Download as docx, pdf, or txt
You might also like
- Engtech Application Exemplar 2017Document3 pagesEngtech Application Exemplar 2017Gabriel PanaNo ratings yet
- NSE Work Experience Report - JohnDocument15 pagesNSE Work Experience Report - JohnJohn Bender100% (1)
- Lab 8Document4 pagesLab 8SHEILA HADIDNo ratings yet
- CV - Tareque - Section Manager-InspectionDocument8 pagesCV - Tareque - Section Manager-InspectionTareque IftekharNo ratings yet
- Sam S JRDocument17 pagesSam S JRBENSON CHIMWEMWE MWALENo ratings yet
- Metallurgical Test Work - Between A Rock and A Hard PDFDocument18 pagesMetallurgical Test Work - Between A Rock and A Hard PDFLevent ErgunNo ratings yet
- Pilot Plant Testing Methods - BPRDocument17 pagesPilot Plant Testing Methods - BPRravibelavadiNo ratings yet
- CMT Manual 2ndSY21 22Document76 pagesCMT Manual 2ndSY21 22estoy estoyNo ratings yet
- Pm03-Truongtanduong-Production EngineerDocument9 pagesPm03-Truongtanduong-Production EngineerTrương Tấn DươngNo ratings yet
- PeekayDocument8 pagesPeekayChef HouseNo ratings yet
- Vel CVDocument4 pagesVel CVKaranSinglaNo ratings yet
- Resume 07.07Document3 pagesResume 07.07Vinod MenonNo ratings yet
- Mechanical SupervisorDocument5 pagesMechanical SupervisorEr AkhlaqueNo ratings yet
- DataDocument11 pagesDataRashida MajeedNo ratings yet
- Asnt Ut IiDocument4 pagesAsnt Ut IiMehmet SoysalNo ratings yet
- Mahendran 2 PDFDocument5 pagesMahendran 2 PDFMahendran ChokkanathanNo ratings yet
- Qualification: 11yearsDocument5 pagesQualification: 11yearsibrahimNo ratings yet
- Georgy Abraham - Mech EnggDocument5 pagesGeorgy Abraham - Mech EngggeorgyNo ratings yet
- Hazrulnizam CVDocument5 pagesHazrulnizam CVMohamamad Rasyid Bin Abu TalibNo ratings yet
- Tropical Rock EngineeringDocument383 pagesTropical Rock EngineeringNur HolisNo ratings yet
- Improvement in Process Industries by Using Work Study Methods: A Case StudyDocument11 pagesImprovement in Process Industries by Using Work Study Methods: A Case StudypratikNo ratings yet
- Improvement in Process Industries by Using Work Study Methods: A Case StudyDocument11 pagesImprovement in Process Industries by Using Work Study Methods: A Case StudyBhaswati PandaNo ratings yet
- MQCH Orientation Project Engineers3Document42 pagesMQCH Orientation Project Engineers3engr rangNo ratings yet
- Resume of R. Naveen KumarDocument5 pagesResume of R. Naveen Kumarajin ekkishowNo ratings yet
- Renganathan Perumal CVDocument6 pagesRenganathan Perumal CVAl GHANMINo ratings yet
- Muhammad Ihsan-Ul-Haq Gold Medalist 64 Minet DriveDocument3 pagesMuhammad Ihsan-Ul-Haq Gold Medalist 64 Minet DriveMuhammadIIhsanNo ratings yet
- Uday S. DayalDocument4 pagesUday S. DayaludayalNo ratings yet
- Applying Statistical Quality Control (SPC) Tools in Construction Industry (Mawasi Factory Case Study)Document62 pagesApplying Statistical Quality Control (SPC) Tools in Construction Industry (Mawasi Factory Case Study)Horas CanmanNo ratings yet
- Internship Report 2Document32 pagesInternship Report 2burhan644ahmadNo ratings yet
- Answers To Questions: Operations and Maintenance of Foundry ShopDocument38 pagesAnswers To Questions: Operations and Maintenance of Foundry ShopAndrew TolentinoNo ratings yet
- Me331 Manufacturing Technology Laboratory - 1Document2 pagesMe331 Manufacturing Technology Laboratory - 1Sathish100% (1)
- Iron Ore Dressing Plant Auditing - LectureDocument7 pagesIron Ore Dressing Plant Auditing - LectureravibelavadiNo ratings yet
- Materials Today: Proceedings: S. Nagendharan, R. Kishore, P. Gurusamy, P. SubashDocument6 pagesMaterials Today: Proceedings: S. Nagendharan, R. Kishore, P. Gurusamy, P. SubashKishore RaviNo ratings yet
- 3.3 - 11 - 8 - Excercise - TRAINING ON ISO 17025Document2 pages3.3 - 11 - 8 - Excercise - TRAINING ON ISO 17025vinod bhattNo ratings yet
- CV - Tareque - Inspection EngineerDocument7 pagesCV - Tareque - Inspection EngineerTareque IftekharNo ratings yet
- Anurag Srivastav Updated NewDocument3 pagesAnurag Srivastav Updated Newnaina ka madhavNo ratings yet
- Recommended Audit Testing Frequency For Pavement and Concrete Material 22 August 2011.RCN-D14 23245716Document21 pagesRecommended Audit Testing Frequency For Pavement and Concrete Material 22 August 2011.RCN-D14 23245716Babu NaikNo ratings yet
- JKTech Statistics BrochureDocument3 pagesJKTech Statistics BrochureRonald TessénNo ratings yet
- Sunil Bhatia ResumeDocument5 pagesSunil Bhatia Resumepravin gamareNo ratings yet
- Foundry LabDocument24 pagesFoundry LabthodatisampathNo ratings yet
- CV 2024Document6 pagesCV 2024Patric MahlanguNo ratings yet
- Lab Manual With 20 ExpDocument68 pagesLab Manual With 20 ExpGiridhari ChandrabansiNo ratings yet
- AnonymDocument383 pagesAnonymjimmyNo ratings yet
- CV SimDocument7 pagesCV Simpinchi877012No ratings yet
- Gold Mining Feasibility Study PDFDocument3 pagesGold Mining Feasibility Study PDFMike100% (2)
- CV of Christopher LibreaDocument6 pagesCV of Christopher LibreaChristopher Federico LibreaNo ratings yet
- Ijer 2014 212Document6 pagesIjer 2014 212Innovative Research PublicationsNo ratings yet
- Contoh CV PipingDocument6 pagesContoh CV Pipingandi dipayadnyaNo ratings yet
- MKKL 2063Document10 pagesMKKL 2063Anas Abd RahmanNo ratings yet
- Dinesh Qa-Qc EngineerDocument6 pagesDinesh Qa-Qc EngineerDinesh SomwanshiNo ratings yet
- 20 V 113 GDocument10 pages20 V 113 GChani PradasaraNo ratings yet
- ARGeo C7 Successful Commissioning ID 46811Document12 pagesARGeo C7 Successful Commissioning ID 46811Insan AzizNo ratings yet
- C.V Ins2Document6 pagesC.V Ins2Amr mohamedNo ratings yet
- FulltextDocument47 pagesFulltextZhengming XuNo ratings yet
- 20PWC15 - Second ReviewDocument39 pages20PWC15 - Second ReviewHARI B SNo ratings yet
- Mohamed Ashim: Mechanical InspectorDocument5 pagesMohamed Ashim: Mechanical InspectorMad TahaNo ratings yet
- Work StudyDocument11 pagesWork Studypiyush kumarNo ratings yet
- Metallurgical Testing - The Pain Continues - Newell Et Al, Mill Operators Conference 2020Document45 pagesMetallurgical Testing - The Pain Continues - Newell Et Al, Mill Operators Conference 2020anewellNo ratings yet
- Mechanical Properties and Performance of Engineering Ceramics and Composites XIFrom EverandMechanical Properties and Performance of Engineering Ceramics and Composites XIJonathan SalemNo ratings yet
- Advanced Processing and Manufacturing Technologies for Structural and Multifunctional Materials VIIFrom EverandAdvanced Processing and Manufacturing Technologies for Structural and Multifunctional Materials VIITatsuki OhjiNo ratings yet
- Sam S JRDocument17 pagesSam S JRBENSON CHIMWEMWE MWALENo ratings yet
- Engineering Metallurgy Log BookDocument10 pagesEngineering Metallurgy Log BookBENSON CHIMWEMWE MWALENo ratings yet
- Fact Sheet P1Document5 pagesFact Sheet P1BENSON CHIMWEMWE MWALENo ratings yet
- Assignment 1 2018Document2 pagesAssignment 1 2018BENSON CHIMWEMWE MWALENo ratings yet
- Materials: Study On The Durability of Bamboo Fiber Asphalt MixtureDocument22 pagesMaterials: Study On The Durability of Bamboo Fiber Asphalt MixtureCesar Idrogo MontalvoNo ratings yet
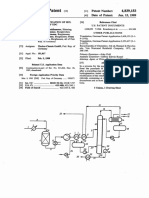
- Process For Purification of HCL From Edc PyrolysisDocument6 pagesProcess For Purification of HCL From Edc Pyrolysisu2051721No ratings yet
- Medicinal Quiz 1Document6 pagesMedicinal Quiz 1Sagar SinghNo ratings yet
- SKL 1013 (Laboratory Report 1)Document12 pagesSKL 1013 (Laboratory Report 1)Raajeshwary.TNo ratings yet
- AK Hintermann - List of QNMR Standards - Last Update 12.07.2021Document7 pagesAK Hintermann - List of QNMR Standards - Last Update 12.07.2021RAMONA RICLEANo ratings yet
- Physics-Unit 3 NotesDocument9 pagesPhysics-Unit 3 Notesdwijdani78No ratings yet
- Universities in Germany With Chemistry FacultiesDocument15 pagesUniversities in Germany With Chemistry FacultiesRajat SrivastavaNo ratings yet
- CLS ENG 23 24 XI Che Target 1 Level 1 Chapter 2Document36 pagesCLS ENG 23 24 XI Che Target 1 Level 1 Chapter 2sarthakyedlawar04No ratings yet
- Aashto T180-15Document14 pagesAashto T180-15Besha aliNo ratings yet
- Introduction To Organic Chemistry QP PDFDocument12 pagesIntroduction To Organic Chemistry QP PDFПолина ЩукаNo ratings yet
- General - CH12 - Cleaning & CorrosionDocument73 pagesGeneral - CH12 - Cleaning & Corrosionali amrNo ratings yet
- Comparison of Equilibrium-Stage and Rate-Based ModDocument23 pagesComparison of Equilibrium-Stage and Rate-Based ModValeria CarrilloNo ratings yet
- Project Report (Repaired) (Repaired)Document40 pagesProject Report (Repaired) (Repaired)Sidpara DeepNo ratings yet
- Composite Filler Putty: Technical Data SheetDocument4 pagesComposite Filler Putty: Technical Data SheetMiguel Angel Weisser RiffoNo ratings yet
- Chapter 10 Chemical Bonding II Molecular Geometry and PolarityDocument45 pagesChapter 10 Chemical Bonding II Molecular Geometry and PolarityAnge'le Mae CISNERONo ratings yet
- 5-Slope Stability-3Document48 pages5-Slope Stability-3Alvaro tanujayaNo ratings yet
- TCA Cycle MCQDocument2 pagesTCA Cycle MCQTinsae WorkuNo ratings yet
- Conversion FactorsDocument10 pagesConversion FactorsTheServitor TheServitorNo ratings yet
- Factors Influencing The Rate of Gold Cyanide Leaching and Adsorption On Activated Carbon, and Their Impact On The Design of CIL and CIP CircuitsDocument11 pagesFactors Influencing The Rate of Gold Cyanide Leaching and Adsorption On Activated Carbon, and Their Impact On The Design of CIL and CIP CircuitsMuhammad AzmeerNo ratings yet
- Use of TLC, Uv, NMR, Ir and Lc-Ms/Ms For Purification and Identification of Antibacterial CompoundsDocument11 pagesUse of TLC, Uv, NMR, Ir and Lc-Ms/Ms For Purification and Identification of Antibacterial CompoundsGrace ApriliaNo ratings yet
- Periodic Classification of Elements: Multiple Choice QuestionsDocument10 pagesPeriodic Classification of Elements: Multiple Choice QuestionsAryanNo ratings yet
- SensorDocument164 pagesSensorHagere EthiopiaNo ratings yet
- AC7102 Rev K For Use On Audits On or After 15-Aug-2021Document101 pagesAC7102 Rev K For Use On Audits On or After 15-Aug-2021Agus MulyadiNo ratings yet
- Energies 16 01294 v2Document21 pagesEnergies 16 01294 v2EstefanyNo ratings yet
- Thermodynamics of Portland Cement Clinkering: Theodore Hanein, Fredrik P. Glasser, Marcus BannermanDocument9 pagesThermodynamics of Portland Cement Clinkering: Theodore Hanein, Fredrik P. Glasser, Marcus BannermanBenNo ratings yet
- PBL Chemistry MCQSDocument18 pagesPBL Chemistry MCQSMaazullahNo ratings yet
- SS1 Chem 2nd TermDocument2 pagesSS1 Chem 2nd TermGodspower OgbonnayaNo ratings yet
- Bhramastra Test Series Jee Mains January 2024Document2 pagesBhramastra Test Series Jee Mains January 2024Arav IyerNo ratings yet
- Pegler Float Valve Equilibirum Pattern M g2 12 dn65Document2 pagesPegler Float Valve Equilibirum Pattern M g2 12 dn65valveNo ratings yet