ANOVAV.v. TaguisNo ratings yet
- ICEE097 - Full Length Paper PDFDocument4 pagesICEE097 - Full Length Paper PDFWeld TechNo ratings yet
- Paper 5Document7 pagesPaper 5Shakuntal KhamarNo ratings yet
- 2019 June IJRARDocument8 pages2019 June IJRARtarasasankaNo ratings yet
- Materials Today: Proceedings: Khalique Ejaz Ahmed, B.M. Nagesh, B.S. Raju, D.N. DrakshayaniDocument12 pagesMaterials Today: Proceedings: Khalique Ejaz Ahmed, B.M. Nagesh, B.S. Raju, D.N. DrakshayaniDavid SanchezNo ratings yet
- Materials Today: Proceedings: B. Elumalai, U. Omsakthivel, G. Yuvaraj, K. Giridharan, M.S. VijayanandDocument5 pagesMaterials Today: Proceedings: B. Elumalai, U. Omsakthivel, G. Yuvaraj, K. Giridharan, M.S. VijayanandYuvaraj RajuNo ratings yet
- Sensitivity Analysis of Process Parameters On TensDocument11 pagesSensitivity Analysis of Process Parameters On TensGabriel IriminNo ratings yet
- Investigations Into FSW Joints of Dissimilar Aluminum Alloys - ScienceDirectDocument6 pagesInvestigations Into FSW Joints of Dissimilar Aluminum Alloys - ScienceDirectpicul 08No ratings yet
- 2021 AA 5082 and AA 6061Document5 pages2021 AA 5082 and AA 6061V.v. TaguisNo ratings yet
- Heat Input & Joint Efficiency of Three Welding Processes Tig, Mig and FSW Using Aa6061Document6 pagesHeat Input & Joint Efficiency of Three Welding Processes Tig, Mig and FSW Using Aa6061V.v. TaguisNo ratings yet
- Quality Index For Friction Stir Welds in 7050 Aluminum PlatesDocument10 pagesQuality Index For Friction Stir Welds in 7050 Aluminum PlatesGabriel AguirreNo ratings yet
- Mechanical and Microstructural Characterization of Friction Stir Welded Al-Si-Mg AlloyDocument6 pagesMechanical and Microstructural Characterization of Friction Stir Welded Al-Si-Mg AlloySayyid RidhoNo ratings yet
- Investigation of Mechanical Behavior of Friction Stir Welded Joints of AA6063 With AA5083 Aluminum AlloysDocument5 pagesInvestigation of Mechanical Behavior of Friction Stir Welded Joints of AA6063 With AA5083 Aluminum AlloysMKM OfficialNo ratings yet
- Materials and Design: S. Gopalakrishnan, N. MuruganDocument6 pagesMaterials and Design: S. Gopalakrishnan, N. MuruganRahul SaraswatNo ratings yet
- Materials Today: Proceedings: P. Satish Kumar, M. Shiva ChanderDocument6 pagesMaterials Today: Proceedings: P. Satish Kumar, M. Shiva ChanderAHMED SAMIR ALEMDARNo ratings yet
- Modeling and Optimization of Tensile Shear Strength of Titanium:Aluminum Dissimilar Welded ComponentDocument11 pagesModeling and Optimization of Tensile Shear Strength of Titanium:Aluminum Dissimilar Welded Componentaw1228818No ratings yet
- 125 Ijmperdfeb2018125Document10 pages125 Ijmperdfeb2018125TJPRC PublicationsNo ratings yet
- Development and Analysis of Butt and Lap Welds in Micro Friction Stir Welding ( FSW)Document5 pagesDevelopment and Analysis of Butt and Lap Welds in Micro Friction Stir Welding ( FSW)HahaNo ratings yet
- Summary FSWDocument26 pagesSummary FSWhazelmyaNo ratings yet
- A Study of Effect Process Parameters On Tensile StrengthDocument9 pagesA Study of Effect Process Parameters On Tensile StrengthAnil ChauvanNo ratings yet
- Optimization and Control of Bending Distortion of Submerged Arc Welding I-BeamsDocument8 pagesOptimization and Control of Bending Distortion of Submerged Arc Welding I-BeamsGogyNo ratings yet
- Friction Stir Welding of Al 5052 With Al 6061 Alloys - 303756Document8 pagesFriction Stir Welding of Al 5052 With Al 6061 Alloys - 303756Paula InesNo ratings yet
- Comparative Investigation of Friction Stir WeldingDocument5 pagesComparative Investigation of Friction Stir WeldingV.v. TaguisNo ratings yet
- Journal of Manufacturing Processes: Z.L. Ni, F.X. Ye TDocument15 pagesJournal of Manufacturing Processes: Z.L. Ni, F.X. Ye TMukesh KumarNo ratings yet
- Microstructure and Residual Stress Distributions in Friction Stir Welding ofDocument9 pagesMicrostructure and Residual Stress Distributions in Friction Stir Welding ofRaul VelascoNo ratings yet
- Application of Taguchi Method For Resistance Spot Welding of Galvanized SteelDocument6 pagesApplication of Taguchi Method For Resistance Spot Welding of Galvanized Steelpradipta satrio wNo ratings yet
- 34-Article Text-161-1-10-20220605Document18 pages34-Article Text-161-1-10-20220605S A KaleNo ratings yet
- Bhuvaneswaran 2021Document7 pagesBhuvaneswaran 2021deise.godinhosNo ratings yet
- Effect of Tool Pin Profile On Microstructure and Tensile Properties of Friction Stir Welded Dissimilar AA 6061 eAA 5086 Aluminium Alloy JointsDocument11 pagesEffect of Tool Pin Profile On Microstructure and Tensile Properties of Friction Stir Welded Dissimilar AA 6061 eAA 5086 Aluminium Alloy JointsRaul VelascoNo ratings yet
- 13.evaluating Tensile StrengthDocument12 pages13.evaluating Tensile StrengthPalanisamy PonnusamyNo ratings yet
- 1 s2.0 S2214785319343834 Main PDFDocument6 pages1 s2.0 S2214785319343834 Main PDFJohnny VillarroelNo ratings yet
- 11 DoneDocument9 pages11 DoneShakuntal KhamarNo ratings yet
- Journal of Manufacturing Processes: SciencedirectDocument9 pagesJournal of Manufacturing Processes: SciencedirectMangesh LingampalleNo ratings yet
- 1 s2.0 S175558172200027X MainDocument11 pages1 s2.0 S175558172200027X Mainabcde.xyz1No ratings yet
- Heat Input Effects On Microstructural and Mechanical Analysis of AA2014 Alloy in Friction Stir Welding: Influence of Rotational and Traverse SpeedDocument9 pagesHeat Input Effects On Microstructural and Mechanical Analysis of AA2014 Alloy in Friction Stir Welding: Influence of Rotational and Traverse SpeedApoorvaNo ratings yet
- A Review Paper On Optimization of Shield PDFDocument8 pagesA Review Paper On Optimization of Shield PDFZen KingNo ratings yet
- A Review On Friction Stir Spot Welding Joints of Dissimilar Aluminium Alloys PDFDocument5 pagesA Review On Friction Stir Spot Welding Joints of Dissimilar Aluminium Alloys PDFMaros SaNo ratings yet
- LBW OptimizationDocument11 pagesLBW Optimizationfathi.alfazaniNo ratings yet
- Materials Science & Engineering A: Godwin Kwame Ahiale, Yong-Jun OhDocument7 pagesMaterials Science & Engineering A: Godwin Kwame Ahiale, Yong-Jun OhWandel BritoNo ratings yet
- Rajakumar 2012Document20 pagesRajakumar 2012rajesaravindNo ratings yet
- Zhang2020 AnnotatedDocument13 pagesZhang2020 AnnotatedAHMED SAMIR ALEMDARNo ratings yet
- Failure Mode Related Satish PaperDocument9 pagesFailure Mode Related Satish PaperAmarjeet Kumar SinghNo ratings yet
- Materials Today: Proceedings: Sharda Pratap Shrivas, G.K. Agrawal, Shubhrata Nagpal, Amit Kumar KachhawahaDocument8 pagesMaterials Today: Proceedings: Sharda Pratap Shrivas, G.K. Agrawal, Shubhrata Nagpal, Amit Kumar KachhawahaMKM OfficialNo ratings yet
- Eperimental Investigation of Effects of Welding Current and Elektrode AngleDocument3 pagesEperimental Investigation of Effects of Welding Current and Elektrode AngleMuizz AbdullahNo ratings yet
- Previous Paper - EditedDocument7 pagesPrevious Paper - EditedNaveen KumarNo ratings yet
- Optimization of Friction Stir Welding PR PDFDocument7 pagesOptimization of Friction Stir Welding PR PDFJefferson SegundoNo ratings yet
- Experimental Investigation On The Effects of ProceDocument17 pagesExperimental Investigation On The Effects of ProceHussain AlsaadyNo ratings yet
- A Review of Friction Stirs WeldingDocument6 pagesA Review of Friction Stirs WeldingEditor IJTSRDNo ratings yet
- Statistical Analysis On Mechanical Properties of Friction-Stir-Welded AA 1050/AA 5083 CouplesDocument8 pagesStatistical Analysis On Mechanical Properties of Friction-Stir-Welded AA 1050/AA 5083 CouplesShine KunnathNo ratings yet
- Shehabeldeen Et Al. - 2020 - A Novel Method For Predicting Tensile Strength of Friction Stir Welded AA6061 Aluminium Alloy Joints BasedDocument12 pagesShehabeldeen Et Al. - 2020 - A Novel Method For Predicting Tensile Strength of Friction Stir Welded AA6061 Aluminium Alloy Joints BasedMorteza AtaeiNo ratings yet
- Friction Stir WeldingDocument30 pagesFriction Stir WeldingDilip Patel100% (1)
- 50IJMPERDFEB201950Document8 pages50IJMPERDFEB201950TJPRC PublicationsNo ratings yet
- Kistler - Biomecanica - Olataforma Fuerza ColombiaDocument3 pagesKistler - Biomecanica - Olataforma Fuerza ColombiaV.v. TaguisNo ratings yet
- kumar2015CAP 1Document13 pageskumar2015CAP 1V.v. TaguisNo ratings yet
- Material Flow and Intermixing During Dissimilar Friction Stir WeldingDocument12 pagesMaterial Flow and Intermixing During Dissimilar Friction Stir WeldingV.v. TaguisNo ratings yet
- 10 3390@ma12223688 PDFDocument16 pages10 3390@ma12223688 PDFV.v. TaguisNo ratings yet
- 10 Anos de Produccion Cientifica en Latinoamerica CertificateDocument1 page10 Anos de Produccion Cientifica en Latinoamerica CertificateV.v. TaguisNo ratings yet
- 10.1016@j.matpr.2019.11.257AA2024 andAA6061 ANOVADocument5 pages10.1016@j.matpr.2019.11.257AA2024 andAA6061 ANOVAV.v. TaguisNo ratings yet
- 2021 AA 5082 and AA 6061Document5 pages2021 AA 5082 and AA 6061V.v. TaguisNo ratings yet
- A Method: For Interpreting The Data From Depth-Sensing Indentation Ins Rurnen TsDocument9 pagesA Method: For Interpreting The Data From Depth-Sensing Indentation Ins Rurnen TsV.v. TaguisNo ratings yet
- Sciencedirect: Preliminary Studies On Mecahnical and Metallurgical Behaviour of Friction Stir Welded Butt JointsDocument7 pagesSciencedirect: Preliminary Studies On Mecahnical and Metallurgical Behaviour of Friction Stir Welded Butt JointsV.v. TaguisNo ratings yet
- Vaccine: Caroline L. Vitse, Gregory A. PolandDocument7 pagesVaccine: Caroline L. Vitse, Gregory A. PolandV.v. TaguisNo ratings yet
- Comparative Investigation of Friction Stir WeldingDocument5 pagesComparative Investigation of Friction Stir WeldingV.v. TaguisNo ratings yet
- In Uence of Friction Stir Welding Parameters On Metallurgical and Mechanical Properties of Dissimilar AA5454-AA7075 Aluminum AlloysDocument10 pagesIn Uence of Friction Stir Welding Parameters On Metallurgical and Mechanical Properties of Dissimilar AA5454-AA7075 Aluminum AlloysV.v. TaguisNo ratings yet
- Heat Input & Joint Efficiency of Three Welding Processes Tig, Mig and FSW Using Aa6061Document6 pagesHeat Input & Joint Efficiency of Three Welding Processes Tig, Mig and FSW Using Aa6061V.v. TaguisNo ratings yet
- DESING EXPERT 10 Network Quick Start GuideDocument7 pagesDESING EXPERT 10 Network Quick Start GuideV.v. TaguisNo ratings yet
- Suryanarayanan-Sridhar2020 Article EffectOfProcessParametersInPinDocument12 pagesSuryanarayanan-Sridhar2020 Article EffectOfProcessParametersInPinV.v. TaguisNo ratings yet
- Calculating The Elastic Modulus From Instrumented Indentation Reload CurvesDocument11 pagesCalculating The Elastic Modulus From Instrumented Indentation Reload CurvesV.v. TaguisNo ratings yet
- Root Locus Theory in Active Vibration Co PDFDocument18 pagesRoot Locus Theory in Active Vibration Co PDFV.v. TaguisNo ratings yet
- Aws D 1.2 D1.2M 2014Document232 pagesAws D 1.2 D1.2M 2014V.v. TaguisNo ratings yet
- Fractal Fracture Mechanics Applied To Materials Engineering: December 2012Document41 pagesFractal Fracture Mechanics Applied To Materials Engineering: December 2012V.v. TaguisNo ratings yet
- Flujo de MaterialDocument13 pagesFlujo de MaterialV.v. TaguisNo ratings yet
- Materials Characterization: Yufeng Sun, Yoshiaki Morisada, Hidetoshi Fujii, Nobuhiro TsujiDocument10 pagesMaterials Characterization: Yufeng Sun, Yoshiaki Morisada, Hidetoshi Fujii, Nobuhiro TsujiV.v. TaguisNo ratings yet
- Pin Axis Effects On Forces in Friction Stir Welding Process: Original ArticleDocument7 pagesPin Axis Effects On Forces in Friction Stir Welding Process: Original ArticleV.v. TaguisNo ratings yet
- Modification of Electrical Conductivity by Friction Stir Processing of Aluminum AlloysDocument9 pagesModification of Electrical Conductivity by Friction Stir Processing of Aluminum AlloysV.v. TaguisNo ratings yet
- Microstructure, Hardness and Impact Toughness of Heat-Treated Nanodispersed Surface and Friction Stir-Processed Aluminum Alloy AA7075Document15 pagesMicrostructure, Hardness and Impact Toughness of Heat-Treated Nanodispersed Surface and Friction Stir-Processed Aluminum Alloy AA7075V.v. TaguisNo ratings yet
- Formation Characteristic, Microstructure, and Mechanical Performances of Aluminum-Based Components by Friction Stir Additive ManufacturingDocument11 pagesFormation Characteristic, Microstructure, and Mechanical Performances of Aluminum-Based Components by Friction Stir Additive ManufacturingV.v. TaguisNo ratings yet
- Investigation of Weld Defects in Friction-Stir Welding and Fusion Welding of Aluminium AlloysDocument10 pagesInvestigation of Weld Defects in Friction-Stir Welding and Fusion Welding of Aluminium AlloysV.v. TaguisNo ratings yet
- Course Outcomes CNCDocument3 pagesCourse Outcomes CNCbrar352100% (1)
- CH (3) H Design of Pile FoundationsDocument8 pagesCH (3) H Design of Pile FoundationsSasha NewmanNo ratings yet
- DemolitionDocument3 pagesDemolitionMAITRI ADUGENo ratings yet
- MEP Guidebook Final PDFDocument42 pagesMEP Guidebook Final PDFRAGAN100% (3)
- Electrical Engineering Project AssignmentDocument3 pagesElectrical Engineering Project Assignmentbhagya prabhashwaraNo ratings yet
- Jurnal VDI 2222Document4 pagesJurnal VDI 2222yumna salmaNo ratings yet
- AD Validation Guide Vol1 2015 enDocument684 pagesAD Validation Guide Vol1 2015 enkeffy_bfkNo ratings yet
- Paper - Integral BridgesDocument10 pagesPaper - Integral BridgesviralisursNo ratings yet
- TolerancesDocument15 pagesTolerancesCameron JohnsonNo ratings yet
- Load Schedule Rev-04Document35 pagesLoad Schedule Rev-04shaikhsajid242100% (1)
- Syllabuis Cdi 2Document7 pagesSyllabuis Cdi 2Hyman Jay BlancoNo ratings yet
- SIL For Shiraz Ammonia Project-3thOilHSE-A.banasazDocument9 pagesSIL For Shiraz Ammonia Project-3thOilHSE-A.banasazkokykarkarNo ratings yet
- Beam Strengthening With NSM BarsDocument9 pagesBeam Strengthening With NSM BarsAnhera enterpriseNo ratings yet
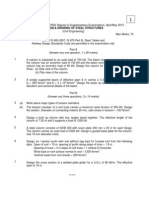
- 9A01601 Design & Drawing of Steel StructuresDocument5 pages9A01601 Design & Drawing of Steel StructuressivabharathamurthyNo ratings yet
- Prefabricated UNIT IIDocument52 pagesPrefabricated UNIT IIkavya sundaramNo ratings yet
- Chapter 1Document34 pagesChapter 1Esta AmeNo ratings yet
- Electrical SLD Plan 17 5 23Document1 pageElectrical SLD Plan 17 5 23iqbal husseinNo ratings yet
- Study Plan Bachelor of Engineering in Mechanical Engineering (150 Credits)Document2 pagesStudy Plan Bachelor of Engineering in Mechanical Engineering (150 Credits)Nilavra NillNo ratings yet
- "Autocad": Submitted To Mr. Ravindra Raj Dept of Civil Engg., BTIRT SagarDocument5 pages"Autocad": Submitted To Mr. Ravindra Raj Dept of Civil Engg., BTIRT Sagaraditya jainNo ratings yet
- Rock Mass CharacterizationDocument2 pagesRock Mass CharacterizationAzeNo ratings yet
- Orthographic Projection: Engineering Graphics & CADDocument84 pagesOrthographic Projection: Engineering Graphics & CADTulong ZhuNo ratings yet
- Syllubus M TechDocument33 pagesSyllubus M TechSumit KumarNo ratings yet
- Advantages of Steel in Bridge ConstructionDocument5 pagesAdvantages of Steel in Bridge Constructionrashi1717No ratings yet
- Ce 525: Ojt, Review and Mock Board: OrientationDocument13 pagesCe 525: Ojt, Review and Mock Board: OrientationJerome MartinezNo ratings yet
- Eaton 9355 UPSDocument9 pagesEaton 9355 UPSTonathiu MartinezNo ratings yet