
Artigo Corrosão
Artigo Corrosão
You might also like
- FSOG 13-005 General Insp TenarisDocument10 pagesFSOG 13-005 General Insp TenarisJanderson Sanchez Castañeda0% (1)
- KOMATSU D65PX-15 Service ManualDocument267 pagesKOMATSU D65PX-15 Service ManualLizardo Astudillo Cruz100% (9)
- Corrosion Behaviour of MagnesiumAluminium Alloys IDocument12 pagesCorrosion Behaviour of MagnesiumAluminium Alloys IBima SaktiNo ratings yet
- Journal of Materials Science & TechnologyDocument14 pagesJournal of Materials Science & TechnologyPATEL NIKUNJKUMAR JITENDRABHAINo ratings yet
- Research Article: Corrosion Behavior of Mg-Al/Tic Composites in Nacl SolutionDocument8 pagesResearch Article: Corrosion Behavior of Mg-Al/Tic Composites in Nacl SolutionsaranNo ratings yet
- Corrosion Science: M. Saenz de Miera, M. Curioni, P. Skeldon, G.E. ThompsonDocument9 pagesCorrosion Science: M. Saenz de Miera, M. Curioni, P. Skeldon, G.E. ThompsonjchemNo ratings yet
- Cavitation Erosion of Aluminum Matrix Sintered Composite With AlN DispersoidsDocument5 pagesCavitation Erosion of Aluminum Matrix Sintered Composite With AlN DispersoidsRaluca FloreaNo ratings yet
- Surface & Coatings Technology: M. Marín-Sánchez, P. Ocón, A. Conde, I. GarcíaDocument7 pagesSurface & Coatings Technology: M. Marín-Sánchez, P. Ocón, A. Conde, I. GarcíaterNo ratings yet
- Understanding Pitting Corrosion Behavior of AZ91 ADocument13 pagesUnderstanding Pitting Corrosion Behavior of AZ91 Aahmed rabeeaNo ratings yet
- M. Bučko - 2013Document8 pagesM. Bučko - 2013terNo ratings yet
- New Insights Into The Corrosion of Magnesium Alloys The 2016 Scripta MaterDocument5 pagesNew Insights Into The Corrosion of Magnesium Alloys The 2016 Scripta MaterBassel AlshamiNo ratings yet
- 1 s2.0 S0010938X15301335 MainDocument12 pages1 s2.0 S0010938X15301335 MainDhanashekar ManickamNo ratings yet
- Investigation and Corrosion Performance of Cast MG E6Ale1Zn Þ Xca Alloy Under Salt Spray Test (Astm-B117)Document9 pagesInvestigation and Corrosion Performance of Cast MG E6Ale1Zn Þ Xca Alloy Under Salt Spray Test (Astm-B117)2013answer sheetNo ratings yet
- Canul - Effect of Si On Pitting Corrosion Resistance of Al-12Si AlloyDocument8 pagesCanul - Effect of Si On Pitting Corrosion Resistance of Al-12Si Alloyrahul.meenaNo ratings yet
- A Comparative Study On Corrosion of MG Al Si AlloysDocument10 pagesA Comparative Study On Corrosion of MG Al Si AlloysSouhaib KHELIFINo ratings yet
- Materials and Design: R. Walter, M. Bobby KannanDocument5 pagesMaterials and Design: R. Walter, M. Bobby KannanAamir FarooqNo ratings yet
- Journal Bio CompatibilityDocument18 pagesJournal Bio Compatibility2013answer sheetNo ratings yet
- Cathodic Activity of Corrosion Filaments Formed OnDocument10 pagesCathodic Activity of Corrosion Filaments Formed OnAroua ToumiNo ratings yet
- Materials and Design: A.S. Anasyida, A.R. Daud, M.J. GhazaliDocument10 pagesMaterials and Design: A.S. Anasyida, A.R. Daud, M.J. Ghazalilakshmi_yaNo ratings yet
- Corrosionand Galvanicbehaviorof Copper CarbonsteelDocument13 pagesCorrosionand Galvanicbehaviorof Copper CarbonsteelDuygu GökkuşNo ratings yet
- Metals 12 01765 v3Document8 pagesMetals 12 01765 v3Črtomir DonikNo ratings yet
- Microstructure and Corrosion Resistance of Laser Cladding and FrictionDocument7 pagesMicrostructure and Corrosion Resistance of Laser Cladding and FrictionYohanesNo ratings yet
- Hot Deformation Behavior and Rate-Controlling Mechanism in DiluteDocument10 pagesHot Deformation Behavior and Rate-Controlling Mechanism in DiluteRonghui DingNo ratings yet
- Effect of Pretreatment On Corrosion Behaviour of Al 7075Document10 pagesEffect of Pretreatment On Corrosion Behaviour of Al 7075Kannan ChidambaramNo ratings yet
- Sulphate Edta SolnDocument9 pagesSulphate Edta SolnRahul kumarNo ratings yet
- Pulse Plating of Sacrificial MN Cu Alloy PDFDocument7 pagesPulse Plating of Sacrificial MN Cu Alloy PDFdanyNo ratings yet
- M Out Arlier 2005Document15 pagesM Out Arlier 2005rudowiczarturNo ratings yet
- Effect of Microcrystallization On Pitting Corrosion of Pure AluminiumDocument7 pagesEffect of Microcrystallization On Pitting Corrosion of Pure Aluminiumh.mraiedNo ratings yet
- Bull MatscDocument11 pagesBull MatscAlagar SamyNo ratings yet
- 1 s2.0 S0010938X16300300 MainDocument9 pages1 s2.0 S0010938X16300300 Mainweraronca18No ratings yet
- Effects of Competitive Anion Adsorption BR or CL and Semiconducting Properties of The Passive Films On The Corrosion Behavior of The Additively Manufactured Ti 6al Full ChapterDocument31 pagesEffects of Competitive Anion Adsorption BR or CL and Semiconducting Properties of The Passive Films On The Corrosion Behavior of The Additively Manufactured Ti 6al Full Chapterwilliam.tavares691100% (7)
- Weldability Al IronDocument8 pagesWeldability Al IronomarNo ratings yet
- Corrosion of Cast Aluminum Alloys - A Review - 20201013Document29 pagesCorrosion of Cast Aluminum Alloys - A Review - 20201013Wei YaoNo ratings yet
- The Kinetics and Mechanism of Filiform Corrosion oDocument15 pagesThe Kinetics and Mechanism of Filiform Corrosion owael barbaryNo ratings yet
- Kra Wiec 2012Document10 pagesKra Wiec 2012Jimy Unfried-SilgadoNo ratings yet
- Online FirstDocument7 pagesOnline FirstmirosekNo ratings yet
- Filiform Corrosion: Types of Corrosion On AluminiumDocument13 pagesFiliform Corrosion: Types of Corrosion On AluminiumAbdo MajidNo ratings yet
- Ebook Effects of Competitive Anion Adsorption BR or CL and Semiconducting Properties of The Passive Films On The Corrosion Behavior of The Additively Manufactured Ti 6al Full Chapter PDFDocument31 pagesEbook Effects of Competitive Anion Adsorption BR or CL and Semiconducting Properties of The Passive Films On The Corrosion Behavior of The Additively Manufactured Ti 6al Full Chapter PDFdavid.clenney251100% (32)
- Research Article Corrosion and Hardness Behaviour of Al/GO Nanocomposites Processed by The Ultrasonic Gravitational Stir Casting MethodDocument8 pagesResearch Article Corrosion and Hardness Behaviour of Al/GO Nanocomposites Processed by The Ultrasonic Gravitational Stir Casting MethodNexgen TechnologyNo ratings yet
- Annibaldi2012 Checar PDFDocument7 pagesAnnibaldi2012 Checar PDFAnonymous BSViVGUNo ratings yet
- AplicacionesAvanzadasdeAluminaAmorfa PDFDocument15 pagesAplicacionesAvanzadasdeAluminaAmorfa PDFDAYANA ALEJANDRA LNPEZ LUJNNNo ratings yet
- Corrosion Resistance in NaCl Environment of Fiber Metal Laminates Based On Aluminum and Titanium Alloys With Carbon and Glass FibersDocument14 pagesCorrosion Resistance in NaCl Environment of Fiber Metal Laminates Based On Aluminum and Titanium Alloys With Carbon and Glass FibersSharamito AkaritoNo ratings yet
- Corrosion Characterisation of Alumina-Magnesium Metal Matrix CompositesDocument21 pagesCorrosion Characterisation of Alumina-Magnesium Metal Matrix CompositesNoura Nour ElshamsNo ratings yet
- Corrosion Science: M. Buc Ko, J. Rogan, S.I. Stevanovic, A. Peric - Grujic, J.B. BajatDocument11 pagesCorrosion Science: M. Buc Ko, J. Rogan, S.I. Stevanovic, A. Peric - Grujic, J.B. BajatterNo ratings yet
- Inhibitive Performance of A Rust Converter On Corrosion of Mild SteelDocument7 pagesInhibitive Performance of A Rust Converter On Corrosion of Mild SteelOmar MorteoNo ratings yet
- Corrosion Protection of Mild Steel by Elecetroactive Polyaniline CoatingDocument6 pagesCorrosion Protection of Mild Steel by Elecetroactive Polyaniline CoatingMuzammil YounasNo ratings yet
- M. Bučko - 2014Document9 pagesM. Bučko - 2014terNo ratings yet
- Corrosion Testing of Anodized Aerospace AlloysDocument15 pagesCorrosion Testing of Anodized Aerospace Alloysazize hosseinjanyNo ratings yet
- Effects of Some Ions On Ion-Selectivity of Ferrous Sulfide FilmDocument5 pagesEffects of Some Ions On Ion-Selectivity of Ferrous Sulfide FilmMoonLightNo ratings yet
- Materials Letters: M.F. Morks, N.F. Fahim, I.S. ColeDocument5 pagesMaterials Letters: M.F. Morks, N.F. Fahim, I.S. ColeDiegoMauricioSCNo ratings yet
- Qin2015 Article CorrosionBehaviorOfTheFrictionDocument12 pagesQin2015 Article CorrosionBehaviorOfTheFrictionDilipSinghNo ratings yet
- Materials Science & Engineering ADocument10 pagesMaterials Science & Engineering AC_rovereNo ratings yet
- Local Corrosion Behavior of Additive Manufactured Alsimg Alloy Assessed by Sem and SKPFMDocument9 pagesLocal Corrosion Behavior of Additive Manufactured Alsimg Alloy Assessed by Sem and SKPFMshameekaNo ratings yet
- Lifetime Prediction For Organic Coatings On Steel and A Magnesium Alloy Using Electrochemical Impedance MethodsDocument12 pagesLifetime Prediction For Organic Coatings On Steel and A Magnesium Alloy Using Electrochemical Impedance MethodsOmar MorteoNo ratings yet
- Solidification of Al-Sn-Cu Based Immiscible Alloys Under Intense ShearingDocument10 pagesSolidification of Al-Sn-Cu Based Immiscible Alloys Under Intense ShearingwafaNo ratings yet
- Ascorbic Acid As Corrosion Inhibitor For Steel in Alkaline MediaDocument6 pagesAscorbic Acid As Corrosion Inhibitor For Steel in Alkaline MediaK S RamakrishnaNo ratings yet
- 1 s2.0 S2213956713000467 MainDocument7 pages1 s2.0 S2213956713000467 MainNarendra FirmansyahNo ratings yet
- The Effect of Adding Different Percentages of Copper On Corrosion of Pure AluminumDocument6 pagesThe Effect of Adding Different Percentages of Copper On Corrosion of Pure AluminumLilian Jefferson MalavaziNo ratings yet
- Self-Ion Bombarded CR Films Crystallographic Orientation and Oxidation BehaviourDocument9 pagesSelf-Ion Bombarded CR Films Crystallographic Orientation and Oxidation BehaviourBeeNo ratings yet
- (EFC 39) Palmer, J.W. - Hedges, W. - Dawson, J.L. (Eds.) - Use of Corrosion Inhibitors in Oil and Gas Production-Maney Publishing (2004)Document5 pages(EFC 39) Palmer, J.W. - Hedges, W. - Dawson, J.L. (Eds.) - Use of Corrosion Inhibitors in Oil and Gas Production-Maney Publishing (2004)mirafrmNo ratings yet
- L.A.B Mabhali, N. Sacks, S. Pityana: Article InfoDocument9 pagesL.A.B Mabhali, N. Sacks, S. Pityana: Article InfoRakesh ChandraNo ratings yet
- Electronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionFrom EverandElectronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionNo ratings yet
- Tang 2016Document6 pagesTang 2016Gustavo PamplonaNo ratings yet
- New Coating Synthesis Comprising CuONiOC To ObtainDocument24 pagesNew Coating Synthesis Comprising CuONiOC To ObtainGustavo PamplonaNo ratings yet
- Artigo Referencia - MR-2017-0970Document6 pagesArtigo Referencia - MR-2017-0970Gustavo PamplonaNo ratings yet
- ArtigoDocument20 pagesArtigoGustavo PamplonaNo ratings yet
- ArtigoDocument11 pagesArtigoGustavo PamplonaNo ratings yet
- ArtigoDocument13 pagesArtigoGustavo PamplonaNo ratings yet
- ArtigoDocument10 pagesArtigoGustavo PamplonaNo ratings yet
- CorrosãoDocument8 pagesCorrosãoGustavo PamplonaNo ratings yet
- Deterioração de SuperfíciesDocument7 pagesDeterioração de SuperfíciesGustavo PamplonaNo ratings yet
- DeterioraçãoDocument11 pagesDeterioraçãoGustavo PamplonaNo ratings yet
- Motion GraphsDocument6 pagesMotion GraphsieswaheedNo ratings yet
- PRESOTATO S4320 TecsisDocument2 pagesPRESOTATO S4320 TecsisRolando Jara YoungNo ratings yet
- RGF Troubleshooting Guide To Guardian Air / REME Product LineDocument1 pageRGF Troubleshooting Guide To Guardian Air / REME Product LineDNo ratings yet
- Casio 991 Es Rechniques MathDocument36 pagesCasio 991 Es Rechniques Mathlino2320No ratings yet
- Introduction/Drill Pipe: The Three Most Important Components of Drill Pipe Products Are Quality, Technology, and EconomyDocument26 pagesIntroduction/Drill Pipe: The Three Most Important Components of Drill Pipe Products Are Quality, Technology, and Economycmrig74No ratings yet
- Report of Roof Design of Model BDocument10 pagesReport of Roof Design of Model BNishan GajurelNo ratings yet
- Tesis Pablo GuardiaDocument217 pagesTesis Pablo GuardiaSajid HussainNo ratings yet
- Ultrasonic Technology Seals The DealDocument10 pagesUltrasonic Technology Seals The DealНиколайNo ratings yet
- Presentation Op Amp Till 16.01.2024Document32 pagesPresentation Op Amp Till 16.01.2024Harsh AgarwalNo ratings yet
- Mechanical Analysis of Extracted Aggregate: Standard Method of Test ForDocument6 pagesMechanical Analysis of Extracted Aggregate: Standard Method of Test Forclint silNo ratings yet
- MARK SCHEME For The May/June 2010 Question Paper For The Guidance of TeachersDocument7 pagesMARK SCHEME For The May/June 2010 Question Paper For The Guidance of TeachersroorooNo ratings yet
- Writing A Scientific Paper (Introduction)Document2 pagesWriting A Scientific Paper (Introduction)nivram alindayuNo ratings yet
- Arteche DS Acf-36 enDocument2 pagesArteche DS Acf-36 enasistente.licitacionesNo ratings yet
- Pulley Questions Where Acceleration ChangesDocument3 pagesPulley Questions Where Acceleration ChangesN OGNo ratings yet
- Basic Question BankDocument4 pagesBasic Question Bankmanju.dsatmNo ratings yet
- PQP 02 Puc II Maths 2024Document8 pagesPQP 02 Puc II Maths 2024Anagha BLNo ratings yet
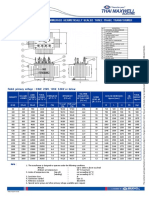
- 03.technical Data of Oil-Immersed Hermetically Sealed TransformerDocument2 pages03.technical Data of Oil-Immersed Hermetically Sealed TransformerMachanical PtwitNo ratings yet
- Problem 1: Solution: Fluid Mechanics and HydraulicsDocument11 pagesProblem 1: Solution: Fluid Mechanics and HydraulicsJacob Santos100% (2)
- RTWP Problem Troubleshooting - HWDocument4 pagesRTWP Problem Troubleshooting - HWBro Fahroe95% (21)
- 3-VBT For Coordination ChemistryDocument22 pages3-VBT For Coordination ChemistryTri Istia HandayaniNo ratings yet
- Great Minds of Carbon Equivalent CompleteDocument14 pagesGreat Minds of Carbon Equivalent CompleteColonelprivate100% (1)
- Exergy Analysis in Industry: Dr. Khoa Ta DangDocument55 pagesExergy Analysis in Industry: Dr. Khoa Ta DangMinh Hoàng NguyễnNo ratings yet
- Fde MCQDocument14 pagesFde MCQahmedNo ratings yet
- UN - Uf IN - If UN M - UF M IN M - IF M: XX XX XX XX XX XX XX XXDocument52 pagesUN - Uf IN - If UN M - UF M IN M - IF M: XX XX XX XX XX XX XX XXPRAMBUDI TRI UTOMONo ratings yet
- Transport and InstallationDocument11 pagesTransport and InstallationalbertoNo ratings yet
- Color Vision: William H. Swanson, PHD, Faao, Jay M. Cohen, Od, FaaoDocument25 pagesColor Vision: William H. Swanson, PHD, Faao, Jay M. Cohen, Od, FaaoMacarena AlvarezNo ratings yet
- Wrench ClearancesDocument2 pagesWrench ClearancesRowan JoguilonNo ratings yet
- Value of Mains Supply 230V: ElectricityDocument22 pagesValue of Mains Supply 230V: ElectricityMarlone ZvinoitavanhuNo ratings yet

































































































Download as pdf or txt
You might also like
- FSOG 13-005 General Insp TenarisDocument10 pagesFSOG 13-005 General Insp TenarisJanderson Sanchez Castañeda0% (1)
- KOMATSU D65PX-15 Service ManualDocument267 pagesKOMATSU D65PX-15 Service ManualLizardo Astudillo Cruz100% (9)
- Corrosion Behaviour of MagnesiumAluminium Alloys IDocument12 pagesCorrosion Behaviour of MagnesiumAluminium Alloys IBima SaktiNo ratings yet
- Journal of Materials Science & TechnologyDocument14 pagesJournal of Materials Science & TechnologyPATEL NIKUNJKUMAR JITENDRABHAINo ratings yet
- Research Article: Corrosion Behavior of Mg-Al/Tic Composites in Nacl SolutionDocument8 pagesResearch Article: Corrosion Behavior of Mg-Al/Tic Composites in Nacl SolutionsaranNo ratings yet
- Corrosion Science: M. Saenz de Miera, M. Curioni, P. Skeldon, G.E. ThompsonDocument9 pagesCorrosion Science: M. Saenz de Miera, M. Curioni, P. Skeldon, G.E. ThompsonjchemNo ratings yet
- Cavitation Erosion of Aluminum Matrix Sintered Composite With AlN DispersoidsDocument5 pagesCavitation Erosion of Aluminum Matrix Sintered Composite With AlN DispersoidsRaluca FloreaNo ratings yet
- Surface & Coatings Technology: M. Marín-Sánchez, P. Ocón, A. Conde, I. GarcíaDocument7 pagesSurface & Coatings Technology: M. Marín-Sánchez, P. Ocón, A. Conde, I. GarcíaterNo ratings yet
- Understanding Pitting Corrosion Behavior of AZ91 ADocument13 pagesUnderstanding Pitting Corrosion Behavior of AZ91 Aahmed rabeeaNo ratings yet
- M. Bučko - 2013Document8 pagesM. Bučko - 2013terNo ratings yet
- New Insights Into The Corrosion of Magnesium Alloys The 2016 Scripta MaterDocument5 pagesNew Insights Into The Corrosion of Magnesium Alloys The 2016 Scripta MaterBassel AlshamiNo ratings yet
- 1 s2.0 S0010938X15301335 MainDocument12 pages1 s2.0 S0010938X15301335 MainDhanashekar ManickamNo ratings yet
- Investigation and Corrosion Performance of Cast MG E6Ale1Zn Þ Xca Alloy Under Salt Spray Test (Astm-B117)Document9 pagesInvestigation and Corrosion Performance of Cast MG E6Ale1Zn Þ Xca Alloy Under Salt Spray Test (Astm-B117)2013answer sheetNo ratings yet
- Canul - Effect of Si On Pitting Corrosion Resistance of Al-12Si AlloyDocument8 pagesCanul - Effect of Si On Pitting Corrosion Resistance of Al-12Si Alloyrahul.meenaNo ratings yet
- A Comparative Study On Corrosion of MG Al Si AlloysDocument10 pagesA Comparative Study On Corrosion of MG Al Si AlloysSouhaib KHELIFINo ratings yet
- Materials and Design: R. Walter, M. Bobby KannanDocument5 pagesMaterials and Design: R. Walter, M. Bobby KannanAamir FarooqNo ratings yet
- Journal Bio CompatibilityDocument18 pagesJournal Bio Compatibility2013answer sheetNo ratings yet
- Cathodic Activity of Corrosion Filaments Formed OnDocument10 pagesCathodic Activity of Corrosion Filaments Formed OnAroua ToumiNo ratings yet
- Materials and Design: A.S. Anasyida, A.R. Daud, M.J. GhazaliDocument10 pagesMaterials and Design: A.S. Anasyida, A.R. Daud, M.J. Ghazalilakshmi_yaNo ratings yet
- Corrosionand Galvanicbehaviorof Copper CarbonsteelDocument13 pagesCorrosionand Galvanicbehaviorof Copper CarbonsteelDuygu GökkuşNo ratings yet
- Metals 12 01765 v3Document8 pagesMetals 12 01765 v3Črtomir DonikNo ratings yet
- Microstructure and Corrosion Resistance of Laser Cladding and FrictionDocument7 pagesMicrostructure and Corrosion Resistance of Laser Cladding and FrictionYohanesNo ratings yet
- Hot Deformation Behavior and Rate-Controlling Mechanism in DiluteDocument10 pagesHot Deformation Behavior and Rate-Controlling Mechanism in DiluteRonghui DingNo ratings yet
- Effect of Pretreatment On Corrosion Behaviour of Al 7075Document10 pagesEffect of Pretreatment On Corrosion Behaviour of Al 7075Kannan ChidambaramNo ratings yet
- Sulphate Edta SolnDocument9 pagesSulphate Edta SolnRahul kumarNo ratings yet
- Pulse Plating of Sacrificial MN Cu Alloy PDFDocument7 pagesPulse Plating of Sacrificial MN Cu Alloy PDFdanyNo ratings yet
- M Out Arlier 2005Document15 pagesM Out Arlier 2005rudowiczarturNo ratings yet
- Effect of Microcrystallization On Pitting Corrosion of Pure AluminiumDocument7 pagesEffect of Microcrystallization On Pitting Corrosion of Pure Aluminiumh.mraiedNo ratings yet
- Bull MatscDocument11 pagesBull MatscAlagar SamyNo ratings yet
- 1 s2.0 S0010938X16300300 MainDocument9 pages1 s2.0 S0010938X16300300 Mainweraronca18No ratings yet
- Effects of Competitive Anion Adsorption BR or CL and Semiconducting Properties of The Passive Films On The Corrosion Behavior of The Additively Manufactured Ti 6al Full ChapterDocument31 pagesEffects of Competitive Anion Adsorption BR or CL and Semiconducting Properties of The Passive Films On The Corrosion Behavior of The Additively Manufactured Ti 6al Full Chapterwilliam.tavares691100% (7)
- Weldability Al IronDocument8 pagesWeldability Al IronomarNo ratings yet
- Corrosion of Cast Aluminum Alloys - A Review - 20201013Document29 pagesCorrosion of Cast Aluminum Alloys - A Review - 20201013Wei YaoNo ratings yet
- The Kinetics and Mechanism of Filiform Corrosion oDocument15 pagesThe Kinetics and Mechanism of Filiform Corrosion owael barbaryNo ratings yet
- Kra Wiec 2012Document10 pagesKra Wiec 2012Jimy Unfried-SilgadoNo ratings yet
- Online FirstDocument7 pagesOnline FirstmirosekNo ratings yet
- Filiform Corrosion: Types of Corrosion On AluminiumDocument13 pagesFiliform Corrosion: Types of Corrosion On AluminiumAbdo MajidNo ratings yet
- Ebook Effects of Competitive Anion Adsorption BR or CL and Semiconducting Properties of The Passive Films On The Corrosion Behavior of The Additively Manufactured Ti 6al Full Chapter PDFDocument31 pagesEbook Effects of Competitive Anion Adsorption BR or CL and Semiconducting Properties of The Passive Films On The Corrosion Behavior of The Additively Manufactured Ti 6al Full Chapter PDFdavid.clenney251100% (32)
- Research Article Corrosion and Hardness Behaviour of Al/GO Nanocomposites Processed by The Ultrasonic Gravitational Stir Casting MethodDocument8 pagesResearch Article Corrosion and Hardness Behaviour of Al/GO Nanocomposites Processed by The Ultrasonic Gravitational Stir Casting MethodNexgen TechnologyNo ratings yet
- Annibaldi2012 Checar PDFDocument7 pagesAnnibaldi2012 Checar PDFAnonymous BSViVGUNo ratings yet
- AplicacionesAvanzadasdeAluminaAmorfa PDFDocument15 pagesAplicacionesAvanzadasdeAluminaAmorfa PDFDAYANA ALEJANDRA LNPEZ LUJNNNo ratings yet
- Corrosion Resistance in NaCl Environment of Fiber Metal Laminates Based On Aluminum and Titanium Alloys With Carbon and Glass FibersDocument14 pagesCorrosion Resistance in NaCl Environment of Fiber Metal Laminates Based On Aluminum and Titanium Alloys With Carbon and Glass FibersSharamito AkaritoNo ratings yet
- Corrosion Characterisation of Alumina-Magnesium Metal Matrix CompositesDocument21 pagesCorrosion Characterisation of Alumina-Magnesium Metal Matrix CompositesNoura Nour ElshamsNo ratings yet
- Corrosion Science: M. Buc Ko, J. Rogan, S.I. Stevanovic, A. Peric - Grujic, J.B. BajatDocument11 pagesCorrosion Science: M. Buc Ko, J. Rogan, S.I. Stevanovic, A. Peric - Grujic, J.B. BajatterNo ratings yet
- Inhibitive Performance of A Rust Converter On Corrosion of Mild SteelDocument7 pagesInhibitive Performance of A Rust Converter On Corrosion of Mild SteelOmar MorteoNo ratings yet
- Corrosion Protection of Mild Steel by Elecetroactive Polyaniline CoatingDocument6 pagesCorrosion Protection of Mild Steel by Elecetroactive Polyaniline CoatingMuzammil YounasNo ratings yet
- M. Bučko - 2014Document9 pagesM. Bučko - 2014terNo ratings yet
- Corrosion Testing of Anodized Aerospace AlloysDocument15 pagesCorrosion Testing of Anodized Aerospace Alloysazize hosseinjanyNo ratings yet
- Effects of Some Ions On Ion-Selectivity of Ferrous Sulfide FilmDocument5 pagesEffects of Some Ions On Ion-Selectivity of Ferrous Sulfide FilmMoonLightNo ratings yet
- Materials Letters: M.F. Morks, N.F. Fahim, I.S. ColeDocument5 pagesMaterials Letters: M.F. Morks, N.F. Fahim, I.S. ColeDiegoMauricioSCNo ratings yet
- Qin2015 Article CorrosionBehaviorOfTheFrictionDocument12 pagesQin2015 Article CorrosionBehaviorOfTheFrictionDilipSinghNo ratings yet
- Materials Science & Engineering ADocument10 pagesMaterials Science & Engineering AC_rovereNo ratings yet
- Local Corrosion Behavior of Additive Manufactured Alsimg Alloy Assessed by Sem and SKPFMDocument9 pagesLocal Corrosion Behavior of Additive Manufactured Alsimg Alloy Assessed by Sem and SKPFMshameekaNo ratings yet
- Lifetime Prediction For Organic Coatings On Steel and A Magnesium Alloy Using Electrochemical Impedance MethodsDocument12 pagesLifetime Prediction For Organic Coatings On Steel and A Magnesium Alloy Using Electrochemical Impedance MethodsOmar MorteoNo ratings yet
- Solidification of Al-Sn-Cu Based Immiscible Alloys Under Intense ShearingDocument10 pagesSolidification of Al-Sn-Cu Based Immiscible Alloys Under Intense ShearingwafaNo ratings yet
- Ascorbic Acid As Corrosion Inhibitor For Steel in Alkaline MediaDocument6 pagesAscorbic Acid As Corrosion Inhibitor For Steel in Alkaline MediaK S RamakrishnaNo ratings yet
- 1 s2.0 S2213956713000467 MainDocument7 pages1 s2.0 S2213956713000467 MainNarendra FirmansyahNo ratings yet
- The Effect of Adding Different Percentages of Copper On Corrosion of Pure AluminumDocument6 pagesThe Effect of Adding Different Percentages of Copper On Corrosion of Pure AluminumLilian Jefferson MalavaziNo ratings yet
- Self-Ion Bombarded CR Films Crystallographic Orientation and Oxidation BehaviourDocument9 pagesSelf-Ion Bombarded CR Films Crystallographic Orientation and Oxidation BehaviourBeeNo ratings yet
- (EFC 39) Palmer, J.W. - Hedges, W. - Dawson, J.L. (Eds.) - Use of Corrosion Inhibitors in Oil and Gas Production-Maney Publishing (2004)Document5 pages(EFC 39) Palmer, J.W. - Hedges, W. - Dawson, J.L. (Eds.) - Use of Corrosion Inhibitors in Oil and Gas Production-Maney Publishing (2004)mirafrmNo ratings yet
- L.A.B Mabhali, N. Sacks, S. Pityana: Article InfoDocument9 pagesL.A.B Mabhali, N. Sacks, S. Pityana: Article InfoRakesh ChandraNo ratings yet
- Electronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionFrom EverandElectronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionNo ratings yet
- Tang 2016Document6 pagesTang 2016Gustavo PamplonaNo ratings yet
- New Coating Synthesis Comprising CuONiOC To ObtainDocument24 pagesNew Coating Synthesis Comprising CuONiOC To ObtainGustavo PamplonaNo ratings yet
- Artigo Referencia - MR-2017-0970Document6 pagesArtigo Referencia - MR-2017-0970Gustavo PamplonaNo ratings yet
- ArtigoDocument20 pagesArtigoGustavo PamplonaNo ratings yet
- ArtigoDocument11 pagesArtigoGustavo PamplonaNo ratings yet
- ArtigoDocument13 pagesArtigoGustavo PamplonaNo ratings yet
- ArtigoDocument10 pagesArtigoGustavo PamplonaNo ratings yet
- CorrosãoDocument8 pagesCorrosãoGustavo PamplonaNo ratings yet
- Deterioração de SuperfíciesDocument7 pagesDeterioração de SuperfíciesGustavo PamplonaNo ratings yet
- DeterioraçãoDocument11 pagesDeterioraçãoGustavo PamplonaNo ratings yet
- Motion GraphsDocument6 pagesMotion GraphsieswaheedNo ratings yet
- PRESOTATO S4320 TecsisDocument2 pagesPRESOTATO S4320 TecsisRolando Jara YoungNo ratings yet
- RGF Troubleshooting Guide To Guardian Air / REME Product LineDocument1 pageRGF Troubleshooting Guide To Guardian Air / REME Product LineDNo ratings yet
- Casio 991 Es Rechniques MathDocument36 pagesCasio 991 Es Rechniques Mathlino2320No ratings yet
- Introduction/Drill Pipe: The Three Most Important Components of Drill Pipe Products Are Quality, Technology, and EconomyDocument26 pagesIntroduction/Drill Pipe: The Three Most Important Components of Drill Pipe Products Are Quality, Technology, and Economycmrig74No ratings yet
- Report of Roof Design of Model BDocument10 pagesReport of Roof Design of Model BNishan GajurelNo ratings yet
- Tesis Pablo GuardiaDocument217 pagesTesis Pablo GuardiaSajid HussainNo ratings yet
- Ultrasonic Technology Seals The DealDocument10 pagesUltrasonic Technology Seals The DealНиколайNo ratings yet
- Presentation Op Amp Till 16.01.2024Document32 pagesPresentation Op Amp Till 16.01.2024Harsh AgarwalNo ratings yet
- Mechanical Analysis of Extracted Aggregate: Standard Method of Test ForDocument6 pagesMechanical Analysis of Extracted Aggregate: Standard Method of Test Forclint silNo ratings yet
- MARK SCHEME For The May/June 2010 Question Paper For The Guidance of TeachersDocument7 pagesMARK SCHEME For The May/June 2010 Question Paper For The Guidance of TeachersroorooNo ratings yet
- Writing A Scientific Paper (Introduction)Document2 pagesWriting A Scientific Paper (Introduction)nivram alindayuNo ratings yet
- Arteche DS Acf-36 enDocument2 pagesArteche DS Acf-36 enasistente.licitacionesNo ratings yet
- Pulley Questions Where Acceleration ChangesDocument3 pagesPulley Questions Where Acceleration ChangesN OGNo ratings yet
- Basic Question BankDocument4 pagesBasic Question Bankmanju.dsatmNo ratings yet
- PQP 02 Puc II Maths 2024Document8 pagesPQP 02 Puc II Maths 2024Anagha BLNo ratings yet
- 03.technical Data of Oil-Immersed Hermetically Sealed TransformerDocument2 pages03.technical Data of Oil-Immersed Hermetically Sealed TransformerMachanical PtwitNo ratings yet
- Problem 1: Solution: Fluid Mechanics and HydraulicsDocument11 pagesProblem 1: Solution: Fluid Mechanics and HydraulicsJacob Santos100% (2)
- RTWP Problem Troubleshooting - HWDocument4 pagesRTWP Problem Troubleshooting - HWBro Fahroe95% (21)
- 3-VBT For Coordination ChemistryDocument22 pages3-VBT For Coordination ChemistryTri Istia HandayaniNo ratings yet
- Great Minds of Carbon Equivalent CompleteDocument14 pagesGreat Minds of Carbon Equivalent CompleteColonelprivate100% (1)
- Exergy Analysis in Industry: Dr. Khoa Ta DangDocument55 pagesExergy Analysis in Industry: Dr. Khoa Ta DangMinh Hoàng NguyễnNo ratings yet
- Fde MCQDocument14 pagesFde MCQahmedNo ratings yet
- UN - Uf IN - If UN M - UF M IN M - IF M: XX XX XX XX XX XX XX XXDocument52 pagesUN - Uf IN - If UN M - UF M IN M - IF M: XX XX XX XX XX XX XX XXPRAMBUDI TRI UTOMONo ratings yet
- Transport and InstallationDocument11 pagesTransport and InstallationalbertoNo ratings yet
- Color Vision: William H. Swanson, PHD, Faao, Jay M. Cohen, Od, FaaoDocument25 pagesColor Vision: William H. Swanson, PHD, Faao, Jay M. Cohen, Od, FaaoMacarena AlvarezNo ratings yet
- Wrench ClearancesDocument2 pagesWrench ClearancesRowan JoguilonNo ratings yet
- Value of Mains Supply 230V: ElectricityDocument22 pagesValue of Mains Supply 230V: ElectricityMarlone ZvinoitavanhuNo ratings yet