Download as pdf or txt
You might also like
- Bai - 4 - Cong - Nghe - Đuc - 2.5m (DA CHINH SUA)Document27 pagesBai - 4 - Cong - Nghe - Đuc - 2.5m (DA CHINH SUA)Viet DoNo ratings yet
- Tính H P NèDocument56 pagesTính H P NèLe Thanh HuyNo ratings yet
- smt 용 단어AutoRecoveredDocument10 pagessmt 용 단어AutoRecoverednguyenthivienbn1999No ratings yet
- Bai 4 - CN Duc-BSDocument34 pagesBai 4 - CN Duc-BSLinh Nguyễn vănNo ratings yet
- Catalogue CVL Steel Conduit Flexible ConduitDocument104 pagesCatalogue CVL Steel Conduit Flexible ConduitTàiChínhDoanhNghiệpNo ratings yet
- 2 Thuatnguvakyhieumoihan Slide 2279Document7 pages2 Thuatnguvakyhieumoihan Slide 2279Ngtiệp NguyễnNo ratings yet
- Bai 6 Giai Doan Anh Chup Buc Xa - Vu-NewDocument164 pagesBai 6 Giai Doan Anh Chup Buc Xa - Vu-NewLe Trung TuyenNo ratings yet
- Chương 10Document50 pagesChương 10ngan.phamanh362No ratings yet
- Đh Trục Ống Gió Khu i - 01Document16 pagesĐh Trục Ống Gió Khu i - 01Phạm TrangNo ratings yet
- Bai 4 - Công nghệ ĐúcDocument28 pagesBai 4 - Công nghệ ĐúcCường NguyễnNo ratings yet
- Me Nha Dieu HanhDocument31 pagesMe Nha Dieu HanhNguyễn Quang HàNo ratings yet
- TCVN 3223-2000Document6 pagesTCVN 3223-2000Dat NguyenNo ratings yet
- Bài giảng Sứ nha khoa - NGND.GS. Hoàng Tử Hùng (download tai tailieutuoi.com)Document27 pagesBài giảng Sứ nha khoa - NGND.GS. Hoàng Tử Hùng (download tai tailieutuoi.com)Bảo NguyễnNo ratings yet
- Troubleshooting Cracks in Steel CastingsDocument140 pagesTroubleshooting Cracks in Steel CastingsDo Tuan DatNo ratings yet
- Tai Lieu Ve Lien Ket Bu Long Trong Ket Cau Thep PDFDocument49 pagesTai Lieu Ve Lien Ket Bu Long Trong Ket Cau Thep PDFDo Thai SonNo ratings yet
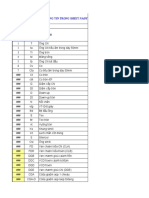
- báo giá vật tưDocument2 pagesbáo giá vật tưTrọng Ngô ĐìnhNo ratings yet
- KCT C5 NotesDocument86 pagesKCT C5 Noteskhung15No ratings yet
- ĐT Gi NG ViênDocument38 pagesĐT Gi NG ViênDượcNo ratings yet
- 02.types of Foundation and PileDocument12 pages02.types of Foundation and PileTrần Quang HuyNo ratings yet
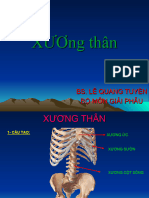
- Xương ThânDocument35 pagesXương ThânBilly NguyễnNo ratings yet
- Xương Thân MìnhDocument34 pagesXương Thân MìnhNhi HoàngNo ratings yet
- 1.BIỆN PHÁP THI CÔNG HỆ THỐNG ĐIỆN PHẦN 7Document13 pages1.BIỆN PHÁP THI CÔNG HỆ THỐNG ĐIỆN PHẦN 7Quốc Hùng VũNo ratings yet
- GIỚI THIỆU BỂ MẠDocument3 pagesGIỚI THIỆU BỂ MẠĐứcNo ratings yet
- VKIN - Foam Catalogue 2017Document3 pagesVKIN - Foam Catalogue 2017hungNo ratings yet
- Cach Doc Ten Phuc ChatDocument3 pagesCach Doc Ten Phuc Chatnhtngan2901No ratings yet
- Thi Công Hệ Thống Chống Sét Và Tiếp ĐịaDocument13 pagesThi Công Hệ Thống Chống Sét Và Tiếp ĐịaHoàng NhậtNo ratings yet
- Giua-Ky Vongocvantuong 19161190 NhanDocument42 pagesGiua-Ky Vongocvantuong 19161190 NhanNguyen QuyenNo ratings yet
- Phieu kiem tra thiet bi LĐ 22kV thêm HT Đo đếm - KT Tuan.Tu CSDocument25 pagesPhieu kiem tra thiet bi LĐ 22kV thêm HT Đo đếm - KT Tuan.Tu CSthanhtuan10d2No ratings yet
- BG Công Nghệ Dập Tạo Hình Tấm - (TS. Đinh Văn Duy)Document14 pagesBG Công Nghệ Dập Tạo Hình Tấm - (TS. Đinh Văn Duy)Vănn ĐỗNo ratings yet
- Bu LôngDocument18 pagesBu LôngNguyễn Cao KhoaNo ratings yet
- 2022 10 07 LandscapingDocument9 pages2022 10 07 Landscapingduytien9395No ratings yet
- CH 5 Steel Truss 82018Document6 pagesCH 5 Steel Truss 82018Đạt Lê NguyễnNo ratings yet
- bản vẽ phân rãDocument1 pagebản vẽ phân rãkrisli2512No ratings yet
- Bao Cao Khao SatDocument5 pagesBao Cao Khao SatPhạm Đức HoằngNo ratings yet
- Báo GiáDocument2 pagesBáo GiáTrọng Ngô ĐìnhNo ratings yet
- Hướng dẫn kĩ thuậtDocument2 pagesHướng dẫn kĩ thuậtTrong HoNo ratings yet
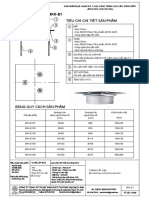
- Tiêu Chí Chi Tiết Sản Phẩm Mã sản phẩm: BKK-E1Document1 pageTiêu Chí Chi Tiết Sản Phẩm Mã sản phẩm: BKK-E1Trong Hieu NguyenNo ratings yet
- GIỚI THIỆU BÊ TÔNG TÍNH NĂNG CAODocument25 pagesGIỚI THIỆU BÊ TÔNG TÍNH NĂNG CAOnhduyNo ratings yet
- HS Bien Chi Dan Giao Thong ChuanDocument8 pagesHS Bien Chi Dan Giao Thong ChuanTrương Văn TrọngNo ratings yet
- BaiGiang 10 HinhThaiAnMonDocument105 pagesBaiGiang 10 HinhThaiAnMonChí ĐạiNo ratings yet
- Phân Tích Mối Nguy Hại Tiềm Ẩn Của Mặt CắtDocument7 pagesPhân Tích Mối Nguy Hại Tiềm Ẩn Của Mặt CắtThanhthungcattai DinhNo ratings yet
- Phan 4 - Hu Hong Va Sua Chua, Gia Cuong Ket Cau ThepDocument58 pagesPhan 4 - Hu Hong Va Sua Chua, Gia Cuong Ket Cau ThepNguywn DuongNo ratings yet
- E-Catalog Ống Thép Luồn Dây ĐIện - Ống Ruột Gà Lõi Thép Cát Vạn Lợi 2020Document116 pagesE-Catalog Ống Thép Luồn Dây ĐIện - Ống Ruột Gà Lõi Thép Cát Vạn Lợi 2020primmt13No ratings yet
- Bài Cuối Khóa - khóa 36 Revit StructureDocument56 pagesBài Cuối Khóa - khóa 36 Revit StructureMike MercNo ratings yet