
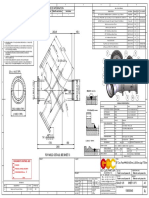
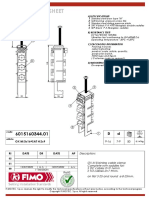
28 X 44,5 (TYP.) : Mark Piece Information
28 X 44,5 (TYP.) : Mark Piece Information
You might also like
- ASNA2536-collars CortaduraDocument6 pagesASNA2536-collars CortaduraCurro Espadafor Fernandez AmigoNo ratings yet
- MCQ Materials ScienceDocument7 pagesMCQ Materials Sciencefotick100% (6)
- Mark Piece Information: For Weld Details, See Sheet: 3Document5 pagesMark Piece Information: For Weld Details, See Sheet: 3Proorocu MikyNo ratings yet
- Spool With Certificate: Document Control GCCDocument1 pageSpool With Certificate: Document Control GCCProorocu MikyNo ratings yet
- Guf Misc 00036 e RNDocument2 pagesGuf Misc 00036 e RNsrinivas raoNo ratings yet
- PI Shoe Guide Anchor Support StandardsDocument40 pagesPI Shoe Guide Anchor Support StandardsKarun NayyarNo ratings yet
- 7.5 Kva BomDocument2 pages7.5 Kva BomDinesh MNo ratings yet
- Assembly Cooling SKIDDocument6 pagesAssembly Cooling SKIDNhut PipingNo ratings yet
- Listado de Materiales Tag ManifoldDocument1 pageListado de Materiales Tag ManifoldLuis Miguel Vicente ValentinNo ratings yet
- STPE600 - Dadi A ProiezioneDocument17 pagesSTPE600 - Dadi A ProiezioneLucaNo ratings yet
- Technical SummaryDocument2 pagesTechnical SummaryRidhuan RaisNo ratings yet
- VB 536 Ag DR: TypeDocument1 pageVB 536 Ag DR: TypeMaffone NumerounoNo ratings yet
- Gate Valve Specification Manuf'S Offer: Signature & Seal of ManufacturerDocument1 pageGate Valve Specification Manuf'S Offer: Signature & Seal of ManufacturerDIPANKAR LALANo ratings yet
- Strainer PDFDocument7 pagesStrainer PDFvinoj chandranNo ratings yet
- Technical Data: Sonu Auto ElectricalsDocument1 pageTechnical Data: Sonu Auto ElectricalsSumit SharmaNo ratings yet
- PL 0201719 0 0000 307 MOP 1001 - Rev.1Document1 pagePL 0201719 0 0000 307 MOP 1001 - Rev.1Alejandro CastroNo ratings yet
- Belt TightenerDocument5 pagesBelt TightenerAnonymous IwuVlV100% (1)
- 1007 Top PlateDocument1 page1007 Top PlateAanand SinghiNo ratings yet
- Code No. 46 & 64 PDFDocument1 pageCode No. 46 & 64 PDFthilina lakhithaNo ratings yet
- Gate Class 150 Bronze: CODE # 25 (AK150L) ThreadedDocument1 pageGate Class 150 Bronze: CODE # 25 (AK150L) Threadedthilina lakhithaNo ratings yet
- Code No. 24 44 PDFDocument1 pageCode No. 24 44 PDFthilina lakhithaNo ratings yet
- Code No. 24 44 PDFDocument1 pageCode No. 24 44 PDFthilina lakhithaNo ratings yet
- PAD 24 0245 ISO Sht5of8Document1 pagePAD 24 0245 ISO Sht5of8nbaomoNo ratings yet
- Escalera PreliminarDocument1 pageEscalera PreliminarCarlos Silgado VertelNo ratings yet
- 2211Document4 pages2211liuyx866No ratings yet
- Piping Class Spec. - 1c9pe (Lurgi)Document8 pagesPiping Class Spec. - 1c9pe (Lurgi)otezgidenNo ratings yet
- Piping Class Spec. - 1c23pe (Lurgi)Document5 pagesPiping Class Spec. - 1c23pe (Lurgi)otezgidenNo ratings yet
- A8 A8 Typ. 11: Document Control GCCDocument4 pagesA8 A8 Typ. 11: Document Control GCCProorocu MikyNo ratings yet
- Gate Class 300 Bronze: CODE # 37 (AK300LU) ThreadedDocument1 pageGate Class 300 Bronze: CODE # 37 (AK300LU) Threadedthilina lakhithaNo ratings yet
- Column Calculation Sheet: Title DescriptionDocument16 pagesColumn Calculation Sheet: Title DescriptionRick-baezNo ratings yet
- Piping Class Spec. - 1C9 (Lurgi)Document8 pagesPiping Class Spec. - 1C9 (Lurgi)otezgidenNo ratings yet
- Valvula Bola C-316Document1 pageValvula Bola C-316almacen911listoNo ratings yet
- Product Specifications: Specification Sheet 12 1/4" (311 MM)Document1 pageProduct Specifications: Specification Sheet 12 1/4" (311 MM)WHWENNo ratings yet
- 621 State Street Case Construction Racine, Wisconsin 53404 866-542-2736 x1Document2 pages621 State Street Case Construction Racine, Wisconsin 53404 866-542-2736 x1Anonymous GxpR56RZgNo ratings yet
- Indian Standard Specification For Slotted Countersunk Head Screws (Third Revision)Document5 pagesIndian Standard Specification For Slotted Countersunk Head Screws (Third Revision)RAKESH SRIVASTAVA100% (1)
- Product Data Sheet: A) SpecificationsDocument1 pageProduct Data Sheet: A) SpecificationsSAAD LHNo ratings yet
- Piping Material Specification Client: Sterlite IndustriesDocument4 pagesPiping Material Specification Client: Sterlite Industriessomeshangale100% (1)
- Schem DrawingDocument2 pagesSchem DrawingMohamed ArafaNo ratings yet
- Piping Class Spec. - 1C23 (Lurgi)Document5 pagesPiping Class Spec. - 1C23 (Lurgi)otezgidenNo ratings yet
- VB 537 Ag BR: FiguraDocument1 pageVB 537 Ag BR: FiguraMaffone NumerounoNo ratings yet
- Shop Materials: Exclusive Use of The WorkshopDocument1 pageShop Materials: Exclusive Use of The Workshopmiguel angel reynaga acevedoNo ratings yet
- Combined VesselDocument7 pagesCombined Vesselhgag selimNo ratings yet
- Steelworks: Standard Hooks, Bends and Splice Locations: Research Work No. 2Document9 pagesSteelworks: Standard Hooks, Bends and Splice Locations: Research Work No. 2hallegendNo ratings yet
- Strainer Simple Mod. 72 - 10-18 - 125#Document1 pageStrainer Simple Mod. 72 - 10-18 - 125#Francisco Xavier Geronimo GarciaNo ratings yet
- Gate Valve SpecsDocument2 pagesGate Valve SpecsTauqueerAhmadNo ratings yet
- Piping Class Spec. - 1c28pe (Lurgi)Document8 pagesPiping Class Spec. - 1c28pe (Lurgi)otezgidenNo ratings yet
- Class 125 Bronze: Butterfly Valves - 200 PsiDocument1 pageClass 125 Bronze: Butterfly Valves - 200 Psithilina lakhithaNo ratings yet
- Heat Exchanger 521.49Document1 pageHeat Exchanger 521.49dejanpecicNo ratings yet
- CI Foot Valve-ModelDocument1 pageCI Foot Valve-ModelTanmoy DuttaNo ratings yet
- Mar Asm 000485Document1 pageMar Asm 000485Юрий НиколаевичNo ratings yet
- Page 1 of 1Document2 pagesPage 1 of 1Suthan M RNo ratings yet
- PIPE RACK PIP-Rev.1Document1 pagePIPE RACK PIP-Rev.1ardiansyah.tegalNo ratings yet
- Butterfly Valves - 250 Psi: SIZE 2" - 8"Document2 pagesButterfly Valves - 250 Psi: SIZE 2" - 8"thilina lakhithaNo ratings yet
- SORPT18 - PIPING BOQ - Copy 29Document1 pageSORPT18 - PIPING BOQ - Copy 29atulNo ratings yet
- PAD 24 0245 ISO Sht6of8Document1 pagePAD 24 0245 ISO Sht6of8nbaomoNo ratings yet
- UL FM OS&Y Gate Valves, AWWA C515 - Water Works - Fire Protection - Model 2030 Series ADocument1 pageUL FM OS&Y Gate Valves, AWWA C515 - Water Works - Fire Protection - Model 2030 Series ASiles LimberdsNo ratings yet
- 302522HE0078 Rev 0 Sep 14Document7 pages302522HE0078 Rev 0 Sep 14lou32contrerasNo ratings yet
- Pressure and Level TRansmitters KLAY INSTRUMENTSDocument6 pagesPressure and Level TRansmitters KLAY INSTRUMENTSFrancisco Mones RuizNo ratings yet
- Notes:: FV-01A FV-01BDocument1 pageNotes:: FV-01A FV-01BomarNo ratings yet
- Anglo–American Microelectronics Data 1968–69: Manufacturers A–PFrom EverandAnglo–American Microelectronics Data 1968–69: Manufacturers A–PNo ratings yet
- Spool With Certificate: Document Control GCCDocument1 pageSpool With Certificate: Document Control GCCProorocu MikyNo ratings yet
- Mark Piece Information: For Weld Details, See Sheet: 3Document5 pagesMark Piece Information: For Weld Details, See Sheet: 3Proorocu MikyNo ratings yet
- A8 A8 Typ. 11: Document Control GCCDocument4 pagesA8 A8 Typ. 11: Document Control GCCProorocu MikyNo ratings yet
- YEL WorldwideDocument1 pageYEL WorldwideProorocu MikyNo ratings yet
- Proforma - UpdateDocument1 pageProforma - UpdateProorocu MikyNo ratings yet
- Retete Rina VitamineDocument8 pagesRetete Rina VitamineProorocu MikyNo ratings yet
- At Christmas Time Christmas ComesDocument2 pagesAt Christmas Time Christmas ComesProorocu MikyNo ratings yet
- Equilibrium of Force SystemsDocument6 pagesEquilibrium of Force SystemsJommarVocalTagalogNo ratings yet
- Richard Lindzen - Climate ChangeDocument11 pagesRichard Lindzen - Climate ChangeYoussef Chayah100% (1)
- Folio Sains Ting.3 (Chap 9 & 10 + Questions)Document24 pagesFolio Sains Ting.3 (Chap 9 & 10 + Questions)Mr.D-SIM100% (18)
- VtortexDocument58 pagesVtortexZioAngelNo ratings yet
- Physics Activities Grade 12Document67 pagesPhysics Activities Grade 12Gkid GkidNo ratings yet
- Materials Science and Engineering A First Coursev RaghavanDocument53 pagesMaterials Science and Engineering A First Coursev RaghavanKILL 1No ratings yet
- Levantamiento Artificial Por Gas LiftDocument53 pagesLevantamiento Artificial Por Gas LiftIblin Vanina Justiniano MedranoNo ratings yet
- GP Air Dryer BrochureDocument4 pagesGP Air Dryer BrochureAlejandra Rueda MendozaNo ratings yet
- Dynamic Behavior Comparison of Passive Hydraulic Engine Mounts. Part 1: Mathematical AnalysisDocument31 pagesDynamic Behavior Comparison of Passive Hydraulic Engine Mounts. Part 1: Mathematical AnalysisrajmNo ratings yet
- Journal Pre-Proof: Surfaces and InterfacesDocument33 pagesJournal Pre-Proof: Surfaces and Interfacesimran shaukatNo ratings yet
- Bridge Crane Load CalculationDocument20 pagesBridge Crane Load Calculationcadsultan100% (2)
- Design Consideration of RTDDocument6 pagesDesign Consideration of RTDRavi LaguNo ratings yet
- Coatings 11 00398Document13 pagesCoatings 11 00398Guy CohenNo ratings yet
- What Is Soft Foot' and Why Does It Affect Shaft AlignmentDocument4 pagesWhat Is Soft Foot' and Why Does It Affect Shaft AlignmentAnand SinhaNo ratings yet
- Group One ProjectDocument28 pagesGroup One ProjectleeNo ratings yet
- Short Notes On Kiln RefractoryDocument4 pagesShort Notes On Kiln RefractoryVijay BhanNo ratings yet
- DEVAGYA GANDHI OF CLASS 3-B Air Conditioning PPT FROM NATIONAL BUILDING CODE OF INDIADocument44 pagesDEVAGYA GANDHI OF CLASS 3-B Air Conditioning PPT FROM NATIONAL BUILDING CODE OF INDIADevagya GandhiNo ratings yet
- Me 459 Degrees of FreedomDocument3 pagesMe 459 Degrees of FreedomZoya ZoyaNo ratings yet
- Assignment2 Questions EditedDocument2 pagesAssignment2 Questions EditedDa babyNo ratings yet
- Readi 14Document2 pagesReadi 14ahmet başNo ratings yet
- Uhx6 59WDocument5 pagesUhx6 59WRoger Huayta JimenezNo ratings yet
- Vapor Liquid Equilibrium CalculationsDocument4 pagesVapor Liquid Equilibrium Calculationssandeep lal0% (1)
- Tds Mobil Gargoyle Arctic 68 NH enDocument2 pagesTds Mobil Gargoyle Arctic 68 NH enBASEM NOMAN ALI MOHAMMEDNo ratings yet
- Introduction To Air PollutionDocument22 pagesIntroduction To Air PollutionJesusNo ratings yet
- Nguyen-Kuok S. - Theory of Low-Temperature Plasma Physics - 2017Document507 pagesNguyen-Kuok S. - Theory of Low-Temperature Plasma Physics - 2017Vantil100% (1)
- (J. D. Coyle) Introduction To Organic Photochemist (BookFi)Document94 pages(J. D. Coyle) Introduction To Organic Photochemist (BookFi)AlinaNo ratings yet
- Plate 1Document3 pagesPlate 1Mary Jane SañoNo ratings yet
- Lab Report - Particle Size Distribution (PSD) - Dry SievingDocument6 pagesLab Report - Particle Size Distribution (PSD) - Dry SievingSheikh BajunaidNo ratings yet
- Lesson 3 Using The Beam Calculator: SolidworksDocument14 pagesLesson 3 Using The Beam Calculator: SolidworksmateenNo ratings yet























































































Download as pdf or txt
You might also like
- ASNA2536-collars CortaduraDocument6 pagesASNA2536-collars CortaduraCurro Espadafor Fernandez AmigoNo ratings yet
- MCQ Materials ScienceDocument7 pagesMCQ Materials Sciencefotick100% (6)
- Mark Piece Information: For Weld Details, See Sheet: 3Document5 pagesMark Piece Information: For Weld Details, See Sheet: 3Proorocu MikyNo ratings yet
- Spool With Certificate: Document Control GCCDocument1 pageSpool With Certificate: Document Control GCCProorocu MikyNo ratings yet
- Guf Misc 00036 e RNDocument2 pagesGuf Misc 00036 e RNsrinivas raoNo ratings yet
- PI Shoe Guide Anchor Support StandardsDocument40 pagesPI Shoe Guide Anchor Support StandardsKarun NayyarNo ratings yet
- 7.5 Kva BomDocument2 pages7.5 Kva BomDinesh MNo ratings yet
- Assembly Cooling SKIDDocument6 pagesAssembly Cooling SKIDNhut PipingNo ratings yet
- Listado de Materiales Tag ManifoldDocument1 pageListado de Materiales Tag ManifoldLuis Miguel Vicente ValentinNo ratings yet
- STPE600 - Dadi A ProiezioneDocument17 pagesSTPE600 - Dadi A ProiezioneLucaNo ratings yet
- Technical SummaryDocument2 pagesTechnical SummaryRidhuan RaisNo ratings yet
- VB 536 Ag DR: TypeDocument1 pageVB 536 Ag DR: TypeMaffone NumerounoNo ratings yet
- Gate Valve Specification Manuf'S Offer: Signature & Seal of ManufacturerDocument1 pageGate Valve Specification Manuf'S Offer: Signature & Seal of ManufacturerDIPANKAR LALANo ratings yet
- Strainer PDFDocument7 pagesStrainer PDFvinoj chandranNo ratings yet
- Technical Data: Sonu Auto ElectricalsDocument1 pageTechnical Data: Sonu Auto ElectricalsSumit SharmaNo ratings yet
- PL 0201719 0 0000 307 MOP 1001 - Rev.1Document1 pagePL 0201719 0 0000 307 MOP 1001 - Rev.1Alejandro CastroNo ratings yet
- Belt TightenerDocument5 pagesBelt TightenerAnonymous IwuVlV100% (1)
- 1007 Top PlateDocument1 page1007 Top PlateAanand SinghiNo ratings yet
- Code No. 46 & 64 PDFDocument1 pageCode No. 46 & 64 PDFthilina lakhithaNo ratings yet
- Gate Class 150 Bronze: CODE # 25 (AK150L) ThreadedDocument1 pageGate Class 150 Bronze: CODE # 25 (AK150L) Threadedthilina lakhithaNo ratings yet
- Code No. 24 44 PDFDocument1 pageCode No. 24 44 PDFthilina lakhithaNo ratings yet
- Code No. 24 44 PDFDocument1 pageCode No. 24 44 PDFthilina lakhithaNo ratings yet
- PAD 24 0245 ISO Sht5of8Document1 pagePAD 24 0245 ISO Sht5of8nbaomoNo ratings yet
- Escalera PreliminarDocument1 pageEscalera PreliminarCarlos Silgado VertelNo ratings yet
- 2211Document4 pages2211liuyx866No ratings yet
- Piping Class Spec. - 1c9pe (Lurgi)Document8 pagesPiping Class Spec. - 1c9pe (Lurgi)otezgidenNo ratings yet
- Piping Class Spec. - 1c23pe (Lurgi)Document5 pagesPiping Class Spec. - 1c23pe (Lurgi)otezgidenNo ratings yet
- A8 A8 Typ. 11: Document Control GCCDocument4 pagesA8 A8 Typ. 11: Document Control GCCProorocu MikyNo ratings yet
- Gate Class 300 Bronze: CODE # 37 (AK300LU) ThreadedDocument1 pageGate Class 300 Bronze: CODE # 37 (AK300LU) Threadedthilina lakhithaNo ratings yet
- Column Calculation Sheet: Title DescriptionDocument16 pagesColumn Calculation Sheet: Title DescriptionRick-baezNo ratings yet
- Piping Class Spec. - 1C9 (Lurgi)Document8 pagesPiping Class Spec. - 1C9 (Lurgi)otezgidenNo ratings yet
- Valvula Bola C-316Document1 pageValvula Bola C-316almacen911listoNo ratings yet
- Product Specifications: Specification Sheet 12 1/4" (311 MM)Document1 pageProduct Specifications: Specification Sheet 12 1/4" (311 MM)WHWENNo ratings yet
- 621 State Street Case Construction Racine, Wisconsin 53404 866-542-2736 x1Document2 pages621 State Street Case Construction Racine, Wisconsin 53404 866-542-2736 x1Anonymous GxpR56RZgNo ratings yet
- Indian Standard Specification For Slotted Countersunk Head Screws (Third Revision)Document5 pagesIndian Standard Specification For Slotted Countersunk Head Screws (Third Revision)RAKESH SRIVASTAVA100% (1)
- Product Data Sheet: A) SpecificationsDocument1 pageProduct Data Sheet: A) SpecificationsSAAD LHNo ratings yet
- Piping Material Specification Client: Sterlite IndustriesDocument4 pagesPiping Material Specification Client: Sterlite Industriessomeshangale100% (1)
- Schem DrawingDocument2 pagesSchem DrawingMohamed ArafaNo ratings yet
- Piping Class Spec. - 1C23 (Lurgi)Document5 pagesPiping Class Spec. - 1C23 (Lurgi)otezgidenNo ratings yet
- VB 537 Ag BR: FiguraDocument1 pageVB 537 Ag BR: FiguraMaffone NumerounoNo ratings yet
- Shop Materials: Exclusive Use of The WorkshopDocument1 pageShop Materials: Exclusive Use of The Workshopmiguel angel reynaga acevedoNo ratings yet
- Combined VesselDocument7 pagesCombined Vesselhgag selimNo ratings yet
- Steelworks: Standard Hooks, Bends and Splice Locations: Research Work No. 2Document9 pagesSteelworks: Standard Hooks, Bends and Splice Locations: Research Work No. 2hallegendNo ratings yet
- Strainer Simple Mod. 72 - 10-18 - 125#Document1 pageStrainer Simple Mod. 72 - 10-18 - 125#Francisco Xavier Geronimo GarciaNo ratings yet
- Gate Valve SpecsDocument2 pagesGate Valve SpecsTauqueerAhmadNo ratings yet
- Piping Class Spec. - 1c28pe (Lurgi)Document8 pagesPiping Class Spec. - 1c28pe (Lurgi)otezgidenNo ratings yet
- Class 125 Bronze: Butterfly Valves - 200 PsiDocument1 pageClass 125 Bronze: Butterfly Valves - 200 Psithilina lakhithaNo ratings yet
- Heat Exchanger 521.49Document1 pageHeat Exchanger 521.49dejanpecicNo ratings yet
- CI Foot Valve-ModelDocument1 pageCI Foot Valve-ModelTanmoy DuttaNo ratings yet
- Mar Asm 000485Document1 pageMar Asm 000485Юрий НиколаевичNo ratings yet
- Page 1 of 1Document2 pagesPage 1 of 1Suthan M RNo ratings yet
- PIPE RACK PIP-Rev.1Document1 pagePIPE RACK PIP-Rev.1ardiansyah.tegalNo ratings yet
- Butterfly Valves - 250 Psi: SIZE 2" - 8"Document2 pagesButterfly Valves - 250 Psi: SIZE 2" - 8"thilina lakhithaNo ratings yet
- SORPT18 - PIPING BOQ - Copy 29Document1 pageSORPT18 - PIPING BOQ - Copy 29atulNo ratings yet
- PAD 24 0245 ISO Sht6of8Document1 pagePAD 24 0245 ISO Sht6of8nbaomoNo ratings yet
- UL FM OS&Y Gate Valves, AWWA C515 - Water Works - Fire Protection - Model 2030 Series ADocument1 pageUL FM OS&Y Gate Valves, AWWA C515 - Water Works - Fire Protection - Model 2030 Series ASiles LimberdsNo ratings yet
- 302522HE0078 Rev 0 Sep 14Document7 pages302522HE0078 Rev 0 Sep 14lou32contrerasNo ratings yet
- Pressure and Level TRansmitters KLAY INSTRUMENTSDocument6 pagesPressure and Level TRansmitters KLAY INSTRUMENTSFrancisco Mones RuizNo ratings yet
- Notes:: FV-01A FV-01BDocument1 pageNotes:: FV-01A FV-01BomarNo ratings yet
- Anglo–American Microelectronics Data 1968–69: Manufacturers A–PFrom EverandAnglo–American Microelectronics Data 1968–69: Manufacturers A–PNo ratings yet
- Spool With Certificate: Document Control GCCDocument1 pageSpool With Certificate: Document Control GCCProorocu MikyNo ratings yet
- Mark Piece Information: For Weld Details, See Sheet: 3Document5 pagesMark Piece Information: For Weld Details, See Sheet: 3Proorocu MikyNo ratings yet
- A8 A8 Typ. 11: Document Control GCCDocument4 pagesA8 A8 Typ. 11: Document Control GCCProorocu MikyNo ratings yet
- YEL WorldwideDocument1 pageYEL WorldwideProorocu MikyNo ratings yet
- Proforma - UpdateDocument1 pageProforma - UpdateProorocu MikyNo ratings yet
- Retete Rina VitamineDocument8 pagesRetete Rina VitamineProorocu MikyNo ratings yet
- At Christmas Time Christmas ComesDocument2 pagesAt Christmas Time Christmas ComesProorocu MikyNo ratings yet
- Equilibrium of Force SystemsDocument6 pagesEquilibrium of Force SystemsJommarVocalTagalogNo ratings yet
- Richard Lindzen - Climate ChangeDocument11 pagesRichard Lindzen - Climate ChangeYoussef Chayah100% (1)
- Folio Sains Ting.3 (Chap 9 & 10 + Questions)Document24 pagesFolio Sains Ting.3 (Chap 9 & 10 + Questions)Mr.D-SIM100% (18)
- VtortexDocument58 pagesVtortexZioAngelNo ratings yet
- Physics Activities Grade 12Document67 pagesPhysics Activities Grade 12Gkid GkidNo ratings yet
- Materials Science and Engineering A First Coursev RaghavanDocument53 pagesMaterials Science and Engineering A First Coursev RaghavanKILL 1No ratings yet
- Levantamiento Artificial Por Gas LiftDocument53 pagesLevantamiento Artificial Por Gas LiftIblin Vanina Justiniano MedranoNo ratings yet
- GP Air Dryer BrochureDocument4 pagesGP Air Dryer BrochureAlejandra Rueda MendozaNo ratings yet
- Dynamic Behavior Comparison of Passive Hydraulic Engine Mounts. Part 1: Mathematical AnalysisDocument31 pagesDynamic Behavior Comparison of Passive Hydraulic Engine Mounts. Part 1: Mathematical AnalysisrajmNo ratings yet
- Journal Pre-Proof: Surfaces and InterfacesDocument33 pagesJournal Pre-Proof: Surfaces and Interfacesimran shaukatNo ratings yet
- Bridge Crane Load CalculationDocument20 pagesBridge Crane Load Calculationcadsultan100% (2)
- Design Consideration of RTDDocument6 pagesDesign Consideration of RTDRavi LaguNo ratings yet
- Coatings 11 00398Document13 pagesCoatings 11 00398Guy CohenNo ratings yet
- What Is Soft Foot' and Why Does It Affect Shaft AlignmentDocument4 pagesWhat Is Soft Foot' and Why Does It Affect Shaft AlignmentAnand SinhaNo ratings yet
- Group One ProjectDocument28 pagesGroup One ProjectleeNo ratings yet
- Short Notes On Kiln RefractoryDocument4 pagesShort Notes On Kiln RefractoryVijay BhanNo ratings yet
- DEVAGYA GANDHI OF CLASS 3-B Air Conditioning PPT FROM NATIONAL BUILDING CODE OF INDIADocument44 pagesDEVAGYA GANDHI OF CLASS 3-B Air Conditioning PPT FROM NATIONAL BUILDING CODE OF INDIADevagya GandhiNo ratings yet
- Me 459 Degrees of FreedomDocument3 pagesMe 459 Degrees of FreedomZoya ZoyaNo ratings yet
- Assignment2 Questions EditedDocument2 pagesAssignment2 Questions EditedDa babyNo ratings yet
- Readi 14Document2 pagesReadi 14ahmet başNo ratings yet
- Uhx6 59WDocument5 pagesUhx6 59WRoger Huayta JimenezNo ratings yet
- Vapor Liquid Equilibrium CalculationsDocument4 pagesVapor Liquid Equilibrium Calculationssandeep lal0% (1)
- Tds Mobil Gargoyle Arctic 68 NH enDocument2 pagesTds Mobil Gargoyle Arctic 68 NH enBASEM NOMAN ALI MOHAMMEDNo ratings yet
- Introduction To Air PollutionDocument22 pagesIntroduction To Air PollutionJesusNo ratings yet
- Nguyen-Kuok S. - Theory of Low-Temperature Plasma Physics - 2017Document507 pagesNguyen-Kuok S. - Theory of Low-Temperature Plasma Physics - 2017Vantil100% (1)
- (J. D. Coyle) Introduction To Organic Photochemist (BookFi)Document94 pages(J. D. Coyle) Introduction To Organic Photochemist (BookFi)AlinaNo ratings yet
- Plate 1Document3 pagesPlate 1Mary Jane SañoNo ratings yet
- Lab Report - Particle Size Distribution (PSD) - Dry SievingDocument6 pagesLab Report - Particle Size Distribution (PSD) - Dry SievingSheikh BajunaidNo ratings yet
- Lesson 3 Using The Beam Calculator: SolidworksDocument14 pagesLesson 3 Using The Beam Calculator: SolidworksmateenNo ratings yet