Download as pdf or txt
You might also like
- Essentials of Steam Turbine Design and Analysis: Back To BasicsDocument9 pagesEssentials of Steam Turbine Design and Analysis: Back To BasicsJohn AnthoniNo ratings yet
- Shell Boilers: BSI Standards PublicationDocument43 pagesShell Boilers: BSI Standards PublicationWael MaatougNo ratings yet
- Steam Turbines: Dr. Hitendra ShahDocument161 pagesSteam Turbines: Dr. Hitendra ShahNitish Tole100% (1)
- Boiler Feed Pump - Presentation Handbook PDFDocument51 pagesBoiler Feed Pump - Presentation Handbook PDFAnonymous wIPMQ5rh92% (12)
- Gas Power Plant With Combined CycleDocument23 pagesGas Power Plant With Combined CyclePrabhudhasan100% (1)
- Codes and StandardsDocument82 pagesCodes and StandardsmanojNo ratings yet
- Co GenerationDocument47 pagesCo GenerationDeshdeepak Sharma D DNo ratings yet
- BasicsDocument23 pagesBasicsSam100% (1)
- Pumps in Steam Power Plants: Life Inducing DevicesDocument51 pagesPumps in Steam Power Plants: Life Inducing DevicesAshwinKumar Goswami100% (1)
- Pumps in Steam Power PlantsDocument51 pagesPumps in Steam Power Plantssen_subhasis_58No ratings yet
- Presentation ON Efficiency Imprvement in Coal Fired Thermal Power StationDocument29 pagesPresentation ON Efficiency Imprvement in Coal Fired Thermal Power Stationprithvirajd20No ratings yet
- Steam TurbineDocument27 pagesSteam Turbinecram1960100% (3)
- Steam Turbines FundamentalsDocument51 pagesSteam Turbines Fundamentalssevero97100% (2)
- Gas TurbineDocument23 pagesGas TurbineNur Achmad Busairi100% (1)
- Open, Combined and Combined Heat and Power Cycle: Muzzamil Shahzad Process Engineering Inter Engro Powerge Thar LimitedDocument12 pagesOpen, Combined and Combined Heat and Power Cycle: Muzzamil Shahzad Process Engineering Inter Engro Powerge Thar LimitedMuzzamilNo ratings yet
- Combined Cycle Power Plants FinaleDocument14 pagesCombined Cycle Power Plants FinaleChersey DoctorNo ratings yet
- Lecture 3Document51 pagesLecture 3ishikashaw0310No ratings yet
- MOHITDocument31 pagesMOHITDevesh SinghalNo ratings yet
- 9 Gas Turbine - Cogeneration PDFDocument30 pages9 Gas Turbine - Cogeneration PDFghgh140No ratings yet
- ICE Gas Engines Spring 22Document5 pagesICE Gas Engines Spring 22Bfhf HdhgNo ratings yet
- Frame 6 FA Combined Cycle PlantDocument2 pagesFrame 6 FA Combined Cycle PlantTufan MaityNo ratings yet
- Diesel Power PlantDocument34 pagesDiesel Power PlantAnonymous HyOfbJ6100% (1)
- PROJECT DushyanthDocument85 pagesPROJECT DushyanthHari KrishnaNo ratings yet
- Combined Heat and Power (CHP)Document48 pagesCombined Heat and Power (CHP)Meriem NguirNo ratings yet
- 2.final Energy EfficiencyDocument29 pages2.final Energy EfficiencyVandana Vanu100% (2)
- Steam TurbineDocument47 pagesSteam Turbinegone gangasagarNo ratings yet
- Flare System PDFDocument138 pagesFlare System PDFVivek ChavanNo ratings yet
- GROUP1 ReportDocument46 pagesGROUP1 ReportJustino BalaneNo ratings yet
- Energy Efficiency Measures - DraftDocument27 pagesEnergy Efficiency Measures - DraftgaladrialNo ratings yet
- NJ-ASHRAE FOS Pumping 3-6-2012Document47 pagesNJ-ASHRAE FOS Pumping 3-6-2012Hai PhanNo ratings yet
- Combined CycleDocument8 pagesCombined CycleRi KoNo ratings yet
- Backpressure Turbine Generator For Boilers (Has Efficiency)Document3 pagesBackpressure Turbine Generator For Boilers (Has Efficiency)daraj darajNo ratings yet
- SteamTurbineanalysisms KumanaIETC20173 27 17Document9 pagesSteamTurbineanalysisms KumanaIETC20173 27 17Vivek DomadiyaNo ratings yet
- Combined Cycle PrinciplesDocument43 pagesCombined Cycle PrinciplesFazalur Rehman Babar100% (2)
- 17.THERMAL POWER PLANT PPT 1Document25 pages17.THERMAL POWER PLANT PPT 1Amit kumar Gupta100% (6)
- Power Plant Engineering - Meng 4115 Chapter 2 - Analysis of Steam CyclesDocument39 pagesPower Plant Engineering - Meng 4115 Chapter 2 - Analysis of Steam CyclesBruktawit SharewNo ratings yet
- Design BasisDocument11 pagesDesign BasisvasudhaNo ratings yet
- Intern Report MT FinalDocument17 pagesIntern Report MT FinalTony JalemNo ratings yet
- Gas Turbine 1Document41 pagesGas Turbine 1Mohamed ElgendyNo ratings yet
- Auxiliary Power Consumption Reduction in Thermal Power StationsDocument3 pagesAuxiliary Power Consumption Reduction in Thermal Power Stationsbarun100% (1)
- Steam TurbineDocument10 pagesSteam TurbineAmeya Ranade100% (3)
- Industrial Training at NTPC Anta Gas Power PlantDocument29 pagesIndustrial Training at NTPC Anta Gas Power PlantChakradhar Bezawada75% (4)
- Steam Power @plantDocument40 pagesSteam Power @plantmizzhaneyNo ratings yet
- 5.1 CogenDocument16 pages5.1 Cogengangathiran20No ratings yet
- Technology ProcessesDocument2 pagesTechnology ProcessesnivasssvNo ratings yet
- C1 CCPPDocument109 pagesC1 CCPPSubrahmanyan Edamana100% (3)
- Unit - IvDocument62 pagesUnit - Ivchegg study100% (3)
- Draft System in Thermal BoilersDocument30 pagesDraft System in Thermal BoilersRachit KhannaNo ratings yet
- Module 14 NOTEDocument72 pagesModule 14 NOTEASHIS MAHARANANo ratings yet
- STP-Pressure Vs SuctionDocument13 pagesSTP-Pressure Vs Suctionwarung1bensinNo ratings yet
- Power Systems I - Power Generation 4Document36 pagesPower Systems I - Power Generation 4Arjun PrabaharanNo ratings yet
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Marvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SFrom EverandMarvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SNo ratings yet
- D.C. Powered Timing Light Model 161.2158 for 12 Volt Ignition Systems Sears Owners ManualFrom EverandD.C. Powered Timing Light Model 161.2158 for 12 Volt Ignition Systems Sears Owners ManualNo ratings yet
- Adtps ReportDocument35 pagesAdtps ReportMANASNo ratings yet
- Astm C1179Document4 pagesAstm C1179정호철No ratings yet
- NFPA 252 2003 Fire Tests of Door AssembliesDocument29 pagesNFPA 252 2003 Fire Tests of Door AssembliesHimel RoyNo ratings yet
- Production of Vinyl Chloride Monomer Via Thermal Cracking of Ethylene DichlorideDocument138 pagesProduction of Vinyl Chloride Monomer Via Thermal Cracking of Ethylene DichlorideAmber UsmanNo ratings yet
- Chapter 6 Powder ForgingmscDocument23 pagesChapter 6 Powder ForgingmscDesalegn DgaNo ratings yet
- 20100PE-DW02-0005 Rev0 11-SD-2121-4Document1 page20100PE-DW02-0005 Rev0 11-SD-2121-4Jovit BeaNo ratings yet
- Thermocouple Forging IndustriesDocument8 pagesThermocouple Forging IndustriesYogesh GholapNo ratings yet
- Power Plant and Calculations - 10-Tips To Reduce LOI - Unburnt in BoilersDocument7 pagesPower Plant and Calculations - 10-Tips To Reduce LOI - Unburnt in BoilersAkashNo ratings yet
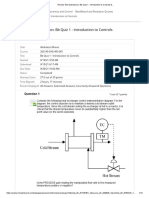
- Review Test Submission - BB Quiz 1 - Introduction To Controls &..Document13 pagesReview Test Submission - BB Quiz 1 - Introduction To Controls &..Timeless OriginsNo ratings yet
- Zeeco Q2 2013Document6 pagesZeeco Q2 2013rhp1989No ratings yet
- Lecture 02A - The Piping and Instrumentation DiagramDocument7 pagesLecture 02A - The Piping and Instrumentation DiagramMikee FelipeNo ratings yet
- ENCON Handbook Fired HeaterDocument18 pagesENCON Handbook Fired HeaterArulvalavan DuraikannanNo ratings yet
- Phoenix - Human Reliability Analysis of An Oil Refinery Operation Using The Phnoenix HRA MethodologyDocument8 pagesPhoenix - Human Reliability Analysis of An Oil Refinery Operation Using The Phnoenix HRA MethodologysteveNo ratings yet
- Supercritical: Deposition MechanismsDocument6 pagesSupercritical: Deposition MechanismsTu LENo ratings yet
- HE MeltingDocument11 pagesHE MeltingDanilo AmorimNo ratings yet
- Korea Polymer Air Preheater KTIDocument15 pagesKorea Polymer Air Preheater KTIswaggeroni yololoNo ratings yet
- Hot Circulation Due To Crude Pump TripDocument2 pagesHot Circulation Due To Crude Pump Trip00083583rfNo ratings yet
- Heat Integration Pinch Analysis 1Document43 pagesHeat Integration Pinch Analysis 1waqas AhmedNo ratings yet
- Al FurnaceDocument8 pagesAl Furnacekomatsu2562No ratings yet
- Heat Tech PresentationDocument49 pagesHeat Tech Presentationquality.sarthakautoNo ratings yet
- 240-56241288 Fossil Fired Boiler Protection Functions StandardDocument16 pages240-56241288 Fossil Fired Boiler Protection Functions StandardiabhuaNo ratings yet
- DCU Commissioning and Start-Up Key ConsiderationsDocument34 pagesDCU Commissioning and Start-Up Key ConsiderationsCarlos FloresNo ratings yet
- A Review On Design and Fabrication of Fuel Fired Crucible FurnaceDocument12 pagesA Review On Design and Fabrication of Fuel Fired Crucible FurnaceJamilu TankoNo ratings yet
- Heaters & FurnaceDocument86 pagesHeaters & FurnaceArintoNo ratings yet
- Sans10177 4Document12 pagesSans10177 4engqualsolutionsNo ratings yet
- Sabp L 003Document46 pagesSabp L 003Li PengNo ratings yet
- EthyleneDocument8 pagesEthyleneAmit KumarNo ratings yet
- CHAPTER 2 Production ItDocument15 pagesCHAPTER 2 Production ItAbraham wisdomNo ratings yet
- Perbandingan Spesifikasi AAS Thermo Scientific Vs AgilentDocument20 pagesPerbandingan Spesifikasi AAS Thermo Scientific Vs Agilent5r matahariNo ratings yet