Download as pdf or txt
You might also like
- Project Report On MS Pipe and TubeDocument9 pagesProject Report On MS Pipe and TubeEIRI Board of Consultants and PublishersNo ratings yet
- RTU232 HardwareDocument216 pagesRTU232 HardwareSud Joshi100% (1)
- Pump Flow Characteristic - CE117 Process TrainerDocument2 pagesPump Flow Characteristic - CE117 Process TrainerKenneth FerrerNo ratings yet
- Kira Malinina Unit 3 Module 1 AssignmentDocument5 pagesKira Malinina Unit 3 Module 1 AssignmentIlya VilsonNo ratings yet
- Metal Forming ME GATE 2020 Previous Year With Ans KeyDocument9 pagesMetal Forming ME GATE 2020 Previous Year With Ans Keyhyper meshNo ratings yet
- Forming QuestionsDocument3 pagesForming QuestionsSarath Philip Mathew VenkadathNo ratings yet
- Assignment - 07Document4 pagesAssignment - 07KKNo ratings yet
- Forming E BookDocument22 pagesForming E BookunitybeginsathomeNo ratings yet
- Sheet Metal Operation Figures and Q A For StudentsDocument15 pagesSheet Metal Operation Figures and Q A For StudentsRavinder Antil75% (4)
- Metal Forming PI GATE 2020 Previous Year With Ans KeyDocument7 pagesMetal Forming PI GATE 2020 Previous Year With Ans Keyhyper meshNo ratings yet
- Week 4 Assignment 4 Full Marks 16Document3 pagesWeek 4 Assignment 4 Full Marks 16amin alzuraiki0% (1)
- Compre 15-16 Sem1 With Soln (Charsichoco)Document4 pagesCompre 15-16 Sem1 With Soln (Charsichoco)Jasdeep SinghNo ratings yet
- TYPE A - Real Time Quiz End Semester Examination - ME331Document7 pagesTYPE A - Real Time Quiz End Semester Examination - ME331Selvi RNo ratings yet
- Manufacturing EngineeringDocument72 pagesManufacturing EngineeringAnirban PalNo ratings yet
- MF & SMO 14th SEP 2022 WTMDocument60 pagesMF & SMO 14th SEP 2022 WTMDeepak KumarNo ratings yet
- Processes Associated State of Stress P: 1. Q: 2. R: 3. S: 4. 5Document1 pageProcesses Associated State of Stress P: 1. Q: 2. R: 3. S: 4. 5SameerChauhanNo ratings yet
- Uganda Technical College - Lira: IMPORTANT SAMPLE QUESTIONS (Design of Concrete Structures To Eurocode 2)Document38 pagesUganda Technical College - Lira: IMPORTANT SAMPLE QUESTIONS (Design of Concrete Structures To Eurocode 2)Mugara Waitega PeterNo ratings yet
- Gate Solved Paper - Me: Manufacturing EngineeringDocument72 pagesGate Solved Paper - Me: Manufacturing EngineeringVHemendra NaiduNo ratings yet
- Manufacturing EngineeringDocument88 pagesManufacturing EngineeringSreevathsaNo ratings yet
- QP FinalDocument2 pagesQP Finalpadmagayathri39No ratings yet
- EsdDocument3 pagesEsdHrishikesh BhavsarNo ratings yet
- ManengDocument88 pagesManengArvind MeenaNo ratings yet
- Production Test PaperDocument9 pagesProduction Test Paperfaheemhaider21No ratings yet
- CE-603 Quiz4 1-2023-2024 NaDocument2 pagesCE-603 Quiz4 1-2023-2024 NaNefer PitouNo ratings yet
- 175 MM 200 MM 200 MM 10 MM 10 / Ms : Visit Us At: WWW - Nodia.co - inDocument1 page175 MM 200 MM 200 MM 10 MM 10 / Ms : Visit Us At: WWW - Nodia.co - inSameerChauhanNo ratings yet
- (,) 100 100 50 / Min MM: Visit Us At: WWW - Nodia.co - inDocument1 page(,) 100 100 50 / Min MM: Visit Us At: WWW - Nodia.co - inSameerChauhanNo ratings yet
- MP1 Quiz 4Document3 pagesMP1 Quiz 4Veerakumar SNo ratings yet
- 3 MM 2 MM: Visit Us At: WWW - Nodia.co - inDocument1 page3 MM 2 MM: Visit Us At: WWW - Nodia.co - inSameerChauhanNo ratings yet
- Emm 302 Solid and Structural Mechanics 1Document4 pagesEmm 302 Solid and Structural Mechanics 1anniemusyimiNo ratings yet
- Civl 3201 2021Document5 pagesCivl 3201 2021ujjwalsingh8509No ratings yet
- MCQ SOM Unit 3 Bending & Shear StressesDocument10 pagesMCQ SOM Unit 3 Bending & Shear Stressesrahul_patil8550% (2)
- MCQ Steel StructuresDocument52 pagesMCQ Steel StructuresCheran pandian SNo ratings yet
- SKMM1113 Week 6 - Torsion (Inderterminate)Document3 pagesSKMM1113 Week 6 - Torsion (Inderterminate)kamalnathNo ratings yet
- 3 Hours / 70 Marks: Seat NoDocument5 pages3 Hours / 70 Marks: Seat NoMadao111No ratings yet
- Quiz 50 QuestionDocument4 pagesQuiz 50 QuestionPriyanshu KumarNo ratings yet
- Assignment 5Document3 pagesAssignment 5Rohit KumarNo ratings yet
- MP EC-2R FIRST SEM 2023-2024Document21 pagesMP EC-2R FIRST SEM 2023-2024SWAROOPAN1No ratings yet
- Mark Scored:: M M M M MDocument5 pagesMark Scored:: M M M M MRamesh ShresthaNo ratings yet
- Btech Civil 5 Sem Design of Steel Structure Pci5i102 2018Document2 pagesBtech Civil 5 Sem Design of Steel Structure Pci5i102 2018Mukresh KumarNo ratings yet
- Tutorial 3 Bulk DeformationDocument2 pagesTutorial 3 Bulk DeformationSawai PariharNo ratings yet
- PI-Metrology CRPQ PDFDocument57 pagesPI-Metrology CRPQ PDFRishav VermaNo ratings yet
- Mechanism of Chip FormationDocument12 pagesMechanism of Chip Formation21UME003 TUSHAR DEBNo ratings yet
- ForgingDocument56 pagesForgingZulfikarUdenNo ratings yet
- Iit Delhi RCC Paper PDFDocument8 pagesIit Delhi RCC Paper PDFshubham srivastavaNo ratings yet
- RCC - 06 (22-09-2019) - Full SyllabusDocument6 pagesRCC - 06 (22-09-2019) - Full SyllabusMi KiNo ratings yet
- Ch-5 DrillingDocument41 pagesCh-5 DrillingakshayNo ratings yet
- Design Opp 1 2014Document3 pagesDesign Opp 1 2014Tukisho MacheteNo ratings yet
- SMW Lect 2Document48 pagesSMW Lect 2e22mecu0009No ratings yet
- Be 10-15Document53 pagesBe 10-152END UNIVERSENo ratings yet
- CE Board Problems in Steel DesignDocument10 pagesCE Board Problems in Steel DesignVaughn Carlisle BacayonNo ratings yet
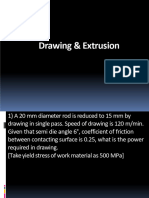
- Drawing & ExtrusionDocument10 pagesDrawing & Extrusionanant709skNo ratings yet
- 1 Way Slab Design - IS CodeDocument3 pages1 Way Slab Design - IS CodeEswar reddyNo ratings yet
- Manufacturing Engineering-29 PDFDocument1 pageManufacturing Engineering-29 PDFSameerChauhanNo ratings yet
- MA2004 - Manufacturing Processes: Tutorial 3 - Sheet Metalworking (Semester 1 AY2015-2016)Document4 pagesMA2004 - Manufacturing Processes: Tutorial 3 - Sheet Metalworking (Semester 1 AY2015-2016)Kok Keat TanNo ratings yet
- r059210303 Mechanics of SolidsDocument8 pagesr059210303 Mechanics of SolidsSrinivasa Rao GNo ratings yet
- CH 19Document11 pagesCH 19Vûmmïttî ChañðĥâñNo ratings yet
- Machine DesignDocument38 pagesMachine DesignBanwari Lal PrajapatNo ratings yet
- 05may P2 AE2202 Aircraft Structures Paper2Document9 pages05may P2 AE2202 Aircraft Structures Paper2abhi0% (1)
- Composite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsFrom EverandComposite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsNo ratings yet
- Materials Science and Technology of Optical FabricationFrom EverandMaterials Science and Technology of Optical FabricationNo ratings yet
- Dynamic Damage and FragmentationFrom EverandDynamic Damage and FragmentationDavid Edward LambertNo ratings yet
- Stress in ASME Pressure Vessels, Boilers, and Nuclear ComponentsFrom EverandStress in ASME Pressure Vessels, Boilers, and Nuclear ComponentsNo ratings yet
- Is 228 24 2003Document9 pagesIs 228 24 2003hyper meshNo ratings yet
- UntitledDocument200 pagesUntitledhyper meshNo ratings yet
- Is 228 7 1990Document8 pagesIs 228 7 1990hyper meshNo ratings yet
- Ductile Iron Pipe and Fittings Flexible FittingsDocument20 pagesDuctile Iron Pipe and Fittings Flexible Fittingshyper meshNo ratings yet
- Ajedium Films (Solvay)Document3 pagesAjedium Films (Solvay)hyper meshNo ratings yet
- UL Certification - Benefits, Eligibility, Procedure - EntersliceDocument9 pagesUL Certification - Benefits, Eligibility, Procedure - Enterslicehyper meshNo ratings yet
- BCIRA Broadsheet 291Document3 pagesBCIRA Broadsheet 291Justin DixonNo ratings yet
- ImpactDocument3 pagesImpacthyper meshNo ratings yet
- FM Approvals - The Certification ProcessDocument2 pagesFM Approvals - The Certification Processhyper meshNo ratings yet
- Casting ME GATE 2020 Previous Year With Ans KeyDocument10 pagesCasting ME GATE 2020 Previous Year With Ans Keyhyper meshNo ratings yet
- ME 1993: 2 MarksDocument13 pagesME 1993: 2 Markshyper meshNo ratings yet
- Machining and Machine Tool Operation PI GATE 2020 Previous Year With Ans KeyDocument21 pagesMachining and Machine Tool Operation PI GATE 2020 Previous Year With Ans Keyhyper meshNo ratings yet
- Metal Forming ME GATE 2020 Previous Year With Ans KeyDocument9 pagesMetal Forming ME GATE 2020 Previous Year With Ans Keyhyper meshNo ratings yet
- Metal Forming PI GATE 2020 Previous Year With Ans KeyDocument7 pagesMetal Forming PI GATE 2020 Previous Year With Ans Keyhyper meshNo ratings yet
- AaadadwDocument5 pagesAaadadwSudhir GargNo ratings yet
- Competitive DynamicsDocument42 pagesCompetitive DynamicsS. Ramgopal Rao100% (1)
- KRA 2. Family PlanningDocument3 pagesKRA 2. Family PlanningGio BitoyNo ratings yet
- Automated Water Pump With Dry Run Intimation Using GSMDocument4 pagesAutomated Water Pump With Dry Run Intimation Using GSMankush belkar100% (1)
- Mobile Bar Services Will Start On Jan. 01, 2015Document3 pagesMobile Bar Services Will Start On Jan. 01, 2015franz_karununganNo ratings yet
- Entrep 10 Activity 1Document4 pagesEntrep 10 Activity 1Ma'am JeeNo ratings yet
- RPM 8Document3 pagesRPM 8pinku_thakkarNo ratings yet
- Mixture Suspension QuizDocument9 pagesMixture Suspension QuizCatherine RenanteNo ratings yet
- MSQH Surveyor Handbook 5th EditionDocument64 pagesMSQH Surveyor Handbook 5th EditionSuhaime UEMNo ratings yet
- Influencer Yearbook 2021Document42 pagesInfluencer Yearbook 2021Ali RahmanNo ratings yet
- Laboratory Activity - 6 - Ultraviolet ExaminationDocument4 pagesLaboratory Activity - 6 - Ultraviolet ExaminationCristina BalanquitNo ratings yet
- 001-BS Iso 247 (2006) Rubber - Determination of AshDocument10 pages001-BS Iso 247 (2006) Rubber - Determination of AshQuality MSIPLNo ratings yet
- Clases 04 Al 050919 F Is PropDocument53 pagesClases 04 Al 050919 F Is PropMicael SorianoNo ratings yet
- USDC AnalysisDocument13 pagesUSDC AnalysisBurj al FerreroNo ratings yet
- Quality Service Management in Tourism and Hospitality 03 Worksheet 1 ARGDocument1 pageQuality Service Management in Tourism and Hospitality 03 Worksheet 1 ARGJoashley CarreonNo ratings yet
- Katalog BateryDocument52 pagesKatalog BaterySafwan DahariNo ratings yet
- PAG11.3 Determining Strength of Bfield 1Document4 pagesPAG11.3 Determining Strength of Bfield 1rithun.ashmiyaNo ratings yet
- Gadamer, H-G - Truth and Method, 2d Edn. (Continuum, 2004) 01Document635 pagesGadamer, H-G - Truth and Method, 2d Edn. (Continuum, 2004) 01lam lamNo ratings yet
- Saint Francis of Assisi College - Taguig CampusDocument9 pagesSaint Francis of Assisi College - Taguig CampusLien HuaNo ratings yet
- NoneDocument18 pagesNoneSino KaNo ratings yet
- Impact Bre 3 Unit3Document18 pagesImpact Bre 3 Unit3Karhen Ximena NogueraNo ratings yet
- Rotoscan General and Technical DataDocument15 pagesRotoscan General and Technical DataElsayed AbdeenNo ratings yet
- Daily Maintenance Report (Coal, Lignite and Nuclear) 04-07-2020Document18 pagesDaily Maintenance Report (Coal, Lignite and Nuclear) 04-07-2020Data CentrumNo ratings yet
- Healthstream - SwetaDocument3 pagesHealthstream - Swetaapi-608195339No ratings yet
- TestDocument3 pagesTestChristian BernarteNo ratings yet
- Commands in AVR-assembler LanguageDocument1 pageCommands in AVR-assembler LanguageFrutzNo ratings yet