Download as pdf or txt
You might also like
- Textile: Types, Properties, Production, Uses and CareDocument25 pagesTextile: Types, Properties, Production, Uses and CareChikanma OkoisorNo ratings yet
- Staple Cotton Spinning SystemsDocument24 pagesStaple Cotton Spinning Systemsagga1111No ratings yet
- Textile Ecology (Textile School)Document10 pagesTextile Ecology (Textile School)SUBRATA DAS100% (1)
- List of Successful Candidates Siss 3 2018 2019Document2 pagesList of Successful Candidates Siss 3 2018 2019Victor OmotoriogunNo ratings yet
- Introduction To Textiles 1Document217 pagesIntroduction To Textiles 1Md NurunnabiNo ratings yet
- Compact Spinning System: What For ?Document12 pagesCompact Spinning System: What For ?ThilinaAbhayarathneNo ratings yet
- Textile ScienceDocument22 pagesTextile ScienceAbhinav VermaNo ratings yet
- 5 Technological Developments in Yarn IndDocument28 pages5 Technological Developments in Yarn Indmahek ajugiaNo ratings yet
- Quality On Yarn 1Document39 pagesQuality On Yarn 1Ashiq Khan100% (1)
- DL Texturing OBA DTY EFK enDocument28 pagesDL Texturing OBA DTY EFK enSaulo Armando Giraldo Botero100% (1)
- 19 Yarn Requirement For KnittingDocument3 pages19 Yarn Requirement For KnittingJosé Kors100% (1)
- Unit 4-Cotton PDFDocument25 pagesUnit 4-Cotton PDFFuad HamidNo ratings yet
- Hualon YarnDocument3 pagesHualon YarnTrinhTruongNo ratings yet
- Fiber and YarnDocument38 pagesFiber and YarnPutri Mayangsari100% (1)
- "Triple Gold Medalist": by M.E. Textile EnggDocument46 pages"Triple Gold Medalist": by M.E. Textile EnggFouzia MirzaNo ratings yet
- Terry Towels Classification Designing and Manufacturing Technology MsDocument15 pagesTerry Towels Classification Designing and Manufacturing Technology MsBiswajit BiswasNo ratings yet
- R101 Lesson 7 Fabrics, Finishes and FurnishingsDocument44 pagesR101 Lesson 7 Fabrics, Finishes and FurnishingsAman KeltaNo ratings yet
- Introduction of Textile - Impulse FinalDocument31 pagesIntroduction of Textile - Impulse FinalAniket MaheshwariNo ratings yet
- Application of Nonwovens in Medical FieldDocument7 pagesApplication of Nonwovens in Medical FieldTamer Farouk KhalifaNo ratings yet
- Agro TextilesDocument5 pagesAgro TextilesFarid Ahmad100% (1)
- 2 GinningDocument29 pages2 GinningPrincesaxena SaxenaNo ratings yet
- Special Knitting StructureDocument4 pagesSpecial Knitting StructureYared Fikre100% (2)
- Fibre To Fabric Notes 1Document3 pagesFibre To Fabric Notes 1Mohan Reddy KothapetaNo ratings yet
- 6 Sem. B.Tech (Fashion & Apparel Technology) : PCFT 4304 Knitting & Non WovenDocument20 pages6 Sem. B.Tech (Fashion & Apparel Technology) : PCFT 4304 Knitting & Non WovenBebi WakaNo ratings yet
- Bi ComponentDocument13 pagesBi ComponentA.K.M. Rashedul IslamNo ratings yet
- CottonDocument84 pagesCottonMD.MAHABUB ALOM REFAETNo ratings yet
- Water - Proof Breathable FabricDocument29 pagesWater - Proof Breathable FabricKryptonNo ratings yet
- A Short View of Textile FibresDocument17 pagesA Short View of Textile FibresRezaul Karim TutulNo ratings yet
- WEAVING FaultsDocument12 pagesWEAVING FaultsM.Abdullah RiazNo ratings yet
- Innovation and Technological Advancement in SpinningDocument9 pagesInnovation and Technological Advancement in SpinningSeveshNo ratings yet
- A Practical Guide To Fibre Science (PDFDrive)Document311 pagesA Practical Guide To Fibre Science (PDFDrive)Ola SeragNo ratings yet
- Publications: Fibre & YarnDocument14 pagesPublications: Fibre & YarnvigneshbalajirsNo ratings yet
- Gel Spun PE FiberDocument35 pagesGel Spun PE FiberNimra GhafoorNo ratings yet
- Sulur Ranga TextilesDocument38 pagesSulur Ranga TextilesraviNo ratings yet
- Project Technical TextilesDocument22 pagesProject Technical Textilesvijayabaskar777No ratings yet
- Final NavDocument99 pagesFinal NavVarun JainNo ratings yet
- Build TechDocument13 pagesBuild Techila030% (1)
- Nano-Fiber Fabric - SNSDocument6 pagesNano-Fiber Fabric - SNSMehdi NaderiNo ratings yet
- Textile Science - III Sem - FinalDocument82 pagesTextile Science - III Sem - FinalAnand ShrivastavaNo ratings yet
- Gel Spinning: Presentation By: Manish Kumar (15MT20) Dept. of Metallurgical and Materials EngineeringDocument36 pagesGel Spinning: Presentation By: Manish Kumar (15MT20) Dept. of Metallurgical and Materials EngineeringRian Niko100% (1)
- Carpets: BY, Sushma RoyDocument34 pagesCarpets: BY, Sushma Royharshal kushwahNo ratings yet
- Objects of Carding in Spinning MillDocument1 pageObjects of Carding in Spinning MillDaksh PuraniNo ratings yet
- Water Proof Breathable FabricDocument13 pagesWater Proof Breathable Fabricjack omeNo ratings yet
- Study of The Effects of Time On Biopolishing of Cotton Knit FabricsDocument54 pagesStudy of The Effects of Time On Biopolishing of Cotton Knit Fabricskhansha ComputersNo ratings yet
- Research Report On Spinning Sector of Bangladesh-InitiationDocument24 pagesResearch Report On Spinning Sector of Bangladesh-InitiationjohnsumonNo ratings yet
- Textile Vocabulary 2Document10 pagesTextile Vocabulary 2scribd101No ratings yet
- Cost of GinningDocument9 pagesCost of GinningShankar V IyerNo ratings yet
- Fabric Powerpoint 19Document55 pagesFabric Powerpoint 19Japhet GatchoNo ratings yet
- Nonwovens Made of CottonDocument5 pagesNonwovens Made of CottonrejoramaNo ratings yet
- Bamboo Fabric DyeingDocument31 pagesBamboo Fabric DyeingSayed Mehdi Shah KazmiNo ratings yet
- Textile Proccessing - 1Document10 pagesTextile Proccessing - 1Shahzaib ButtNo ratings yet
- Module 2 PDFDocument98 pagesModule 2 PDFPrathmesh Bharuka100% (1)
- Fabric Studies - 2nd SetDocument32 pagesFabric Studies - 2nd SetP. Lakshmanakanth100% (3)
- Cotton GinningDocument9 pagesCotton GinningsaqureshNo ratings yet
- Textile Yarns: Prepared by P.Lakshmana Kanth Senior Faculty - IFTKDocument52 pagesTextile Yarns: Prepared by P.Lakshmana Kanth Senior Faculty - IFTKP. Lakshmanakanth100% (1)
- Training Report of Gcti Tarinees MS WORDDocument55 pagesTraining Report of Gcti Tarinees MS WORDAakash NagpalNo ratings yet
- Submitted by Sakshi Singh Himadri VyasDocument39 pagesSubmitted by Sakshi Singh Himadri VyasSakshi SinghNo ratings yet
- Fabric Science - I: Unit-4 Testing of FibresDocument24 pagesFabric Science - I: Unit-4 Testing of FibresRAHUL16398No ratings yet
- Modern Cotton Spinning Machinery, Its Principles and ConstructionFrom EverandModern Cotton Spinning Machinery, Its Principles and ConstructionNo ratings yet
- Carr and Latham's Technology of Clothing ManufactureFrom EverandCarr and Latham's Technology of Clothing ManufactureDavid J. TylerRating: 4 out of 5 stars4/5 (1)
- Mondelez HSE Discipline Matrix v.0Document5 pagesMondelez HSE Discipline Matrix v.0DeeyaNo ratings yet
- NewspaperDocument1 pageNewspaperDeeyaNo ratings yet
- Performance Days A/W 24/25Document18 pagesPerformance Days A/W 24/25DeeyaNo ratings yet
- FTF (Fibre)Document134 pagesFTF (Fibre)DeeyaNo ratings yet
- lm723 PDFDocument21 pageslm723 PDFjet_media100% (1)
- Installation and O&M of Offshore Renewable Energy Systems: Location: ONLINE Webinar Course ScheduleDocument1 pageInstallation and O&M of Offshore Renewable Energy Systems: Location: ONLINE Webinar Course ScheduleazbNo ratings yet
- Manual ATC 7110.65T PDFDocument602 pagesManual ATC 7110.65T PDFCarlos UribeNo ratings yet
- Multiple Regression Analysis: The Problem of Estimation: Gujarati 5e, Chapter 7Document20 pagesMultiple Regression Analysis: The Problem of Estimation: Gujarati 5e, Chapter 7RadityaNo ratings yet
- 10% Persuasive Speech Outline Template s12021Document8 pages10% Persuasive Speech Outline Template s12021Zulkhairi AlzuhdiNo ratings yet
- Klaus-Michael Fortmann-Fundamentals of LogisticsDocument143 pagesKlaus-Michael Fortmann-Fundamentals of LogisticsHéctor MendozaNo ratings yet
- MTA - Art of Reading 2016-17Document44 pagesMTA - Art of Reading 2016-17Angela Martinez AyesaNo ratings yet
- Waukesha Bearings Brush Seals USDocument2 pagesWaukesha Bearings Brush Seals USusmaniqbal15No ratings yet
- LNG Expert Training - Korea OktoberDocument9 pagesLNG Expert Training - Korea OktoberMasri MulyadiNo ratings yet
- Case Study DELHAIZE ZELLIK ENG PDFDocument2 pagesCase Study DELHAIZE ZELLIK ENG PDFhonghai_dlNo ratings yet
- EQC ACR User Manual Rev07 Apr2010 FinalDocument107 pagesEQC ACR User Manual Rev07 Apr2010 FinalHans SchellmannNo ratings yet
- C A PerryDocument17 pagesC A PerryInfanta mary33% (3)
- Victron Ve Direct ProtocolDocument11 pagesVictron Ve Direct ProtocolDefiant OverlandNo ratings yet
- Resume - Structural LabDocument5 pagesResume - Structural Labali bin sefuNo ratings yet
- Excerpt From Low-Code/No-Code: Citizen Developers and The Surprising Future of Business ApplicationsDocument20 pagesExcerpt From Low-Code/No-Code: Citizen Developers and The Surprising Future of Business ApplicationsPhil SimonNo ratings yet
- Protocol - 21-01-2022Document14 pagesProtocol - 21-01-2022systacare remediesNo ratings yet
- Computing Devices (Ii)Document8 pagesComputing Devices (Ii)Adaeze Victoria Pearl OnyekwereNo ratings yet
- Analytical Thinking TrainingDocument58 pagesAnalytical Thinking TrainingvnudiaNo ratings yet
- Knowledge Management: MITRE CorporationDocument18 pagesKnowledge Management: MITRE CorporationfNo ratings yet
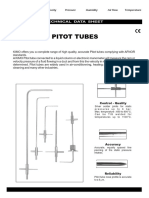
- FT Pitot Type LDocument4 pagesFT Pitot Type LThai VoNo ratings yet
- Power Electronics: Eng. Ameen QuranDocument31 pagesPower Electronics: Eng. Ameen QuranFatima AgNo ratings yet
- Capacitive MicrophoneDocument17 pagesCapacitive MicrophoneGeethakshayaNo ratings yet
- Toaz - Info Industries List 10 Oct 2012 PRDocument2,318 pagesToaz - Info Industries List 10 Oct 2012 PRGuru KrupaNo ratings yet
- Three Phase Induction MotorDocument6 pagesThree Phase Induction MotorCønstäh Van Der WüppertälärîanskíhNo ratings yet
- ConclusionDocument5 pagesConclusionAntonette PunsalanNo ratings yet
- PackML Definition Document V3.0 FinalDocument22 pagesPackML Definition Document V3.0 FinalTulia Concepcion PerezNo ratings yet
- Roland Sh-201 - Guide Book EnGLISHDocument15 pagesRoland Sh-201 - Guide Book EnGLISHHURRYSTARNo ratings yet
- Summative Assessment 7.2.2 I. MULTIPLE CHOICE. Directions: Choose The Correct Answer by Writing The Letter of Your ChoiceDocument3 pagesSummative Assessment 7.2.2 I. MULTIPLE CHOICE. Directions: Choose The Correct Answer by Writing The Letter of Your ChoiceGen-GenAlcantaraBaldadoNo ratings yet
- Introduction To Feedback and Control SystemDocument6 pagesIntroduction To Feedback and Control SystemAdriano Mercedes Jr. CanoNo ratings yet