Download as pdf or txt
You might also like
- Machinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionFrom EverandMachinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionNo ratings yet
- Schallater Gaas80 Gaa100 DownloadDocument4 pagesSchallater Gaas80 Gaa100 DownloadRakesh SrivastavaNo ratings yet
- JDM A2 - Rev. 08-1986Document4 pagesJDM A2 - Rev. 08-1986Romulo EduardoNo ratings yet
- Ti SPC Ohe Fasteners 0120 PDFDocument31 pagesTi SPC Ohe Fasteners 0120 PDFCounter RoverNo ratings yet
- N 9-32312E General Tolerances For Linear and Angular DimensionsDocument4 pagesN 9-32312E General Tolerances For Linear and Angular DimensionsArlindo Crispim100% (1)
- Pins and KeysDocument12 pagesPins and KeysSam GillilandNo ratings yet
- DIN StandardDocument2 pagesDIN StandardViiee Chauhaan33% (3)
- Metric Tolerances and Thread PitchDocument2 pagesMetric Tolerances and Thread PitchEnDjo Ech RahardjoNo ratings yet
- Basic Metric Thread Chart (M1 - M100) - Fuller Fasteners - Fuller FastenersDocument2 pagesBasic Metric Thread Chart (M1 - M100) - Fuller Fasteners - Fuller FastenersSOURABH KNo ratings yet
- Open ToleranceDocument2 pagesOpen ToleranceMohammad Muzammil100% (1)
- Specification of Phosphor Bronze StripDocument3 pagesSpecification of Phosphor Bronze Stripsaleemnel100% (1)
- CK45 (1.1191)Document3 pagesCK45 (1.1191)alextentwentyNo ratings yet
- I Materials Grades R en PDFDocument47 pagesI Materials Grades R en PDFprocess processNo ratings yet
- VDI3345Document9 pagesVDI3345Cássio HerediaNo ratings yet
- ASTM F593: MaterialsDocument1 pageASTM F593: MaterialsBilly DNo ratings yet
- A 488A 488M 01 Welding Qualifications of Procedures and Personnel PDFDocument16 pagesA 488A 488M 01 Welding Qualifications of Procedures and Personnel PDFshakeelahmadjsrNo ratings yet
- Oil Tempered Steel WireDocument11 pagesOil Tempered Steel WireHans GoetheNo ratings yet
- Screw, IsO 14583, PAN, Metric, TorxDocument1 pageScrew, IsO 14583, PAN, Metric, TorxDerekNo ratings yet
- 554 PDFDocument10 pages554 PDFyogiforyouNo ratings yet
- 25CrMo4 (EN 10083 3)Document2 pages25CrMo4 (EN 10083 3)mohsen_267No ratings yet
- 1.5 APS Powder Insert: Parts List PL 41001 EN 13Document18 pages1.5 APS Powder Insert: Parts List PL 41001 EN 13Alexandre VecaNo ratings yet
- Rujosimetro Miitutoyo Sj-201Document200 pagesRujosimetro Miitutoyo Sj-201Angel Alvarez Carrillo100% (1)
- Austempered Ductile Iron Castings: Standard Specification ForDocument8 pagesAustempered Ductile Iron Castings: Standard Specification ForMahendra AhirwarNo ratings yet
- Torsion Springs CALCULATIONDocument14 pagesTorsion Springs CALCULATIONnarshihNo ratings yet
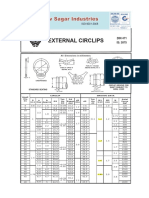
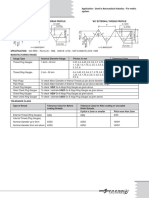
- External CirclipDocument2 pagesExternal CirclipDivyang MistryNo ratings yet
- Guia de Materiales - MatricesDocument11 pagesGuia de Materiales - MatricesGracielaNo ratings yet
- Fittings Din11852 Din11850Document14 pagesFittings Din11852 Din11850dingobk1No ratings yet
- 08 Welding Symbols 30-03-07 - NoRestrictionDocument14 pages08 Welding Symbols 30-03-07 - NoRestrictionMohammed ShaffiNo ratings yet
- HeliCoil Insert Specs MetricDocument1 pageHeliCoil Insert Specs MetricAce Industrial SuppliesNo ratings yet
- Conical Seat Spherical Washer Is 4297Document6 pagesConical Seat Spherical Washer Is 4297Rajasekaran Murugan0% (1)
- General Tolerances For Linear and Angular Dimnsions (Din Iso 2768 t1)Document1 pageGeneral Tolerances For Linear and Angular Dimnsions (Din Iso 2768 t1)VIVEK UPADHYAYNo ratings yet
- RubberExpansionJoint SingleSphereBellowDocument2 pagesRubberExpansionJoint SingleSphereBellowagung wijayaNo ratings yet
- DKD 4 2 Sheet 1Document12 pagesDKD 4 2 Sheet 1sandeepNo ratings yet
- Sutton Tools Tapping Drill Size ChartDocument2 pagesSutton Tools Tapping Drill Size ChartChun HuNo ratings yet
- Three Grades of Rivets and Bolts Used in Building ConstructionDocument4 pagesThree Grades of Rivets and Bolts Used in Building ConstructiontheDLordP15No ratings yet
- DIN EN ISO 9013 - Angular Deviation PDFDocument1 pageDIN EN ISO 9013 - Angular Deviation PDFflorinelvvNo ratings yet
- UNI 5587 - 1968thick Hexagon Nuts (Special Purpose) - ISO Metric Coarse and Fine Thread - Finish ADocument9 pagesUNI 5587 - 1968thick Hexagon Nuts (Special Purpose) - ISO Metric Coarse and Fine Thread - Finish ANarimane BentyNo ratings yet
- 1570 (Part II)Document20 pages1570 (Part II)Kaushik SenguptaNo ratings yet
- Images 1 - LefleatsDocument11 pagesImages 1 - LefleatsJeric Judalena SevillanoNo ratings yet
- PHWT PPT En24Document25 pagesPHWT PPT En248207 ASCETNo ratings yet
- CATALOG KeensertmetricDocument4 pagesCATALOG KeensertmetricvaseaNo ratings yet
- BP209 VIS - M Manual PDFDocument174 pagesBP209 VIS - M Manual PDFReena SharmaNo ratings yet
- TaegoTech - PG BroshureDocument11 pagesTaegoTech - PG Broshurealexl5892No ratings yet
- Norma de Rosca Metrica MJDocument1 pageNorma de Rosca Metrica MJXANANo ratings yet
- Limits, Fits and Surface Properties: ISO Standards HandbookDocument3 pagesLimits, Fits and Surface Properties: ISO Standards HandbookDurai NaiduNo ratings yet
- Worldwide Engineering Standards: Polypropylene Expanded Bead FoamDocument5 pagesWorldwide Engineering Standards: Polypropylene Expanded Bead FoamLucas MlbNo ratings yet
- Iso 4017Document1 pageIso 4017Nuno Miguel TorcatoNo ratings yet
- Jis S2147-1998Document35 pagesJis S2147-1998Xuan KhaiNo ratings yet
- 5 TurningDocument26 pages5 Turningprakashp111100% (1)
- PE Pipe Wallthickness Mass Table DIN8074 PDFDocument3 pagesPE Pipe Wallthickness Mass Table DIN8074 PDFzoveisiNo ratings yet
- Engineering Materials Data SheetDocument6 pagesEngineering Materials Data Sheetrajarao1234No ratings yet
- ISO 724 1993 ISO Diş Açma StandardıDocument10 pagesISO 724 1993 ISO Diş Açma StandardıGANESH GNo ratings yet
- Zinc Hi-Ten g450-450s SteelDocument2 pagesZinc Hi-Ten g450-450s SteelPurnomo MbangunNo ratings yet
- Hydro Aluminium - AlSi7Mg0.6Document2 pagesHydro Aluminium - AlSi7Mg0.6Raj PrasanthNo ratings yet
- Is 3822-2002 Eye Hooks For Use With ChainsDocument12 pagesIs 3822-2002 Eye Hooks For Use With ChainsNavdeep Singh SidhuNo ratings yet
- Kyocera Substrates) Electronic Fine CeramicsDocument17 pagesKyocera Substrates) Electronic Fine Ceramicsmanolo_superNo ratings yet
- Claw Pole Forging ProcessDocument8 pagesClaw Pole Forging ProcessBhagat SinghNo ratings yet
- Nanotech PaintingDocument16 pagesNanotech Paintingkr_abhijeet72356587No ratings yet
- GE Transportation: 3.may.2012 General Tolerance Specification Rev. DDocument6 pagesGE Transportation: 3.may.2012 General Tolerance Specification Rev. DMy Dad My WorldNo ratings yet
- Standard Machining ToleranceDocument1 pageStandard Machining ToleranceDenny Ilyas AttamimiNo ratings yet
- Akash IntenshipDocument28 pagesAkash IntenshipAkash TaradaleNo ratings yet
- Rekapan Desember 2021Document458 pagesRekapan Desember 2021adminIHC cakramedikaNo ratings yet
- (Ed 2018) D104GS Epdmq2 (DN40-200)Document1 page(Ed 2018) D104GS Epdmq2 (DN40-200)AnkitNo ratings yet
- New Microsoft Office Excel WorksheetDocument11 pagesNew Microsoft Office Excel WorksheetUmar NazarNo ratings yet
- Cerrar SIS: Excavator 323D L Excavator Bym 323D L Excavator BYM00001-UP (MACHINE) POWERED BY C6.4 EngineDocument5 pagesCerrar SIS: Excavator 323D L Excavator Bym 323D L Excavator BYM00001-UP (MACHINE) POWERED BY C6.4 EngineErick Christopher Galeano 6-3No ratings yet
- Project Id: Location: Subject:: 2 Stair at 2m Width B.SDocument6 pagesProject Id: Location: Subject:: 2 Stair at 2m Width B.SJet ArcaNo ratings yet
- TLESMAW9 Q1 Mod1 Prepare-Weld-Materials v3Document71 pagesTLESMAW9 Q1 Mod1 Prepare-Weld-Materials v3Zergie ZapantaNo ratings yet
- SF3015M Technicial ProposalDocument32 pagesSF3015M Technicial ProposalzakNo ratings yet
- Refining Process-Catalytic Reforming, IsomerizationDocument32 pagesRefining Process-Catalytic Reforming, IsomerizationTusenkrish100% (1)
- Manufacturing Process Paper 2Document5 pagesManufacturing Process Paper 2elisabetbertaniaNo ratings yet
- Temperature Dependant Properties of Excothermic Riser SleevesDocument4 pagesTemperature Dependant Properties of Excothermic Riser SleevesCorneNo ratings yet
- Adnoc Grease EpDocument1 pageAdnoc Grease EpEMADNo ratings yet
- Paperppt 170831195446Document27 pagesPaperppt 170831195446vankayalasuryaNo ratings yet
- Die DesignDocument16 pagesDie DesignxzzNo ratings yet
- 3.5 Steam Jet Refrigeration SystemDocument8 pages3.5 Steam Jet Refrigeration SystemShaik mahammad ArifNo ratings yet
- Manual GSK 983 M-VDocument63 pagesManual GSK 983 M-VasepNo ratings yet
- B2 HK GB Kapitel GDocument33 pagesB2 HK GB Kapitel GMilan DjenicNo ratings yet
- Kit de Reparo Basico - ATUALDocument26 pagesKit de Reparo Basico - ATUALWidson TeteNo ratings yet
- TEMPCORE® Process To Produce Low-Cost High Strength RebarsDocument7 pagesTEMPCORE® Process To Produce Low-Cost High Strength Rebarsamber sareenNo ratings yet
- Welding DefectsDocument4 pagesWelding DefectsSD Recruiters100% (1)
- Activated Sludge Aeration Tank Design With Excel SpreadsheetsDocument6 pagesActivated Sludge Aeration Tank Design With Excel SpreadsheetsAnonymous XguKEyWNo ratings yet
- Corrosion CouponsDocument3 pagesCorrosion CouponsABDELKADER BENABDALLAHNo ratings yet
- Advantages: Steps in Shell-MoldingDocument7 pagesAdvantages: Steps in Shell-MoldingAnson AntonyNo ratings yet
- NC CNC and DNC SystemsDocument25 pagesNC CNC and DNC SystemsVivek SinghNo ratings yet
- Product Overview: Clamping TechnologyDocument24 pagesProduct Overview: Clamping TechnologyVlad OvidiuNo ratings yet
- Analysis of Material Flow and Consumption in Cement Production ProcessDocument14 pagesAnalysis of Material Flow and Consumption in Cement Production Processlycheezz1215No ratings yet
- Introduction To Welding and NDT: Rajneesh Vachaspati Assistant Director Npti-Hptc, NangalDocument83 pagesIntroduction To Welding and NDT: Rajneesh Vachaspati Assistant Director Npti-Hptc, NangalRajneesh VachaspatiNo ratings yet
- Retrofitting of Denford TRIAC CNC Milling MachineDocument25 pagesRetrofitting of Denford TRIAC CNC Milling MachineDivyanshNo ratings yet
- Industrial Internship Report (4) F1111Document27 pagesIndustrial Internship Report (4) F1111Mainuddin M JamadarNo ratings yet
- Performance Test of Microfiltration and Reverse Osmosis Membrane in Processing Reservoir Water Become Refilled Drinking WaterDocument7 pagesPerformance Test of Microfiltration and Reverse Osmosis Membrane in Processing Reservoir Water Become Refilled Drinking Waterrifqi adnanNo ratings yet