Download as pdf or txt
You might also like
- BIM Execution Plan For Under Ground MetrosDocument56 pagesBIM Execution Plan For Under Ground Metrosadarshxl1No ratings yet
- Greeks in AmericaDocument151 pagesGreeks in AmericaΜπάμπης ΦαγκρήςNo ratings yet
- TEPZZ Z85967A - T: European Patent ApplicationDocument15 pagesTEPZZ Z85967A - T: European Patent ApplicationJesusNo ratings yet
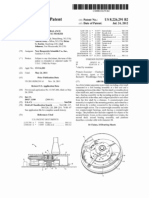
- United States Patent (16) Patent N6 US 8,226,291 B2: Zamirowski Et Al. (45) Date of Patent: Jul. 24, 2012Document26 pagesUnited States Patent (16) Patent N6 US 8,226,291 B2: Zamirowski Et Al. (45) Date of Patent: Jul. 24, 2012Soma GhoshNo ratings yet
- US20110274550A1Document9 pagesUS20110274550A1雷黎明No ratings yet
- United States Patent (19) : Dec. 10, 1991 (45) Date of PatentDocument4 pagesUnited States Patent (19) : Dec. 10, 1991 (45) Date of PatentKeval KamaniNo ratings yet
- (12 Ulllted States Patent (10) Patent No.: US 6,860,188 B2Document13 pages(12 Ulllted States Patent (10) Patent No.: US 6,860,188 B2Selvaraji MuthuNo ratings yet
- US20140133980A1Document12 pagesUS20140133980A1雷黎明No ratings yet
- US2447117Document6 pagesUS2447117MahnooshNo ratings yet
- 2014 - Us20140284111 - Horizontal Directional Drilling SystemDocument16 pages2014 - Us20140284111 - Horizontal Directional Drilling SystemCường Nguyễn QuốcNo ratings yet
- EP1321438B1Document10 pagesEP1321438B1Alessandro PatanèNo ratings yet
- United States Patent (191: Gray (45) Date of Patent: Mar. 25, 1986Document3 pagesUnited States Patent (191: Gray (45) Date of Patent: Mar. 25, 1986wahaha06No ratings yet
- US6619645-Fixturing System For Holding and Aligning Engine BlocksDocument24 pagesUS6619645-Fixturing System For Holding and Aligning Engine BlocksMahnooshNo ratings yet
- Mica DescrptionDocument8 pagesMica DescrptionmpkkbtechNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2003/0192191 A1Document15 pagesPatent Application Publication (10) Pub. No.: US 2003/0192191 A1Luis JJNo ratings yet
- EP19218347NWA1Document13 pagesEP19218347NWA1ginni koundalNo ratings yet
- TEPZZZ89Z4 - 4B - T: European Patent SpecificationDocument25 pagesTEPZZZ89Z4 - 4B - T: European Patent Specificationzweisteine777No ratings yet
- US4827759Document7 pagesUS4827759jonyNo ratings yet
- United States Patent (191Document10 pagesUnited States Patent (191PhanHathamNo ratings yet
- Diseño ElectricoDocument5 pagesDiseño ElectricoemernelsonmanNo ratings yet
- EP19168594NWA1Document13 pagesEP19168594NWA1Aries SebayangNo ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2012/0257940 A1Document13 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2012/0257940 A1gowdas2011No ratings yet
- US3889885Document7 pagesUS3889885Claudinei MayerNo ratings yet
- US20160273452A1 (BoeingCaretIntake)Document16 pagesUS20160273452A1 (BoeingCaretIntake)yunglok6No ratings yet
- Combined GearboxDocument8 pagesCombined Gearboxkats2404No ratings yet
- United States Patent (191: Cél 296/97 /2/70g Primary Exammer - Margaret A. FocannoDocument7 pagesUnited States Patent (191: Cél 296/97 /2/70g Primary Exammer - Margaret A. FocannoDanister GladwinNo ratings yet
- European Patent Specification F01D 11/00, F01D 5/26: Printed by Jouve, 75001 PARIS (FR)Document13 pagesEuropean Patent Specification F01D 11/00, F01D 5/26: Printed by Jouve, 75001 PARIS (FR)shamsNo ratings yet
- United States Patent (19) : Miiller (45) Date of PatentDocument8 pagesUnited States Patent (19) : Miiller (45) Date of PatentRodrigoPomaNo ratings yet
- US20120056033A1Document8 pagesUS20120056033A1雷黎明No ratings yet
- US20140302938A1Document15 pagesUS20140302938A1雷黎明No ratings yet
- Patent Application Publication (10) Pub. No.: US 2013/0157528A1Document7 pagesPatent Application Publication (10) Pub. No.: US 2013/0157528A1Tâm DươngNo ratings yet
- United States Patent: CarverDocument4 pagesUnited States Patent: CarverwewewewNo ratings yet
- Raschel Machine With Stitch Comb and Knock-Over BarDocument6 pagesRaschel Machine With Stitch Comb and Knock-Over Barntd1011No ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2008/0029356 A1Document12 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2008/0029356 A1Marc GlebNo ratings yet
- Thrust Reverser GEDocument14 pagesThrust Reverser GEMarco Raneo PezzanoNo ratings yet
- United States Patent (191: Swearingen (11) 4,287,758Document7 pagesUnited States Patent (191: Swearingen (11) 4,287,758NicandroGonzalesNo ratings yet
- US Patent 3884090Document5 pagesUS Patent 3884090sthollanderNo ratings yet
- 70000905clinker Crusher (Peyvand)Document32 pages70000905clinker Crusher (Peyvand)hamid hoorshadNo ratings yet
- Thrust Reverser Hook Latch System PatentDocument13 pagesThrust Reverser Hook Latch System PatentkevnwongNo ratings yet
- United States Patent: (10) Patent No.: (45) Date of PatentDocument7 pagesUnited States Patent: (10) Patent No.: (45) Date of PatentAaron LuoNo ratings yet
- United States Patent (19) : Johnston (11) Patent Number: (45) Date of PatentDocument9 pagesUnited States Patent (19) : Johnston (11) Patent Number: (45) Date of Patentsanjay0910No ratings yet
- US Patent 7090236 Land SailingDocument8 pagesUS Patent 7090236 Land SailingDimas MaulanaNo ratings yet
- United States Patent: Forward-Reverse and BrakeDocument6 pagesUnited States Patent: Forward-Reverse and Brakejai2009No ratings yet
- Patent Application Publication (10) Pub. No.: US 2010/0105516 A1Document11 pagesPatent Application Publication (10) Pub. No.: US 2010/0105516 A1KrozeNo ratings yet
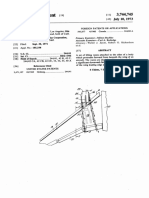
- United States Patent (19) : (45) July 10, 1973Document4 pagesUnited States Patent (19) : (45) July 10, 1973gorgiNo ratings yet
- United States PatentDocument10 pagesUnited States PatentАлександр ПалюNo ratings yet
- European Patent Specification: Rotating Proprotor Arrangement For A Tiltrotor AircraftDocument23 pagesEuropean Patent Specification: Rotating Proprotor Arrangement For A Tiltrotor AircraftgorgiNo ratings yet
- United States Patent (19) (11) Patent Number: 5,243,873Document10 pagesUnited States Patent (19) (11) Patent Number: 5,243,873Nile_JockeyNo ratings yet
- Us2333680 PDFDocument8 pagesUs2333680 PDFbelchior alvaroNo ratings yet
- FLEX BEAM Bell 206Document7 pagesFLEX BEAM Bell 206Lewis MarcvsNo ratings yet
- US5304036Document24 pagesUS5304036wen longNo ratings yet
- EP21160517NWB1Document16 pagesEP21160517NWB1frank saruhanNo ratings yet
- European Patent Application F16D 3/06, B24B 39/04: Method of Manufacturing A Slip YokeDocument7 pagesEuropean Patent Application F16D 3/06, B24B 39/04: Method of Manufacturing A Slip YokeJairo SotoNo ratings yet
- Us4854065 PDFDocument7 pagesUs4854065 PDFJin SongNo ratings yet
- United States Patent (19) (11) Patent Number: 4,727,781: Yuehui Et Al. (45) Date of Patent: Mar. 1, 1988Document31 pagesUnited States Patent (19) (11) Patent Number: 4,727,781: Yuehui Et Al. (45) Date of Patent: Mar. 1, 1988Siul OtreborNo ratings yet
- US20050266956A1Document9 pagesUS20050266956A1RAJ ANKITNo ratings yet
- LSD Us3055234Document8 pagesLSD Us3055234Dejan ZdravkovskiNo ratings yet
- 2009 - Us20090095526a1 - Method and Apparatus For Managing Rod Changes in Horizontal Directional DrillDocument22 pages2009 - Us20090095526a1 - Method and Apparatus For Managing Rod Changes in Horizontal Directional DrillCường Nguyễn QuốcNo ratings yet
- Bbbebeb: 60088401 NNNNMNNS 1110000315 66606262Document12 pagesBbbebeb: 60088401 NNNNMNNS 1110000315 66606262ErkanAksoyluNo ratings yet
- US6508119Document8 pagesUS6508119aydaergenNo ratings yet
- Us 20140311650Document8 pagesUs 20140311650rashom0099088No ratings yet
- US9670984-Method For Remanufacturing FlywheelDocument11 pagesUS9670984-Method For Remanufacturing FlywheelMahnooshNo ratings yet
- Mechanical Properties and Microstructure of Additively Manufactured Stainless Steel With Laser Welded JointsDocument20 pagesMechanical Properties and Microstructure of Additively Manufactured Stainless Steel With Laser Welded JointsMahnooshNo ratings yet
- Experimental Studies On Strengthening and Failure Mechanism For The Metal Silicone Rubber Metal Bonding SystemDocument23 pagesExperimental Studies On Strengthening and Failure Mechanism For The Metal Silicone Rubber Metal Bonding SystemMahnooshNo ratings yet
- PatentsDocument5 pagesPatentsMahnooshNo ratings yet
- patent-US3456391-Self-centering Grinding System Particularly Suitable For The Finishing and Repair of Large CrankshaftsDocument5 pagespatent-US3456391-Self-centering Grinding System Particularly Suitable For The Finishing and Repair of Large CrankshaftsMahnooshNo ratings yet
- Adoption of Modern Hydrogen Technologies in Rail TransportDocument8 pagesAdoption of Modern Hydrogen Technologies in Rail TransportMahnooshNo ratings yet
- United States Patent (10) Patent No.: US 6,453,528 B1Document9 pagesUnited States Patent (10) Patent No.: US 6,453,528 B1MahnooshNo ratings yet
- US4036049-Method For Determining Engine Moment of InertiaDocument2 pagesUS4036049-Method For Determining Engine Moment of InertiaMahnooshNo ratings yet
- patent-US5730647-Apparatus For Fine-Grinding A CrankshaftDocument9 pagespatent-US5730647-Apparatus For Fine-Grinding A CrankshaftMahnooshNo ratings yet
- MTU Powerline White Paper EN 12-09-11Document7 pagesMTU Powerline White Paper EN 12-09-11MahnooshNo ratings yet
- US2755609Document9 pagesUS2755609MahnooshNo ratings yet
- MTU Technical Article Blue Vision New Generation 20120731Document8 pagesMTU Technical Article Blue Vision New Generation 20120731MahnooshNo ratings yet
- WO2013072747A1Document64 pagesWO2013072747A1MahnooshNo ratings yet
- US20150069025A1Document10 pagesUS20150069025A1MahnooshNo ratings yet
- patent-US2629213-Crankshaft Grinding DeviceDocument9 pagespatent-US2629213-Crankshaft Grinding DeviceMahnooshNo ratings yet
- patent-WO2014025244A1-Apparatus and Method For Repair and Renovation of Crankshaft Journal Surfaces In-Situ by Means of Laser CladdingDocument21 pagespatent-WO2014025244A1-Apparatus and Method For Repair and Renovation of Crankshaft Journal Surfaces In-Situ by Means of Laser CladdingMahnooshNo ratings yet
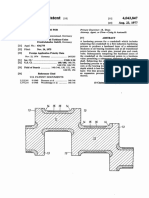
- US4043847Document4 pagesUS4043847MahnooshNo ratings yet
- US2447117Document6 pagesUS2447117MahnooshNo ratings yet
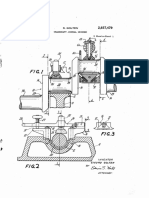
- patent-US2937479-Crankshaft Journal GrinderDocument4 pagespatent-US2937479-Crankshaft Journal GrinderMahnooshNo ratings yet
- US9555503Document11 pagesUS9555503MahnooshNo ratings yet
- US3580211-Method of Shaft Alignment of A Main Engine Shaft in ShipbuildingDocument3 pagesUS3580211-Method of Shaft Alignment of A Main Engine Shaft in ShipbuildingMahnooshNo ratings yet
- patent-US3165866-Crankshaft Main Journal Regrinding ProcessDocument2 pagespatent-US3165866-Crankshaft Main Journal Regrinding ProcessMahnooshNo ratings yet
- patent-US2608806-Crankshaft Main Journal GrinderDocument4 pagespatent-US2608806-Crankshaft Main Journal GrinderMahnooshNo ratings yet
- Engine Bearing Housing and How It Affects Engine Bearings (SubsTech)Document8 pagesEngine Bearing Housing and How It Affects Engine Bearings (SubsTech)MahnooshNo ratings yet
- EP2208865A2 - Methods-Repairing-Distorted-Gas-Turbine-Engine-ComponentsDocument9 pagesEP2208865A2 - Methods-Repairing-Distorted-Gas-Turbine-Engine-ComponentsMahnooshNo ratings yet
- US10471554-Fuel Injector Bore RepairDocument13 pagesUS10471554-Fuel Injector Bore RepairMahnooshNo ratings yet
- Simulation of The Cylinder Bore Distortion and Effect On The SealingDocument10 pagesSimulation of The Cylinder Bore Distortion and Effect On The SealingMahnooshNo ratings yet
- US8833331-Repaired Engine Block and Repair MethodDocument7 pagesUS8833331-Repaired Engine Block and Repair MethodMahnoosh0% (1)
- US6619645-Fixturing System For Holding and Aligning Engine BlocksDocument24 pagesUS6619645-Fixturing System For Holding and Aligning Engine BlocksMahnooshNo ratings yet
- US5903975-Cylinder Head Straightening MethodDocument6 pagesUS5903975-Cylinder Head Straightening MethodMahnooshNo ratings yet
- KSFO Jeppesen 2018Document6 pagesKSFO Jeppesen 2018corina vargas cocaNo ratings yet
- Developmental DisabilityDocument8 pagesDevelopmental DisabilityAryan KhannaNo ratings yet
- Steam Boilers NotesDocument13 pagesSteam Boilers NotesDeadeye CodmNo ratings yet
- Student Time Table For 5th To 10th June-2023: Room No. For OfflineDocument2 pagesStudent Time Table For 5th To 10th June-2023: Room No. For OfflineNaitik AdityaNo ratings yet
- Special Topics in Financial ManagementDocument36 pagesSpecial Topics in Financial ManagementChristel Mae Boseo100% (1)
- 004 - Four Dimensions of Service ManagementDocument7 pages004 - Four Dimensions of Service ManagementAbdoo AbdooNo ratings yet
- 7470 Msx36170switchDocument4 pages7470 Msx36170switchpeterNo ratings yet
- The Relationship Between Family Interference With Work and Job PerformanceDocument54 pagesThe Relationship Between Family Interference With Work and Job PerformanceRuel AGABILINNo ratings yet
- H.G. Silos, INC.: Bill of MaterialsDocument35 pagesH.G. Silos, INC.: Bill of MaterialsJustine YapNo ratings yet
- July 29, 2019 G.R. No. 235799 JASPER MONROY y MORA, Petitioner People of The Philippines, Respondent Decision Perlas-Bernabe, J.Document7 pagesJuly 29, 2019 G.R. No. 235799 JASPER MONROY y MORA, Petitioner People of The Philippines, Respondent Decision Perlas-Bernabe, J.Ruby TorresNo ratings yet
- Tutorial 3 Answer EconomicsDocument9 pagesTutorial 3 Answer EconomicsDanial IswandiNo ratings yet
- The Coop Case StudyDocument11 pagesThe Coop Case Studyanuja bhushan100% (1)
- CEO Monetization Playbook - VvimpDocument28 pagesCEO Monetization Playbook - VvimpvkandulaNo ratings yet
- Fill in The Blank Stories-Elf and Dragon: Basic Story StarterDocument1 pageFill in The Blank Stories-Elf and Dragon: Basic Story StarterCoach ReivanNo ratings yet
- Analytical Exposition Text - Weather Related ProblemDocument3 pagesAnalytical Exposition Text - Weather Related ProblemDilla Amalia Hamdi NafilahNo ratings yet
- 5-8 Snapshot 1st Mininger, Rose, DayDocument5 pages5-8 Snapshot 1st Mininger, Rose, DayAdrian MickensNo ratings yet
- Amrita NeurologyDocument2 pagesAmrita NeurologyGautham rajuNo ratings yet
- Amiram (2012) PDFDocument26 pagesAmiram (2012) PDFFuad BachtiyarNo ratings yet
- Apple Iphone XR Price - Google SearchDocument1 pageApple Iphone XR Price - Google Searchkamarie DavisNo ratings yet
- Newsounds Broadcasting Network V DyDocument3 pagesNewsounds Broadcasting Network V DyadeeNo ratings yet
- Basic Cooking Principles For Creating A Social Innovation LabDocument5 pagesBasic Cooking Principles For Creating A Social Innovation LabclarityfacilitationNo ratings yet
- Rebates - There Is No Sales Volume For AgreementDocument6 pagesRebates - There Is No Sales Volume For AgreementbossNo ratings yet
- SubcontractsDocument59 pagesSubcontractsvamshiNo ratings yet
- Pension Papers UAPDocument14 pagesPension Papers UAPgms313No ratings yet
- Statistical MechanicsDocument25 pagesStatistical MechanicsKaren MorenoNo ratings yet
- 3.2 ESG IntegrationDocument7 pages3.2 ESG IntegrationChoi hiu lamNo ratings yet
- 7 Web DesignDocument39 pages7 Web DesignBladdesuriNo ratings yet
- The Socio-Economic Significance of Food DesertsDocument1 pageThe Socio-Economic Significance of Food Desertsapi-466415791No ratings yet