Download as docx, pdf, or txt
You might also like
- Catalytic Converter For Automobiles Project FinalDocument25 pagesCatalytic Converter For Automobiles Project Finalchristo.t.josephNo ratings yet
- Development and Performance AnalysisOf Nicel Based Catalytic ConverterDocument4 pagesDevelopment and Performance AnalysisOf Nicel Based Catalytic ConverterRojil GhufronNo ratings yet
- Chapter 1Document17 pagesChapter 1Sumanth SumanthNo ratings yet
- Catalytic Converter Based On Non Noble MaterialDocument4 pagesCatalytic Converter Based On Non Noble Materialpamela garciaNo ratings yet
- Control of Exhaust Emissions From An Si Engine With Metallic (Copper) Coating, Fuel Blend and Catalytic ConverterDocument10 pagesControl of Exhaust Emissions From An Si Engine With Metallic (Copper) Coating, Fuel Blend and Catalytic ConverterTJPRC PublicationsNo ratings yet
- Megawati, Catur Rini Widyastuti, Khairatun Nisa, RatnaningrumDocument9 pagesMegawati, Catur Rini Widyastuti, Khairatun Nisa, RatnaningrumDevinda RANo ratings yet
- A Review On Performance Enhancement of Catalytic Conveter by Making Geometrical ChangesDocument6 pagesA Review On Performance Enhancement of Catalytic Conveter by Making Geometrical ChangesEditor IJTSRDNo ratings yet
- Automobile Catalytic ConverterDocument9 pagesAutomobile Catalytic Converterสุทิมา ศรีวิภาสถิตย์No ratings yet
- Role of Calcination Temperature OnDocument9 pagesRole of Calcination Temperature OnThiago FagundesNo ratings yet
- Sustainable Environment Research: Abdul Ghofur, Soemarno, Abdul Hadi, Meilana Dharma PutraDocument6 pagesSustainable Environment Research: Abdul Ghofur, Soemarno, Abdul Hadi, Meilana Dharma PutraYana HanaNo ratings yet
- Reduction of Diesel Engine Emissions Usi PDFDocument6 pagesReduction of Diesel Engine Emissions Usi PDFSalar AhmedNo ratings yet
- The Performance and Exhaust Emissions Investigation of A Diesel Engine Using - Al O Nanoparticle Additives To BiodieselDocument10 pagesThe Performance and Exhaust Emissions Investigation of A Diesel Engine Using - Al O Nanoparticle Additives To BiodieselT Hari PrasadNo ratings yet
- Catalytic ConvertersDocument3 pagesCatalytic Convertersstardustmoonlight18No ratings yet
- 7 J MST 87 2023 59 69 7926Document11 pages7 J MST 87 2023 59 69 7926k3proNo ratings yet
- Catalyst PreparationDocument7 pagesCatalyst PreparationAulia RahmanNo ratings yet
- The Influence of Various Oxygenated Functional Groups in Carbonyl and Ether Compounds On Compression Ignition and Exhaust Gas EmissionsDocument15 pagesThe Influence of Various Oxygenated Functional Groups in Carbonyl and Ether Compounds On Compression Ignition and Exhaust Gas Emissionschris21091No ratings yet
- Review Paper On Catalytic Converter For Automotive Exhaust EmissionDocument6 pagesReview Paper On Catalytic Converter For Automotive Exhaust Emissionpamela garciaNo ratings yet
- Performance of P-Toluenesulfonic Acid-Based Deep Eutectic Solvent in Denitrogenation: Computational Screening and Experimental ValidationDocument19 pagesPerformance of P-Toluenesulfonic Acid-Based Deep Eutectic Solvent in Denitrogenation: Computational Screening and Experimental Validationsorfina amranNo ratings yet
- 4747 325 9037 1 10 20170613 PDFDocument6 pages4747 325 9037 1 10 20170613 PDFAchmad IrfaniNo ratings yet
- Unesco - Eolss Sample Chapters: Catalytic Converters and Other Emission Control DevicesDocument8 pagesUnesco - Eolss Sample Chapters: Catalytic Converters and Other Emission Control DevicesAnonymous XZFWxWYUqXNo ratings yet
- Catalysts Last LectureDocument23 pagesCatalysts Last Lectureyuvi78312No ratings yet
- Pyrolisis Oil1Document8 pagesPyrolisis Oil1mdsabbirNo ratings yet
- Practical 12: To Study The Effect of Residual Gasses On EnvironmentDocument6 pagesPractical 12: To Study The Effect of Residual Gasses On EnvironmentMuhammad Arslan AfzalNo ratings yet
- Design, Fabrication and Testing of A Mno Based Catalytic ConverterDocument8 pagesDesign, Fabrication and Testing of A Mno Based Catalytic ConverterJimsNo ratings yet
- UmarDocument6 pagesUmarusman7222No ratings yet
- Tyre Pyrolysis by Using Nano Catalyst ToDocument6 pagesTyre Pyrolysis by Using Nano Catalyst ToSaif Khan MubinNo ratings yet
- The Effect of Ethanol Blended Diesel Fuels On Emissions From A Diesel EngineDocument7 pagesThe Effect of Ethanol Blended Diesel Fuels On Emissions From A Diesel EngineraumilNo ratings yet
- Recent Trends in Catalyst Development ForDocument33 pagesRecent Trends in Catalyst Development ForMark AgusNo ratings yet
- Design Optimization of Catalytic Converter To Reduce Particulate Matter and Achieve Limited Back Pressure in Diesel Engine by CFDDocument8 pagesDesign Optimization of Catalytic Converter To Reduce Particulate Matter and Achieve Limited Back Pressure in Diesel Engine by CFDdigvijaydeshmukhNo ratings yet
- Improving Light Olefins and Light Oil Production Using Ru/MCM-48 in Catalytic Pyrolysis of Waste TireDocument7 pagesImproving Light Olefins and Light Oil Production Using Ru/MCM-48 in Catalytic Pyrolysis of Waste TireGuna SeelanNo ratings yet
- Fuel EnergizerDocument26 pagesFuel EnergizerAmal JithNo ratings yet
- 10 1016@j Ijhydene 2016 07 072Document13 pages10 1016@j Ijhydene 2016 07 072peymanNo ratings yet
- Facile Production of Biofuel Via Solvent-Free Deoxygenation of Oleic Acid Using A CoMo CatalystDocument10 pagesFacile Production of Biofuel Via Solvent-Free Deoxygenation of Oleic Acid Using A CoMo CatalystHasif ImaniNo ratings yet
- Aceytlene Paper AIPDocument14 pagesAceytlene Paper AIPlakshmanantNo ratings yet
- Diesel Exhaust Particles in The Work Environment and Their AnalysisDocument11 pagesDiesel Exhaust Particles in The Work Environment and Their AnalysisKhalil OukebdaneNo ratings yet
- Study of Catalytic Convertor and Use of Fly Ash Waste As An Alternate CatalystDocument21 pagesStudy of Catalytic Convertor and Use of Fly Ash Waste As An Alternate CatalystAkash srivastavaNo ratings yet
- Exhaust Gas Recirculation SystemDocument7 pagesExhaust Gas Recirculation Systemmalik visheshNo ratings yet
- Combustibles LiquidosDocument7 pagesCombustibles LiquidosVictor Hugo CarreÓnNo ratings yet
- The University of Bradford Institutional RepositoryDocument45 pagesThe University of Bradford Institutional RepositoryasyaNo ratings yet
- Syngas As A Fuel For IC and Diesel Engines Efficiency and HarmfulDocument12 pagesSyngas As A Fuel For IC and Diesel Engines Efficiency and HarmfulBhon Rosal0% (1)
- Gerzeliev2020 Article ChoosingAMicrosphericalCatalysDocument6 pagesGerzeliev2020 Article ChoosingAMicrosphericalCatalysLibia CaravaliNo ratings yet
- Kinetic Model Development of The Oligomerization of High Olefin Containing Hydrocarbon By-Products To Clean Engine Fuels On Amberlyst CatalystDocument12 pagesKinetic Model Development of The Oligomerization of High Olefin Containing Hydrocarbon By-Products To Clean Engine Fuels On Amberlyst CatalystrujunliNo ratings yet
- Author's Accepted Manuscript: Case Studies in Thermal EngineeringDocument13 pagesAuthor's Accepted Manuscript: Case Studies in Thermal EngineeringNanda Hendra PratamaNo ratings yet
- Combustible Con Hidrógeno de Aceite de GirasolDocument7 pagesCombustible Con Hidrógeno de Aceite de Girasolluis carlos castilloNo ratings yet
- Methanol Synthesis (Safety)Document16 pagesMethanol Synthesis (Safety)furqankausarhaiderNo ratings yet
- Fabrication of Hydroxy Cell Aided Petrol EngineDocument21 pagesFabrication of Hydroxy Cell Aided Petrol Engineraviteja tankalaNo ratings yet
- Catalytic Converter - Wikipedia, The Free EncyclopediaDocument11 pagesCatalytic Converter - Wikipedia, The Free EncyclopediaazamrashdiNo ratings yet
- Hydrogen Generation From Plasmatron Reformers: A Promising Technology For No Adsorber Regeneration and Other Automotive ApplicationsDocument7 pagesHydrogen Generation From Plasmatron Reformers: A Promising Technology For No Adsorber Regeneration and Other Automotive ApplicationsMurali KrishnanNo ratings yet
- Use of Organometallic Compounds in Homogenous CatatysisDocument8 pagesUse of Organometallic Compounds in Homogenous Catatysisiram ranaNo ratings yet
- CatalysatorDocument8 pagesCatalysatorslowspeedysNo ratings yet
- Report Mini Project-Group 1Document129 pagesReport Mini Project-Group 1NISA NABILAH MOHD ASRINNo ratings yet
- Integrated Fuel Processing For Low - Temperature & High - Temperature Fuel CellsDocument2 pagesIntegrated Fuel Processing For Low - Temperature & High - Temperature Fuel CellsJuan Esteban Domaniczky LanikNo ratings yet
- ManuscriptDocument20 pagesManuscriptapi-3728640No ratings yet
- Coal To Methanol p2Document8 pagesCoal To Methanol p2moeeezNo ratings yet
- Analisa Pengaruh Katalis Tembaga Pada Katalytik Konverter Terhadap Emisi Gas Carbon Monoksida Dan Hidro Karbon Pada Kendaraan Motor BensinDocument11 pagesAnalisa Pengaruh Katalis Tembaga Pada Katalytik Konverter Terhadap Emisi Gas Carbon Monoksida Dan Hidro Karbon Pada Kendaraan Motor BensinDimas Taufiq RNo ratings yet
- The Diesel Catalytic ConverterDocument4 pagesThe Diesel Catalytic ConvertersayeemNo ratings yet
- Report AJUDocument20 pagesReport AJUTHE DARK KNIGHTNo ratings yet
- Automotive Catalytic Converter RefiningDocument54 pagesAutomotive Catalytic Converter RefiningAFLAC ............100% (3)
- Effect of Preparation Conditions On The Catalytic Activity of Cumnox Catalysts For Co OxidationDocument15 pagesEffect of Preparation Conditions On The Catalytic Activity of Cumnox Catalysts For Co OxidationMegumiNodaNo ratings yet
- Carbon Capture Technologies for Gas-Turbine-Based Power PlantsFrom EverandCarbon Capture Technologies for Gas-Turbine-Based Power PlantsNo ratings yet
- BOQ and MeasurmentDocument12 pagesBOQ and MeasurmentBipin Ramesh JainNo ratings yet
- Eurol Hykrol HLP ISO-VG 68Document1 pageEurol Hykrol HLP ISO-VG 68Edwin ElelNo ratings yet
- For Construction: IR - FF12 PT1 PT1Document9 pagesFor Construction: IR - FF12 PT1 PT1Kesanam SpNo ratings yet
- 3 MEP SMP Negeri 2 Satap Parigi SelatanDocument31 pages3 MEP SMP Negeri 2 Satap Parigi Selatanrezhalengkong tulipNo ratings yet
- Factors Affecting Strength of ConcreteDocument5 pagesFactors Affecting Strength of ConcreteMartin100% (3)
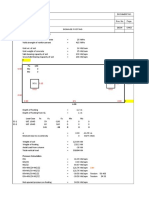
- Beam and Slab Type Combined FootingDocument6 pagesBeam and Slab Type Combined FootingAlphyl BalasabasNo ratings yet
- RB GB 11.webDocument92 pagesRB GB 11.websugestiNo ratings yet
- IC Package, Assembly TechnologyDocument115 pagesIC Package, Assembly TechnologyRobina Anderson100% (2)
- Gravimetric AnalysisDocument11 pagesGravimetric AnalysisLUISA YALILA RODRIGUEZ GALVIZNo ratings yet
- Design of Flexible Retaining Walls (Sheet-Piles) :: Lebanese University. Faculty of Engineering. Department-1Document24 pagesDesign of Flexible Retaining Walls (Sheet-Piles) :: Lebanese University. Faculty of Engineering. Department-1eliasjamhourNo ratings yet
- Icrtet0171 SRP171Document7 pagesIcrtet0171 SRP171Amanulla KhanNo ratings yet
- Swot Analysis On Diamond Cutting IndustriesDocument13 pagesSwot Analysis On Diamond Cutting IndustriesPawan2183% (6)
- Aws Module 3Document43 pagesAws Module 3rex valencia100% (1)
- BS 1881 201 Testing Concrete Guide To The Use of Non Destructive Methods of Test For Hardened Concrete PDFDocument28 pagesBS 1881 201 Testing Concrete Guide To The Use of Non Destructive Methods of Test For Hardened Concrete PDFAnand.5No ratings yet
- Kosi WorkDocument11 pagesKosi WorkKermit CloudNo ratings yet
- Coal Gasification Design ProjectDocument5 pagesCoal Gasification Design ProjectBerheNo ratings yet
- Atkinson 2003Document64 pagesAtkinson 2003Akshay29No ratings yet
- BOPPDocument21 pagesBOPPN khade100% (1)
- Hazardous Waste ManagementDocument16 pagesHazardous Waste ManagementatharvaNo ratings yet
- IEE EIA Regulation 2020 - 0Document15 pagesIEE EIA Regulation 2020 - 0Muhammad Zahid Iqbal Research AssociateNo ratings yet
- Vistamaxx™ 6202: Performance PolymerDocument2 pagesVistamaxx™ 6202: Performance PolymerJose Luis Arana AguilarNo ratings yet
- Computer AnalysisDesign of Large Mat Foundations 1Document2 pagesComputer AnalysisDesign of Large Mat Foundations 1juan carlos molano toroNo ratings yet
- CAD Tutorial 8 Introduction To FEADocument2 pagesCAD Tutorial 8 Introduction To FEAHaw Ming ShamuraiiNo ratings yet
- Long-Term Aerobic Granular Sludge Stability Through Anaerobic Slow FeedingDocument12 pagesLong-Term Aerobic Granular Sludge Stability Through Anaerobic Slow Feedingsamuel campos carvalhoNo ratings yet
- BangaDocument28 pagesBangaJayven BolivarNo ratings yet
- Specification CEFO G2 - ENDocument15 pagesSpecification CEFO G2 - ENLeo Gamarra LanguideyNo ratings yet
- Part IDocument61 pagesPart IYhane Hermann BackNo ratings yet
- A Comprehensive Review of Black Powder: Technical Report Brl-Tr-2630Document41 pagesA Comprehensive Review of Black Powder: Technical Report Brl-Tr-2630Zeev Barvish100% (1)
- Francisco Oringo, Sr. Elementary SchoolDocument3 pagesFrancisco Oringo, Sr. Elementary SchoolprecillaugartehalagoNo ratings yet
- Rashmiranjn Si-716CE3008 (2) (NDT & UPV)Document4 pagesRashmiranjn Si-716CE3008 (2) (NDT & UPV)RASHMIRANJAN SINo ratings yet