Download as pdf or txt
You might also like
- SI1290F Crankcase Thru-Stud Locations, Repair of Oil LeakageDocument7 pagesSI1290F Crankcase Thru-Stud Locations, Repair of Oil Leakagedavid100% (1)
- King Servo SM292Document5 pagesKing Servo SM292splynNo ratings yet
- (Ssangyong) Manual de Taller Ssangyong Actyon 2001Document28 pages(Ssangyong) Manual de Taller Ssangyong Actyon 2001serccons S.A.S100% (1)
- Operation & Maintenance: AnnuallyDocument1 pageOperation & Maintenance: AnnuallyADVIKA GOWTHAMNo ratings yet
- 2049 - 075600 (1) - 718-753Document36 pages2049 - 075600 (1) - 718-753Sandro Lopez SolanoNo ratings yet
- Lembar Inspeksi Bell 412 600 FH 12 MonthDocument6 pagesLembar Inspeksi Bell 412 600 FH 12 MonthReza Setyo PermadiNo ratings yet
- Inspeccion de Mantenimiento Por Vida Limite.Document11 pagesInspeccion de Mantenimiento Por Vida Limite.francisco ybarra blancoNo ratings yet
- 01K PDFDocument1 page01K PDFженя евчинNo ratings yet
- HD-2-FM ServiceDocument8 pagesHD-2-FM Servicebabis lionakisNo ratings yet
- SB 388Document13 pagesSB 388oscarNo ratings yet
- VSD08M ManualDocument4 pagesVSD08M ManualbnzelectricianshopNo ratings yet
- Installation and Maintenance Manual For Aloyco Corrosion Resistant Alloy ValvesDocument23 pagesInstallation and Maintenance Manual For Aloyco Corrosion Resistant Alloy ValvesfaycealNo ratings yet
- 1341832085307-Air ConditioningDocument28 pages1341832085307-Air ConditioningMECHANICAL ENGINEERINGNo ratings yet
- Swing-Flex Check Valve: Operation, Maintenance and Installation ManualDocument8 pagesSwing-Flex Check Valve: Operation, Maintenance and Installation ManualAhmed ShawkyNo ratings yet
- Time Limits/Maintenance Checks Unscheduled Maintenance Checks Inspection/CheckDocument17 pagesTime Limits/Maintenance Checks Unscheduled Maintenance Checks Inspection/CheckWalter TorenaNo ratings yet
- ', Sec'I'Ioni Wlalntenanceanddlsasse: Arg-D14'Traction GeneratorDocument8 pages', Sec'I'Ioni Wlalntenanceanddlsasse: Arg-D14'Traction Generatoremmsh71No ratings yet
- KF Series 31 Checkvalves: Installation, Operation, and MaintenanceDocument2 pagesKF Series 31 Checkvalves: Installation, Operation, and MaintenanceVictor LopezNo ratings yet
- Calavar Condor 446q8 Operators Maintenance and Part ManualDocument20 pagesCalavar Condor 446q8 Operators Maintenance and Part ManualMichelle100% (62)
- Eaton Series 10 Char Lynn Power Steering Wide Angle Control Catalog C Stcu Ts008 e en UsDocument20 pagesEaton Series 10 Char Lynn Power Steering Wide Angle Control Catalog C Stcu Ts008 e en UsRicardo ArzolaNo ratings yet
- Sub StationDocument31 pagesSub Stationkundum santosh100% (1)
- 79U, E Spring Return and Double Acting Pneumatic Quarter-Turn Actuators Operations (2000)Document12 pages79U, E Spring Return and Double Acting Pneumatic Quarter-Turn Actuators Operations (2000)COILED TUBINGNo ratings yet
- Valtek Spring Cylinder Rotary Actuators: General InformationDocument8 pagesValtek Spring Cylinder Rotary Actuators: General InformationJUAN ANTONIO HERNANDEZ SOSANo ratings yet
- High Pressure Carbon Dioxide Systems: Design, Installation, Recharge, and Maintenance ManualDocument5 pagesHigh Pressure Carbon Dioxide Systems: Design, Installation, Recharge, and Maintenance ManualMOHAMMED HADINo ratings yet
- GMOD Engine Build Manual Sections 4-11 02152016Document51 pagesGMOD Engine Build Manual Sections 4-11 02152016ullwnNo ratings yet
- Luxfer Poster Fitness CheckDocument1 pageLuxfer Poster Fitness CheckVenkatesan ManikandanNo ratings yet
- Maintaining Valves The Right Way: by Nwaoha Chikezie of CASEIDocument2 pagesMaintaining Valves The Right Way: by Nwaoha Chikezie of CASEIRajibNo ratings yet
- RM 8Document15 pagesRM 8Cristian CatalánNo ratings yet
- Operating Instructions: 2300 SERIES Resilient Wedge Gate Valve Application & MaintenanceDocument16 pagesOperating Instructions: 2300 SERIES Resilient Wedge Gate Valve Application & MaintenanceirshadNo ratings yet
- 3.20 On-Off - 27000Document13 pages3.20 On-Off - 27000Cuong TranNo ratings yet
- Trans DLDocument3 pagesTrans DLAlaaNo ratings yet
- Vag Kssplus Hollow-Jet Discharge Valve: Operation and Maintenance InstructionsDocument12 pagesVag Kssplus Hollow-Jet Discharge Valve: Operation and Maintenance InstructionsJosue Rivera YaresiNo ratings yet
- Agco 800-900 Is-V3117 Agcsb-0072-EnDocument5 pagesAgco 800-900 Is-V3117 Agcsb-0072-EnChirasak PaksasornNo ratings yet
- York Chiller - Maintenance RequirementsDocument3 pagesYork Chiller - Maintenance RequirementsZahin BasriNo ratings yet
- Hydraulic System Initial Start-Up and MaintenanceDocument4 pagesHydraulic System Initial Start-Up and MaintenanceLuisNo ratings yet
- Foam System - V.0 - WS PDFDocument82 pagesFoam System - V.0 - WS PDFSajjadNo ratings yet
- MANTENIMIENTODocument17 pagesMANTENIMIENTOHENRY CAMILO QUINTERO ALBARRACINNo ratings yet
- SB98 2Document6 pagesSB98 2Luis LeonNo ratings yet
- I & M Mark V-100 Series: NtroductionDocument16 pagesI & M Mark V-100 Series: Ntroductionwagner machado de moraesNo ratings yet
- Manual Servicio Eaton Serie 10 PDFDocument16 pagesManual Servicio Eaton Serie 10 PDFCesar MoraNo ratings yet
- SM 112Document210 pagesSM 112jhon greigNo ratings yet
- Parte 5 Md200Document22 pagesParte 5 Md200samuelNo ratings yet
- Transmission Pressures - Test (SENR9159-10)Document3 pagesTransmission Pressures - Test (SENR9159-10)Anderson Oliveira SilvaNo ratings yet
- Pentair Goyen Manifold Mount Pulse Jet ValvesDocument11 pagesPentair Goyen Manifold Mount Pulse Jet ValvesAbhishek PatelNo ratings yet
- Bendix TC-2 Trailer Control Brake Valve: DescriptionDocument4 pagesBendix TC-2 Trailer Control Brake Valve: Descriptionjorge chavarriaNo ratings yet
- Control-Valve-Handbook-En-3661206 Pages 51-60Document10 pagesControl-Valve-Handbook-En-3661206 Pages 51-60trevNo ratings yet
- CVS EZ Instruction ManualDocument28 pagesCVS EZ Instruction ManualJohn Harry RamirezNo ratings yet
- Steam Turbine Steam Control Valve Failure: by Vasanth Bhat & Thangavel Suthan Singapore Refining Company Pte. LTDDocument19 pagesSteam Turbine Steam Control Valve Failure: by Vasanth Bhat & Thangavel Suthan Singapore Refining Company Pte. LTDSaleem RahmanNo ratings yet
- Series 10 Versasteer™: Parts and Repair InformationDocument16 pagesSeries 10 Versasteer™: Parts and Repair InformationRidha AbbassiNo ratings yet
- Supplementary Remarks On Maintenance Work On Valve Cones Cus 185Document2 pagesSupplementary Remarks On Maintenance Work On Valve Cones Cus 185Wing On WongNo ratings yet
- RT440B ENG Rev.01 - 2007 (1) (099-248)Document150 pagesRT440B ENG Rev.01 - 2007 (1) (099-248)Valmaq Prestação Serviço LdaNo ratings yet
- Repair Manual - SS-001 Thru SS-130Document15 pagesRepair Manual - SS-001 Thru SS-130AlexandrNo ratings yet
- Manual Series 290Document17 pagesManual Series 290Jim JonesjrNo ratings yet
- Avk Double Eccentric Butterfly Valves: Series 756Document15 pagesAvk Double Eccentric Butterfly Valves: Series 756Panagiotis PanagosNo ratings yet
- 8.1 O&M-KAT B 1310 EKN Edition2 en 11 09.unlockedDocument16 pages8.1 O&M-KAT B 1310 EKN Edition2 en 11 09.unlockeddarinnavilNo ratings yet
- Rolls Royce m250 c20r Series Operation and Maintenance 720000 5Document32 pagesRolls Royce m250 c20r Series Operation and Maintenance 720000 5Antonio AmbrosoneNo ratings yet
- Re 07900Document2 pagesRe 07900muhammadNo ratings yet
- Rolls - Royce Engine - Inspection/Check: M250 - C20 Series Operation and MaintenanceDocument36 pagesRolls - Royce Engine - Inspection/Check: M250 - C20 Series Operation and MaintenanceFranny Alexandra Tamayo RiocampoNo ratings yet
- Scan 16 - 09 - 2019 PDFDocument10 pagesScan 16 - 09 - 2019 PDFanon_92005543No ratings yet
- Masoneilan 21000 IOMDocument20 pagesMasoneilan 21000 IOMGastonBalcarcelNo ratings yet
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- SB 1184Document8 pagesSB 1184davidNo ratings yet
- UntitledDocument2 pagesUntitleddavidNo ratings yet
- Service Letter: TitleDocument2 pagesService Letter: TitledavidNo ratings yet
- Service InstructionDocument1 pageService InstructiondavidNo ratings yet
- SI1059E Pre-Lube of Parts Before AssemblyDocument2 pagesSI1059E Pre-Lube of Parts Before AssemblydavidNo ratings yet
- Active Service Letters: Slno Date ModelsDocument7 pagesActive Service Letters: Slno Date ModelsdavidNo ratings yet
- Service Instruction: LycomingDocument1 pageService Instruction: LycomingdavidNo ratings yet
- Service Bulletin: Teledyne Continental Aircraft EngineDocument6 pagesService Bulletin: Teledyne Continental Aircraft EnginedavidNo ratings yet
- SN74HC04NDocument5 pagesSN74HC04NRama Tenis CopecNo ratings yet
- 1000 PDFDocument34 pages1000 PDFMykola TitovNo ratings yet
- P AIn Analog InputDocument64 pagesP AIn Analog Inputcarbono980No ratings yet
- 13) Handayani2017Document58 pages13) Handayani2017atikaNo ratings yet
- SML Isuzu LimitedDocument20 pagesSML Isuzu LimitedASHA KAINDALNo ratings yet
- The Gadgeteer: Sex, Self and Consumerism in Stuff Magazine: Language & Ecology 2007Document8 pagesThe Gadgeteer: Sex, Self and Consumerism in Stuff Magazine: Language & Ecology 2007Sree HarshaNo ratings yet
- Electric Heater Datasheet: Domgas PreheaterDocument3 pagesElectric Heater Datasheet: Domgas PreheaterSonNguyenNo ratings yet
- PDFDocument9 pagesPDFmanish kumarNo ratings yet
- Appendix A: SPU Design ChecklistDocument14 pagesAppendix A: SPU Design ChecklistfarhanyazdaniNo ratings yet
- AUSA Winter Program FINALDocument48 pagesAUSA Winter Program FINALomarhanandehNo ratings yet
- 11 ReliabilityDocument21 pages11 ReliabilityAnkit NayakNo ratings yet
- Ezdsp f2812 Tutorial 3Document16 pagesEzdsp f2812 Tutorial 3Leroy Lionel SonfackNo ratings yet
- IAS2223 HCI CarrymarksDocument1 pageIAS2223 HCI CarrymarksMuhammad HashimNo ratings yet
- Excel VBA Simulation Basic Tutorial 101Document18 pagesExcel VBA Simulation Basic Tutorial 101jesusbarajasNo ratings yet
- F9222L SMDocument1 pageF9222L SMTvcrepairNo ratings yet
- Gtu Civil 3160608 Winter 2022Document2 pagesGtu Civil 3160608 Winter 2022devang majithiyaNo ratings yet
- Purpose:: For Manual and Powered Chain Hoists A36 or A572/A992 SteelDocument3 pagesPurpose:: For Manual and Powered Chain Hoists A36 or A572/A992 SteelNazira Abd RahmanNo ratings yet
- Greywater UtilisationDocument9 pagesGreywater UtilisationSendika ArtyantoNo ratings yet
- Zhejiang Sanye Catelogue-Fittings2019Document80 pagesZhejiang Sanye Catelogue-Fittings2019Danyang YUNo ratings yet
- Manual - Procucto Introduction RPHDocument4 pagesManual - Procucto Introduction RPHRafo Vega GuerovichNo ratings yet
- Global AE Training - Cooling System - 28apr21Document61 pagesGlobal AE Training - Cooling System - 28apr21thainarimeNo ratings yet
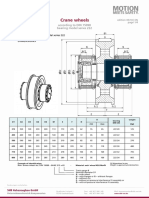
- Datasheet Crane Wheels DIN15090Document4 pagesDatasheet Crane Wheels DIN15090ayavuzbvsNo ratings yet
- Data Structure 1 - Topic 3Document43 pagesData Structure 1 - Topic 3elaine grace lariosaNo ratings yet
- Mercer Valve 9100 Relief Valve Threaded AEDocument16 pagesMercer Valve 9100 Relief Valve Threaded AEdoens JKTNo ratings yet
- Allied G 180 Suction Service ManualDocument12 pagesAllied G 180 Suction Service ManualRAVIMURUGANNo ratings yet
- NO Part Code Part Description Picture: Tools List - Suzuki (Passenger Car)Document4 pagesNO Part Code Part Description Picture: Tools List - Suzuki (Passenger Car)Miftakhul JvcNo ratings yet
- Description: Tags: Acshbocio14Document44 pagesDescription: Tags: Acshbocio14anon-228347No ratings yet
- Business StatisticsDocument3 pagesBusiness StatisticsNia ニア MulyaningsihNo ratings yet
- Overlay NetworksDocument7 pagesOverlay NetworksSuganya PeriasamyNo ratings yet