
Kinetic Study On The Hydrotreating of Heavy Oil. 1. Effect of Catalyst Pellet Size in Relation To Pore Size
Kinetic Study On The Hydrotreating of Heavy Oil. 1. Effect of Catalyst Pellet Size in Relation To Pore Size
You might also like
- Material Balances Design Problem - Acrylic Acid Production: Process StreamsDocument39 pagesMaterial Balances Design Problem - Acrylic Acid Production: Process StreamsmoheedNo ratings yet
- Theoretical Study of The Blnding of Ethylene To Second-Row Transition-Metal AtomsDocument7 pagesTheoretical Study of The Blnding of Ethylene To Second-Row Transition-Metal AtomsDiego Alejandro Hurtado BalcazarNo ratings yet
- Olfactory Reception in Invertebrates: ReferencesDocument6 pagesOlfactory Reception in Invertebrates: ReferencesGülsüm YıldırımNo ratings yet
- Actin-Based Plasticity in Dendritic Spines: References and NotesDocument6 pagesActin-Based Plasticity in Dendritic Spines: References and NotesElena Martínez CelisNo ratings yet
- Polyacrylamide Gel ElectrophoresisDocument13 pagesPolyacrylamide Gel ElectrophoresisFrancisca HermosillaNo ratings yet
- Song 1996Document8 pagesSong 1996Iuliana SoldanescuNo ratings yet
- Bio Selective Membrane ElectrodeDocument6 pagesBio Selective Membrane Electrodeahmadalijee70No ratings yet
- Bacterial Biofilms: A Common Cause of Persistent Infections: Icrobes Mmunity AND IseaseDocument5 pagesBacterial Biofilms: A Common Cause of Persistent Infections: Icrobes Mmunity AND IseaseLiceth Herrera MartinezNo ratings yet
- Posttranslational Quality Control: Folding, Refolding, and Degrading ProteinsDocument7 pagesPosttranslational Quality Control: Folding, Refolding, and Degrading ProteinsMehari AsratNo ratings yet
- Feist Benary StuffDocument5 pagesFeist Benary StuffJonathan OswaldNo ratings yet
- Surface Analysis X-Ray Photoelectron Spectroscopy, Auger Electron Spectroscopy, and Secondary Ion Mass SpectrometryDocument30 pagesSurface Analysis X-Ray Photoelectron Spectroscopy, Auger Electron Spectroscopy, and Secondary Ion Mass Spectrometrykannasri00No ratings yet
- Innovation in and The Diffusion Of: TechnologyDocument7 pagesInnovation in and The Diffusion Of: TechnologyJaydwin LabianoNo ratings yet
- Benn y Meakin 1965Document5 pagesBenn y Meakin 1965Ivon Buitrago VillanuevaNo ratings yet
- Benn y Meakin 1965Document5 pagesBenn y Meakin 1965Ivon Buitrago VillanuevaNo ratings yet
- Ander 1984Document6 pagesAnder 1984brouuorbNo ratings yet
- SimonDocument6 pagesSimonAlf GarisdedNo ratings yet
- Science 277 5330 1237Document6 pagesScience 277 5330 1237Shafiqul IslamNo ratings yet
- Glossary Coined TermsDocument57 pagesGlossary Coined TermsmillerNo ratings yet
- Gas Liquid Mass Transfer Data in A StirrDocument3 pagesGas Liquid Mass Transfer Data in A StirrDiego MamaniNo ratings yet
- Quality Control Mechanisms During TranslationDocument5 pagesQuality Control Mechanisms During TranslationpplowNo ratings yet
- Food Analysis-Review PDFDocument41 pagesFood Analysis-Review PDFteddydeNo ratings yet
- ReviewDocument5 pagesReviewapi-3700537No ratings yet
- The Phylogeny of Prokariotes, Fox Et Al 1980Document7 pagesThe Phylogeny of Prokariotes, Fox Et Al 1980Fabio SenaNo ratings yet
- Pepp As 1994Document7 pagesPepp As 1994hayet debbichNo ratings yet
- Mendes Et Al 2011 (Deciphering The Rhizosphere Microbiome For Disease-Suppressive Bacteria)Document5 pagesMendes Et Al 2011 (Deciphering The Rhizosphere Microbiome For Disease-Suppressive Bacteria)FedericoNo ratings yet
- 323 FullDocument8 pages323 FullJan VoltosNo ratings yet
- Gould 1982Document8 pagesGould 1982Gabriel RochaNo ratings yet
- bbm:978 1 4613 1469 1/1Document21 pagesbbm:978 1 4613 1469 1/1prima999No ratings yet
- Is Genetic Evolution Predictable?: SpeciationDocument6 pagesIs Genetic Evolution Predictable?: SpeciationMaria AquiseNo ratings yet
- E.Behnke Et Al., Science, 319, (2008) - Spin Dependent WIMP Limits From A Bubble ChamberDocument4 pagesE.Behnke Et Al., Science, 319, (2008) - Spin Dependent WIMP Limits From A Bubble ChamberIvan FelisNo ratings yet
- References For 4.3: Landolt-B Ornstein New Series VIII/1A1Document2 pagesReferences For 4.3: Landolt-B Ornstein New Series VIII/1A1zoparo7771No ratings yet
- Grupo 8 (4265)Document5 pagesGrupo 8 (4265)CRIBILLERO ORTIZ MARILYN ALICIANo ratings yet
- Paleogenomics of EchinodermsDocument6 pagesPaleogenomics of EchinodermsjesusNo ratings yet
- Joc 72 1856 2007Document23 pagesJoc 72 1856 2007krauseNo ratings yet
- Short Cycle Time Approximation and Graphical Solution of Pressure Swing AdsorptionDocument7 pagesShort Cycle Time Approximation and Graphical Solution of Pressure Swing AdsorptionAhmad SayedNo ratings yet
- Vertebrae Retina ModelingDocument3 pagesVertebrae Retina ModelingNada Fitrieyatul HikmahNo ratings yet
- DNArecDocument8 pagesDNArecmaricela cortes cobarrubiasNo ratings yet
- Active Normal Faulting in The Upper Rhine Graben and Paleoseismic Identification of The 1356 Basel Earthquake.Document5 pagesActive Normal Faulting in The Upper Rhine Graben and Paleoseismic Identification of The 1356 Basel Earthquake.marceloahumada1983No ratings yet
- Ridley Et Al 2003Document7 pagesRidley Et Al 2003Alabhya DasNo ratings yet
- Continuous Particle SeparationDocument5 pagesContinuous Particle SeparationAsmaaKhaterNo ratings yet
- Ange Want EtDocument12 pagesAnge Want EtDanesh AzNo ratings yet
- Hariri Et AlDocument4 pagesHariri Et AlJenniffer RiveraNo ratings yet
- ReviewsDocument287 pagesReviewsglreddy09No ratings yet
- REFEENCES 22 April FinalDocument3 pagesREFEENCES 22 April Final9125103046No ratings yet
- Mir-16 Targets The Serotonin Transporter: A New Facet For Adaptive Responses To AntidepressantsDocument5 pagesMir-16 Targets The Serotonin Transporter: A New Facet For Adaptive Responses To Antidepressantsdiaconescudoina4233No ratings yet
- Caspases: Enemies WithinDocument6 pagesCaspases: Enemies WithinJuan manuel jiménez estradaNo ratings yet
- Clark 1974Document3 pagesClark 1974Igor KatoNo ratings yet
- Acfrogcfqtzu2xnftwqjnegs7ygzf1guo4 K Hves Qm5urgs6j7bracmbcs4px1djm2jtjpktog2kwjhdexqbirxrvocnrlkvl6dixeprgtv0xlrmwujhdy5qi6md71yupr4hwrgyj9ym1ev A6Document6 pagesAcfrogcfqtzu2xnftwqjnegs7ygzf1guo4 K Hves Qm5urgs6j7bracmbcs4px1djm2jtjpktog2kwjhdexqbirxrvocnrlkvl6dixeprgtv0xlrmwujhdy5qi6md71yupr4hwrgyj9ym1ev A6Aniket AmanNo ratings yet
- Beginnings of Fruit Growing in The Old World Beginnings of Fruit Growing in The Old WorldDocument10 pagesBeginnings of Fruit Growing in The Old World Beginnings of Fruit Growing in The Old Worldmark_schwartz_41No ratings yet
- Articulo Cientico 2Document5 pagesArticulo Cientico 2Elvis AndíaNo ratings yet
- Analysis of Synthetic Polymers: Chem.Document23 pagesAnalysis of Synthetic Polymers: Chem.Ricky EstepaNo ratings yet
- Cholic Acid-Derived Facial Amphiphiles With DifferentDocument5 pagesCholic Acid-Derived Facial Amphiphiles With DifferentsharafnkNo ratings yet
- American Association For The Advancement of ScienceDocument5 pagesAmerican Association For The Advancement of ScienceVehpi YILDIRIMNo ratings yet
- Prediction of Gasoline Octane Numbers From Near-Infrared Spectral Features in The Range 660-1215 NMDocument8 pagesPrediction of Gasoline Octane Numbers From Near-Infrared Spectral Features in The Range 660-1215 NMFabio OliveiraNo ratings yet
- Science:, 1959 (2002) Barry J. DicksonDocument8 pagesScience:, 1959 (2002) Barry J. DicksoncstaiiNo ratings yet
- Untitled 2Document1 pageUntitled 2antonioNo ratings yet
- ReferencesDocument5 pagesReferencesSoran KahtanNo ratings yet
- Optical IllusionsDocument19 pagesOptical IllusionsTripon BogdanNo ratings yet
- Thompson1995 ScienceDocument8 pagesThompson1995 SciencePilar AufrastoNo ratings yet
- Nomenclature of Phosphorus Compounds PDFDocument7 pagesNomenclature of Phosphorus Compounds PDFFernanda Stuani PereiraNo ratings yet
- Life Sciences and Space Research: Proceedings of The Open Meetings of The Working Group on Space Biology of The Twentieth Plenary Meeting of COSPAR, Tel Aviv, Israel, 7-18 June 1977From EverandLife Sciences and Space Research: Proceedings of The Open Meetings of The Working Group on Space Biology of The Twentieth Plenary Meeting of COSPAR, Tel Aviv, Israel, 7-18 June 1977R. HolmquistNo ratings yet
- PS4Document1 pagePS4naverfallNo ratings yet
- ENG 203 Connectives Exercises For StudentsDocument2 pagesENG 203 Connectives Exercises For StudentsnaverfallNo ratings yet
- Che222 Term ProjectDocument1 pageChe222 Term ProjectnaverfallNo ratings yet
- Key To Eng 203 Clauses 2020-21Document9 pagesKey To Eng 203 Clauses 2020-21naverfallNo ratings yet
- Lesson 7Document13 pagesLesson 7naverfallNo ratings yet
- Lesson 2Document22 pagesLesson 2naverfallNo ratings yet
- Lesson 4 Supplementary ReadingDocument6 pagesLesson 4 Supplementary ReadingnaverfallNo ratings yet
- Lesson 4Document11 pagesLesson 4naverfallNo ratings yet
- Lesson 1Document18 pagesLesson 1naverfallNo ratings yet
- 4th and 5th WeeksDocument57 pages4th and 5th WeeksnaverfallNo ratings yet
- Imperfectionsin SolidsDocument30 pagesImperfectionsin SolidsnaverfallNo ratings yet
- Matrices: A A A A A ADocument449 pagesMatrices: A A A A A AnaverfallNo ratings yet
- Me204 March 29 2023Document40 pagesMe204 March 29 2023naverfallNo ratings yet
- Chapter 8Document41 pagesChapter 8naverfallNo ratings yet
- Lecture (2) Modes of Mass TransferDocument23 pagesLecture (2) Modes of Mass TransferNihad S Zain100% (2)
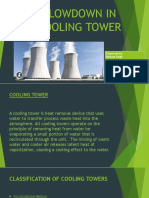
- Blowdown in Cooling TowerDocument10 pagesBlowdown in Cooling TowerVananchal Gramin Bank DeogharNo ratings yet
- Science Form1 Chapter 7Document27 pagesScience Form1 Chapter 7Che Norasiykin80% (5)
- Well Testing and The Ideal Reservoir ModelDocument80 pagesWell Testing and The Ideal Reservoir Modelhorns2034100% (2)
- Rupture Disc Calculation SheetDocument2 pagesRupture Disc Calculation Sheetpablo_kenzo136950% (2)
- HSV1 TB02 Table of ContentsDocument13 pagesHSV1 TB02 Table of Contentsعبدالرحمن احمد سيد ابوسريعNo ratings yet
- Exercise Sheet 3 Continuous Multistage Distillation - 1Document5 pagesExercise Sheet 3 Continuous Multistage Distillation - 1asssd assdNo ratings yet
- Proklima Hygienic Ku H en PDFDocument8 pagesProklima Hygienic Ku H en PDFhanyassawyNo ratings yet
- Inorganic Course OverviewDocument8 pagesInorganic Course OverviewKarl Patrick SiegaNo ratings yet
- Permionics Membrane CodingDocument5 pagesPermionics Membrane CodingPermionics IndiaNo ratings yet
- Cambrigde Ceb BrochureDocument16 pagesCambrigde Ceb BrochureFábio de Oliveira Souza Filho MarNo ratings yet
- Guia para Preservar Una Caldera AcuotubularDocument6 pagesGuia para Preservar Una Caldera Acuotubularjuan joseNo ratings yet
- Detailed Drawing Drawings (Air Handling Unit) : Dijlah University CollegeDocument10 pagesDetailed Drawing Drawings (Air Handling Unit) : Dijlah University Collegeدنيا قيس كاظمNo ratings yet
- Saes L 133Document52 pagesSaes L 133AwaisNo ratings yet
- Physics PDFDocument2 pagesPhysics PDFIchie DelaCruzNo ratings yet
- Editorial Shift To Compact Heat Exchangersppi00413en PDFDocument10 pagesEditorial Shift To Compact Heat Exchangersppi00413en PDFAnkit LonareNo ratings yet
- Experimental Study of The Creep Lifetime of The 1.25Cr 0.5mo Steel PipesDocument7 pagesExperimental Study of The Creep Lifetime of The 1.25Cr 0.5mo Steel PipesMiguel Angel RebolloNo ratings yet
- Domestic Hot Water RecirculationDocument2 pagesDomestic Hot Water Recirculationmoh khNo ratings yet
- Fluid Mech. Chapter10 - UploadedDocument25 pagesFluid Mech. Chapter10 - UploadedBryan ChooiNo ratings yet
- P4 Unit 6 AnswerDocument18 pagesP4 Unit 6 AnswerHolly SmithNo ratings yet
- ZumDocument8 pagesZumEngr SwapanNo ratings yet
- TA Handbook 1 EngDocument56 pagesTA Handbook 1 EngEvrard-Guespin Pauline100% (1)
- Mycom Selection n4wbDocument1 pageMycom Selection n4wbGabriel Rincón RodriguezNo ratings yet
- Sunflex Sae 100R7 Thermoplastic Hose BS4983: 1973 DIN 24951 PT 2 ISO3945Document1 pageSunflex Sae 100R7 Thermoplastic Hose BS4983: 1973 DIN 24951 PT 2 ISO3945Nova VanoNo ratings yet
- Principles and Applications of Mathematical and Physical Modelling of Metallurgical ProcessesDocument29 pagesPrinciples and Applications of Mathematical and Physical Modelling of Metallurgical ProcessesFernando Nicolas Ureta GodoyNo ratings yet
- NURJIHAN CV-peral GlovesDocument4 pagesNURJIHAN CV-peral GlovesNur JihanNo ratings yet
- Sumeet Sharma, MED Email: Ssharma: Presented byDocument19 pagesSumeet Sharma, MED Email: Ssharma: Presented bysumeetsharma27No ratings yet
- 10 1016@j Euromechflu 2020 02 004 PDFDocument51 pages10 1016@j Euromechflu 2020 02 004 PDFPrashanth Naik KNo ratings yet
- Lab 2 Flow Through Venturi Tube and Orifice Plate - 23sept2016Document7 pagesLab 2 Flow Through Venturi Tube and Orifice Plate - 23sept2016faezahjalal0% (1)





































































































Download as pdf or txt
You might also like
- Material Balances Design Problem - Acrylic Acid Production: Process StreamsDocument39 pagesMaterial Balances Design Problem - Acrylic Acid Production: Process StreamsmoheedNo ratings yet
- Theoretical Study of The Blnding of Ethylene To Second-Row Transition-Metal AtomsDocument7 pagesTheoretical Study of The Blnding of Ethylene To Second-Row Transition-Metal AtomsDiego Alejandro Hurtado BalcazarNo ratings yet
- Olfactory Reception in Invertebrates: ReferencesDocument6 pagesOlfactory Reception in Invertebrates: ReferencesGülsüm YıldırımNo ratings yet
- Actin-Based Plasticity in Dendritic Spines: References and NotesDocument6 pagesActin-Based Plasticity in Dendritic Spines: References and NotesElena Martínez CelisNo ratings yet
- Polyacrylamide Gel ElectrophoresisDocument13 pagesPolyacrylamide Gel ElectrophoresisFrancisca HermosillaNo ratings yet
- Song 1996Document8 pagesSong 1996Iuliana SoldanescuNo ratings yet
- Bio Selective Membrane ElectrodeDocument6 pagesBio Selective Membrane Electrodeahmadalijee70No ratings yet
- Bacterial Biofilms: A Common Cause of Persistent Infections: Icrobes Mmunity AND IseaseDocument5 pagesBacterial Biofilms: A Common Cause of Persistent Infections: Icrobes Mmunity AND IseaseLiceth Herrera MartinezNo ratings yet
- Posttranslational Quality Control: Folding, Refolding, and Degrading ProteinsDocument7 pagesPosttranslational Quality Control: Folding, Refolding, and Degrading ProteinsMehari AsratNo ratings yet
- Feist Benary StuffDocument5 pagesFeist Benary StuffJonathan OswaldNo ratings yet
- Surface Analysis X-Ray Photoelectron Spectroscopy, Auger Electron Spectroscopy, and Secondary Ion Mass SpectrometryDocument30 pagesSurface Analysis X-Ray Photoelectron Spectroscopy, Auger Electron Spectroscopy, and Secondary Ion Mass Spectrometrykannasri00No ratings yet
- Innovation in and The Diffusion Of: TechnologyDocument7 pagesInnovation in and The Diffusion Of: TechnologyJaydwin LabianoNo ratings yet
- Benn y Meakin 1965Document5 pagesBenn y Meakin 1965Ivon Buitrago VillanuevaNo ratings yet
- Benn y Meakin 1965Document5 pagesBenn y Meakin 1965Ivon Buitrago VillanuevaNo ratings yet
- Ander 1984Document6 pagesAnder 1984brouuorbNo ratings yet
- SimonDocument6 pagesSimonAlf GarisdedNo ratings yet
- Science 277 5330 1237Document6 pagesScience 277 5330 1237Shafiqul IslamNo ratings yet
- Glossary Coined TermsDocument57 pagesGlossary Coined TermsmillerNo ratings yet
- Gas Liquid Mass Transfer Data in A StirrDocument3 pagesGas Liquid Mass Transfer Data in A StirrDiego MamaniNo ratings yet
- Quality Control Mechanisms During TranslationDocument5 pagesQuality Control Mechanisms During TranslationpplowNo ratings yet
- Food Analysis-Review PDFDocument41 pagesFood Analysis-Review PDFteddydeNo ratings yet
- ReviewDocument5 pagesReviewapi-3700537No ratings yet
- The Phylogeny of Prokariotes, Fox Et Al 1980Document7 pagesThe Phylogeny of Prokariotes, Fox Et Al 1980Fabio SenaNo ratings yet
- Pepp As 1994Document7 pagesPepp As 1994hayet debbichNo ratings yet
- Mendes Et Al 2011 (Deciphering The Rhizosphere Microbiome For Disease-Suppressive Bacteria)Document5 pagesMendes Et Al 2011 (Deciphering The Rhizosphere Microbiome For Disease-Suppressive Bacteria)FedericoNo ratings yet
- 323 FullDocument8 pages323 FullJan VoltosNo ratings yet
- Gould 1982Document8 pagesGould 1982Gabriel RochaNo ratings yet
- bbm:978 1 4613 1469 1/1Document21 pagesbbm:978 1 4613 1469 1/1prima999No ratings yet
- Is Genetic Evolution Predictable?: SpeciationDocument6 pagesIs Genetic Evolution Predictable?: SpeciationMaria AquiseNo ratings yet
- E.Behnke Et Al., Science, 319, (2008) - Spin Dependent WIMP Limits From A Bubble ChamberDocument4 pagesE.Behnke Et Al., Science, 319, (2008) - Spin Dependent WIMP Limits From A Bubble ChamberIvan FelisNo ratings yet
- References For 4.3: Landolt-B Ornstein New Series VIII/1A1Document2 pagesReferences For 4.3: Landolt-B Ornstein New Series VIII/1A1zoparo7771No ratings yet
- Grupo 8 (4265)Document5 pagesGrupo 8 (4265)CRIBILLERO ORTIZ MARILYN ALICIANo ratings yet
- Paleogenomics of EchinodermsDocument6 pagesPaleogenomics of EchinodermsjesusNo ratings yet
- Joc 72 1856 2007Document23 pagesJoc 72 1856 2007krauseNo ratings yet
- Short Cycle Time Approximation and Graphical Solution of Pressure Swing AdsorptionDocument7 pagesShort Cycle Time Approximation and Graphical Solution of Pressure Swing AdsorptionAhmad SayedNo ratings yet
- Vertebrae Retina ModelingDocument3 pagesVertebrae Retina ModelingNada Fitrieyatul HikmahNo ratings yet
- DNArecDocument8 pagesDNArecmaricela cortes cobarrubiasNo ratings yet
- Active Normal Faulting in The Upper Rhine Graben and Paleoseismic Identification of The 1356 Basel Earthquake.Document5 pagesActive Normal Faulting in The Upper Rhine Graben and Paleoseismic Identification of The 1356 Basel Earthquake.marceloahumada1983No ratings yet
- Ridley Et Al 2003Document7 pagesRidley Et Al 2003Alabhya DasNo ratings yet
- Continuous Particle SeparationDocument5 pagesContinuous Particle SeparationAsmaaKhaterNo ratings yet
- Ange Want EtDocument12 pagesAnge Want EtDanesh AzNo ratings yet
- Hariri Et AlDocument4 pagesHariri Et AlJenniffer RiveraNo ratings yet
- ReviewsDocument287 pagesReviewsglreddy09No ratings yet
- REFEENCES 22 April FinalDocument3 pagesREFEENCES 22 April Final9125103046No ratings yet
- Mir-16 Targets The Serotonin Transporter: A New Facet For Adaptive Responses To AntidepressantsDocument5 pagesMir-16 Targets The Serotonin Transporter: A New Facet For Adaptive Responses To Antidepressantsdiaconescudoina4233No ratings yet
- Caspases: Enemies WithinDocument6 pagesCaspases: Enemies WithinJuan manuel jiménez estradaNo ratings yet
- Clark 1974Document3 pagesClark 1974Igor KatoNo ratings yet
- Acfrogcfqtzu2xnftwqjnegs7ygzf1guo4 K Hves Qm5urgs6j7bracmbcs4px1djm2jtjpktog2kwjhdexqbirxrvocnrlkvl6dixeprgtv0xlrmwujhdy5qi6md71yupr4hwrgyj9ym1ev A6Document6 pagesAcfrogcfqtzu2xnftwqjnegs7ygzf1guo4 K Hves Qm5urgs6j7bracmbcs4px1djm2jtjpktog2kwjhdexqbirxrvocnrlkvl6dixeprgtv0xlrmwujhdy5qi6md71yupr4hwrgyj9ym1ev A6Aniket AmanNo ratings yet
- Beginnings of Fruit Growing in The Old World Beginnings of Fruit Growing in The Old WorldDocument10 pagesBeginnings of Fruit Growing in The Old World Beginnings of Fruit Growing in The Old Worldmark_schwartz_41No ratings yet
- Articulo Cientico 2Document5 pagesArticulo Cientico 2Elvis AndíaNo ratings yet
- Analysis of Synthetic Polymers: Chem.Document23 pagesAnalysis of Synthetic Polymers: Chem.Ricky EstepaNo ratings yet
- Cholic Acid-Derived Facial Amphiphiles With DifferentDocument5 pagesCholic Acid-Derived Facial Amphiphiles With DifferentsharafnkNo ratings yet
- American Association For The Advancement of ScienceDocument5 pagesAmerican Association For The Advancement of ScienceVehpi YILDIRIMNo ratings yet
- Prediction of Gasoline Octane Numbers From Near-Infrared Spectral Features in The Range 660-1215 NMDocument8 pagesPrediction of Gasoline Octane Numbers From Near-Infrared Spectral Features in The Range 660-1215 NMFabio OliveiraNo ratings yet
- Science:, 1959 (2002) Barry J. DicksonDocument8 pagesScience:, 1959 (2002) Barry J. DicksoncstaiiNo ratings yet
- Untitled 2Document1 pageUntitled 2antonioNo ratings yet
- ReferencesDocument5 pagesReferencesSoran KahtanNo ratings yet
- Optical IllusionsDocument19 pagesOptical IllusionsTripon BogdanNo ratings yet
- Thompson1995 ScienceDocument8 pagesThompson1995 SciencePilar AufrastoNo ratings yet
- Nomenclature of Phosphorus Compounds PDFDocument7 pagesNomenclature of Phosphorus Compounds PDFFernanda Stuani PereiraNo ratings yet
- Life Sciences and Space Research: Proceedings of The Open Meetings of The Working Group on Space Biology of The Twentieth Plenary Meeting of COSPAR, Tel Aviv, Israel, 7-18 June 1977From EverandLife Sciences and Space Research: Proceedings of The Open Meetings of The Working Group on Space Biology of The Twentieth Plenary Meeting of COSPAR, Tel Aviv, Israel, 7-18 June 1977R. HolmquistNo ratings yet
- PS4Document1 pagePS4naverfallNo ratings yet
- ENG 203 Connectives Exercises For StudentsDocument2 pagesENG 203 Connectives Exercises For StudentsnaverfallNo ratings yet
- Che222 Term ProjectDocument1 pageChe222 Term ProjectnaverfallNo ratings yet
- Key To Eng 203 Clauses 2020-21Document9 pagesKey To Eng 203 Clauses 2020-21naverfallNo ratings yet
- Lesson 7Document13 pagesLesson 7naverfallNo ratings yet
- Lesson 2Document22 pagesLesson 2naverfallNo ratings yet
- Lesson 4 Supplementary ReadingDocument6 pagesLesson 4 Supplementary ReadingnaverfallNo ratings yet
- Lesson 4Document11 pagesLesson 4naverfallNo ratings yet
- Lesson 1Document18 pagesLesson 1naverfallNo ratings yet
- 4th and 5th WeeksDocument57 pages4th and 5th WeeksnaverfallNo ratings yet
- Imperfectionsin SolidsDocument30 pagesImperfectionsin SolidsnaverfallNo ratings yet
- Matrices: A A A A A ADocument449 pagesMatrices: A A A A A AnaverfallNo ratings yet
- Me204 March 29 2023Document40 pagesMe204 March 29 2023naverfallNo ratings yet
- Chapter 8Document41 pagesChapter 8naverfallNo ratings yet
- Lecture (2) Modes of Mass TransferDocument23 pagesLecture (2) Modes of Mass TransferNihad S Zain100% (2)
- Blowdown in Cooling TowerDocument10 pagesBlowdown in Cooling TowerVananchal Gramin Bank DeogharNo ratings yet
- Science Form1 Chapter 7Document27 pagesScience Form1 Chapter 7Che Norasiykin80% (5)
- Well Testing and The Ideal Reservoir ModelDocument80 pagesWell Testing and The Ideal Reservoir Modelhorns2034100% (2)
- Rupture Disc Calculation SheetDocument2 pagesRupture Disc Calculation Sheetpablo_kenzo136950% (2)
- HSV1 TB02 Table of ContentsDocument13 pagesHSV1 TB02 Table of Contentsعبدالرحمن احمد سيد ابوسريعNo ratings yet
- Exercise Sheet 3 Continuous Multistage Distillation - 1Document5 pagesExercise Sheet 3 Continuous Multistage Distillation - 1asssd assdNo ratings yet
- Proklima Hygienic Ku H en PDFDocument8 pagesProklima Hygienic Ku H en PDFhanyassawyNo ratings yet
- Inorganic Course OverviewDocument8 pagesInorganic Course OverviewKarl Patrick SiegaNo ratings yet
- Permionics Membrane CodingDocument5 pagesPermionics Membrane CodingPermionics IndiaNo ratings yet
- Cambrigde Ceb BrochureDocument16 pagesCambrigde Ceb BrochureFábio de Oliveira Souza Filho MarNo ratings yet
- Guia para Preservar Una Caldera AcuotubularDocument6 pagesGuia para Preservar Una Caldera Acuotubularjuan joseNo ratings yet
- Detailed Drawing Drawings (Air Handling Unit) : Dijlah University CollegeDocument10 pagesDetailed Drawing Drawings (Air Handling Unit) : Dijlah University Collegeدنيا قيس كاظمNo ratings yet
- Saes L 133Document52 pagesSaes L 133AwaisNo ratings yet
- Physics PDFDocument2 pagesPhysics PDFIchie DelaCruzNo ratings yet
- Editorial Shift To Compact Heat Exchangersppi00413en PDFDocument10 pagesEditorial Shift To Compact Heat Exchangersppi00413en PDFAnkit LonareNo ratings yet
- Experimental Study of The Creep Lifetime of The 1.25Cr 0.5mo Steel PipesDocument7 pagesExperimental Study of The Creep Lifetime of The 1.25Cr 0.5mo Steel PipesMiguel Angel RebolloNo ratings yet
- Domestic Hot Water RecirculationDocument2 pagesDomestic Hot Water Recirculationmoh khNo ratings yet
- Fluid Mech. Chapter10 - UploadedDocument25 pagesFluid Mech. Chapter10 - UploadedBryan ChooiNo ratings yet
- P4 Unit 6 AnswerDocument18 pagesP4 Unit 6 AnswerHolly SmithNo ratings yet
- ZumDocument8 pagesZumEngr SwapanNo ratings yet
- TA Handbook 1 EngDocument56 pagesTA Handbook 1 EngEvrard-Guespin Pauline100% (1)
- Mycom Selection n4wbDocument1 pageMycom Selection n4wbGabriel Rincón RodriguezNo ratings yet
- Sunflex Sae 100R7 Thermoplastic Hose BS4983: 1973 DIN 24951 PT 2 ISO3945Document1 pageSunflex Sae 100R7 Thermoplastic Hose BS4983: 1973 DIN 24951 PT 2 ISO3945Nova VanoNo ratings yet
- Principles and Applications of Mathematical and Physical Modelling of Metallurgical ProcessesDocument29 pagesPrinciples and Applications of Mathematical and Physical Modelling of Metallurgical ProcessesFernando Nicolas Ureta GodoyNo ratings yet
- NURJIHAN CV-peral GlovesDocument4 pagesNURJIHAN CV-peral GlovesNur JihanNo ratings yet
- Sumeet Sharma, MED Email: Ssharma: Presented byDocument19 pagesSumeet Sharma, MED Email: Ssharma: Presented bysumeetsharma27No ratings yet
- 10 1016@j Euromechflu 2020 02 004 PDFDocument51 pages10 1016@j Euromechflu 2020 02 004 PDFPrashanth Naik KNo ratings yet
- Lab 2 Flow Through Venturi Tube and Orifice Plate - 23sept2016Document7 pagesLab 2 Flow Through Venturi Tube and Orifice Plate - 23sept2016faezahjalal0% (1)