Download as pdf or txt
You might also like
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 4 out of 5 stars4/5 (9)
- Fundamentals of Corporate Finance Canadian 9th Edition Ross Test BankDocument70 pagesFundamentals of Corporate Finance Canadian 9th Edition Ross Test Bankomicronelegiac8k6st100% (23)
- Welding SymbolsDocument60 pagesWelding Symbolsmitrasah50% (2)
- Project Report On TCS Courier ServicesDocument8 pagesProject Report On TCS Courier ServicesMehwish ZahoorNo ratings yet
- BS Weld SymbolsDocument6 pagesBS Weld SymbolsPham Duc HoaNo ratings yet
- Tax Invoice/Bill of Supply/Cash Memo: (Original For Recipient)Document1 pageTax Invoice/Bill of Supply/Cash Memo: (Original For Recipient)anu balakrishnanNo ratings yet
- AWS Weld Symbol BasicsDocument3 pagesAWS Weld Symbol Basicschairul anwarNo ratings yet
- Optional Tail Special Instructions: For More Info and Guides, Please VisitDocument5 pagesOptional Tail Special Instructions: For More Info and Guides, Please VisitArdser Avico100% (1)
- Welding Joint Design & Welding Symbols - Chapter #5Document12 pagesWelding Joint Design & Welding Symbols - Chapter #5JACKMAAAANo ratings yet
- Welding Symbols: A Useful System or Undecipherable Hieroglyphics?Document7 pagesWelding Symbols: A Useful System or Undecipherable Hieroglyphics?Lahiru Prabhatha AmarasenaNo ratings yet
- Welding SymbolsDocument16 pagesWelding Symbolspurab gusainNo ratings yet
- Weld SymbolsDocument2 pagesWeld SymbolsSandeep ChandranNo ratings yet
- Module 3 - Introduction To Welding Symbols, Detailing, and AWS D1.1 - General RequirementsDocument91 pagesModule 3 - Introduction To Welding Symbols, Detailing, and AWS D1.1 - General RequirementsstrucmeNo ratings yet
- Basic Welding Symbols PDFDocument6 pagesBasic Welding Symbols PDFEarl HarbertNo ratings yet
- SLHJJT SMDocument14 pagesSLHJJT SMNick JaraNo ratings yet
- Welding Joint Design & Welding Symbols - Chapter #5Document14 pagesWelding Joint Design & Welding Symbols - Chapter #5JACKMAAAANo ratings yet
- Welding Joint Design & Welding Symbols - Chapter #5Document14 pagesWelding Joint Design & Welding Symbols - Chapter #5JACKMAAAANo ratings yet
- Welding SymbolsDocument195 pagesWelding SymbolsScribdTranslationsNo ratings yet
- Welding Symbol - MoreDocument40 pagesWelding Symbol - MoreTITUS YUSUFNo ratings yet
- CH 9 Welding, Bonding, and The Design of Permanent JointsDocument29 pagesCH 9 Welding, Bonding, and The Design of Permanent Jointsmahdi najehNo ratings yet
- Welding SymbolDocument8 pagesWelding SymbolMuhammad Cahya Adi PNo ratings yet
- Drawing of Weld SymbolsDocument17 pagesDrawing of Weld SymbolsSteranskoNo ratings yet
- Welding SymbolsDocument9 pagesWelding SymbolsleventkilicNo ratings yet
- 13 Symbols DrawingsDocument13 pages13 Symbols DrawingsAlie AlbantaniNo ratings yet
- 9 Basic Steps To Reading Welding Symbols For Groove WeldsDocument6 pages9 Basic Steps To Reading Welding Symbols For Groove WeldsArnelson DerechoNo ratings yet
- American Welding Society (AWS)Document26 pagesAmerican Welding Society (AWS)ramprakash202No ratings yet
- New Microsoft Office Word DocumentDocument9 pagesNew Microsoft Office Word DocumentKhalid PerwezNo ratings yet
- Welding SymbolsDocument24 pagesWelding SymbolsPandu PadantyaNo ratings yet
- Welding Joint Design & Welding Symbols - Chapter #5Document21 pagesWelding Joint Design & Welding Symbols - Chapter #5JACKMAAAANo ratings yet
- Welding Joint Design and Welding Symbols123Document21 pagesWelding Joint Design and Welding Symbols123JACKMAAAA100% (4)
- Welding Joint Design and Welding Symbols12Document14 pagesWelding Joint Design and Welding Symbols12JACKMAAAANo ratings yet
- Undercut - Most Predominant WDDDDDDDDDDDDDDDDDDDDDDDDDDDDDD Ddddddddddddddddddddeld Fault Fix: Short Arc Length, Proper Amperage and SpeedDocument14 pagesUndercut - Most Predominant WDDDDDDDDDDDDDDDDDDDDDDDDDDDDDD Ddddddddddddddddddddeld Fault Fix: Short Arc Length, Proper Amperage and SpeedJACKMAAAANo ratings yet
- Weld SymbolsDocument8 pagesWeld SymbolsM.IBRAHEEMNo ratings yet
- Undercut - Most Predominant Weld Fault Fix: Short Arc Length, Proper Amperage and SpeedDocument27 pagesUndercut - Most Predominant Weld Fault Fix: Short Arc Length, Proper Amperage and SpeedJACKMAAAANo ratings yet
- Cswip - Section 09-Welding SymbolsDocument14 pagesCswip - Section 09-Welding SymbolsNsidibe Michael Etim100% (1)
- Welding Symbols Guide For Fillet WeldsDocument10 pagesWelding Symbols Guide For Fillet WeldsGerardo JM PalaciosNo ratings yet
- Welding Symbols Mechanical Engineering DrawingDocument17 pagesWelding Symbols Mechanical Engineering DrawingAdiman Abdul JabarNo ratings yet
- Welding Joint TypesDocument17 pagesWelding Joint TypesshruthiNo ratings yet
- Welding 200708Document17 pagesWelding 200708Mahesh Kumar BandariNo ratings yet
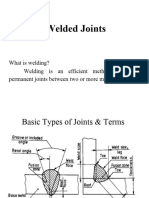
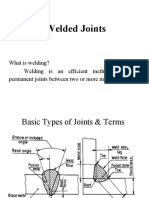
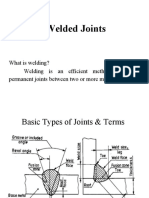
- Welded Joints: What Is Welding? Welding Is An Efficient Method of Making Permanent Joints Between Two or More Metal PartsDocument17 pagesWelded Joints: What Is Welding? Welding Is An Efficient Method of Making Permanent Joints Between Two or More Metal PartsRamasubramanian NagarajanNo ratings yet
- Welding 200708Document17 pagesWelding 200708misthahNo ratings yet
- Welding 200708Document17 pagesWelding 200708Vijayaraman RajendranNo ratings yet
- Welded JointsDocument17 pagesWelded JointsAntonio MarinhoNo ratings yet
- Welding200708 121008223539 Phpapp02 PDFDocument17 pagesWelding200708 121008223539 Phpapp02 PDFA_saravanavelNo ratings yet
- Module10 (Autosaved)Document26 pagesModule10 (Autosaved)remit kitaNo ratings yet
- Welding SymbolsDocument94 pagesWelding Symbolshatem jlolNo ratings yet
- ISO Weld SymbolDocument4 pagesISO Weld SymbolvijayarchNo ratings yet
- A Review of The Application of Weld Symbols On Drawings - Part 1 - Job Knowledge 64Document4 pagesA Review of The Application of Weld Symbols On Drawings - Part 1 - Job Knowledge 64Billy TanNo ratings yet
- Weld Symbol and Welding Symbol - Description and UsesDocument16 pagesWeld Symbol and Welding Symbol - Description and UsesASHVIN YADAVNo ratings yet
- Welding Joint Design and Welding SymbolsDocument20 pagesWelding Joint Design and Welding SymbolsvijayNo ratings yet
- ASL Engineering Tech Manual - WELD SYMBOLS-Issue ADocument6 pagesASL Engineering Tech Manual - WELD SYMBOLS-Issue APham Duc HoaNo ratings yet
- Groove Welding SymbolsDocument14 pagesGroove Welding SymbolsProjetos SigmaNo ratings yet
- Welding Joint Design and Welding SymbolsDocument34 pagesWelding Joint Design and Welding SymbolsberhaneNo ratings yet
- Chapter 5.1 WeldingDocument37 pagesChapter 5.1 WeldingJack Santos100% (1)
- Smaw 9 Q3 W6-7Document6 pagesSmaw 9 Q3 W6-7Words Wero MascarinasNo ratings yet
- Welding 200708Document17 pagesWelding 200708mulladevNo ratings yet
- Fabrication Technology (3361905) Lab Manual 2020 Mech GIA BBITDocument73 pagesFabrication Technology (3361905) Lab Manual 2020 Mech GIA BBITVandan GundaleNo ratings yet
- Q2-03, Smaw Teacher's Made LMTDocument6 pagesQ2-03, Smaw Teacher's Made LMTFelix MilanNo ratings yet
- Advandced Welding SymbolsDocument24 pagesAdvandced Welding Symbolswvandamme100% (1)
- Welding Joint Design and Welding SymbolsDocument43 pagesWelding Joint Design and Welding Symbolsnavas hassanNo ratings yet
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- The Impact of Distribution Channel Differentiation On Organizational PerformanceDocument11 pagesThe Impact of Distribution Channel Differentiation On Organizational PerformanceUsman RidwanNo ratings yet
- Case RetailDocument2 pagesCase RetailSabatino RuntuNo ratings yet
- Staffbase - Comms Strategy TemplateDocument24 pagesStaffbase - Comms Strategy TemplateShwetaNo ratings yet
- 28 DavidAsarnowDocument24 pages28 DavidAsarnowRolindoSantosNo ratings yet
- LegalForce v. Trademark Engine (Second Amended Complaint) Filed August 10, 2018Document102 pagesLegalForce v. Trademark Engine (Second Amended Complaint) Filed August 10, 2018LegalForce - Presentations & ReleasesNo ratings yet
- Agra 16Document12 pagesAgra 16vishal0% (1)
- Form Visa Maritime - UKDocument10 pagesForm Visa Maritime - UKBudi ProNo ratings yet
- Understanding The Challenges of Sari Sari StoreDocument5 pagesUnderstanding The Challenges of Sari Sari StoreKimberly Solomon Javier100% (1)
- Are You A Curator by Rosenbaum, StevenDocument100 pagesAre You A Curator by Rosenbaum, StevenrafaeloaleNo ratings yet
- Start Up India AbstractDocument5 pagesStart Up India Abstractabhaybittu100% (1)
- Chap 2 RRL Contemp EDITEDDocument23 pagesChap 2 RRL Contemp EDITEDLysss EpssssNo ratings yet
- Assignment Operation Management: Submitted By: Siddharth Kr. PathakDocument3 pagesAssignment Operation Management: Submitted By: Siddharth Kr. PathakSiddharth PathakNo ratings yet
- Accounting Chapter 3 SummaryDocument7 pagesAccounting Chapter 3 SummaryHariNo ratings yet
- Marketing Analytics Antim PraharDocument12 pagesMarketing Analytics Antim Praharsakashsharma2799No ratings yet
- Report Parle VS BritanniaDocument59 pagesReport Parle VS BritanniaRusti HopperNo ratings yet
- Scope 3 Greenhouse Gas Emissions Calculation - Guidance For The Pharmaceutical IndustryDocument34 pagesScope 3 Greenhouse Gas Emissions Calculation - Guidance For The Pharmaceutical IndustryBulent InanNo ratings yet
- IBM - Problem Statement - Personal Expense TrackerDocument2 pagesIBM - Problem Statement - Personal Expense Tracker5032 THANUSHA NNo ratings yet
- Case Study of Tata MotorsDocument6 pagesCase Study of Tata MotorsSoumendra RoyNo ratings yet
- NSHM Knowledge Campus - Group of InstitutionsDocument2 pagesNSHM Knowledge Campus - Group of InstitutionsfjygfjygNo ratings yet
- Lembar Kerja Akuntansi (Tim B SMK Karya Bahana Mandiri 2)Document9 pagesLembar Kerja Akuntansi (Tim B SMK Karya Bahana Mandiri 2)Su MiniNo ratings yet
- Trends in Private Equity Investments in Indian Real Estate 2023 10396Document13 pagesTrends in Private Equity Investments in Indian Real Estate 2023 10396Vinod SaranNo ratings yet
- 09 - Chapter 3 PDFDocument70 pages09 - Chapter 3 PDFMd WasimNo ratings yet
- MS 45Document8 pagesMS 45AnjnaKandariNo ratings yet
- Full Download Retailing 8th Edition Dunne Solutions ManualDocument35 pagesFull Download Retailing 8th Edition Dunne Solutions Manualangilaalomaw100% (36)
- Indonesia Cement SectorDocument25 pagesIndonesia Cement SectorRendy SentosaNo ratings yet
- Ollopa Corporation Company Profile - Revised 5 1Document19 pagesOllopa Corporation Company Profile - Revised 5 1Lyka FerrerNo ratings yet
- Academic Profile: Marketing Lead, MonoceptDocument1 pageAcademic Profile: Marketing Lead, MonoceptRanju R NairNo ratings yet