
Untitled
Untitled
You might also like
- G300 Parts Catalogue (New) 1Document10 pagesG300 Parts Catalogue (New) 1Operations gtllogistics0% (1)
- 01 程式設計 FANUC V2Document105 pages01 程式設計 FANUC V2James YangNo ratings yet
- 新代-銑床程式製作說明書 V8.11Document105 pages新代-銑床程式製作說明書 V8.11Hong clconfatNo ratings yet
- Hd990Tdb 普及型车床数控系统Document151 pagesHd990Tdb 普及型车床数控系统李昀鍾No ratings yet
- CNC Milling 指令培训Document12 pagesCNC Milling 指令培训Yang MuzeNo ratings yet
- 数控编程教学Document98 pages数控编程教学walter ojedaNo ratings yet
- 数控技术Document4 pages数控技术shubowen64No ratings yet
- Syntec Mill Programming Manual-EnDocument143 pagesSyntec Mill Programming Manual-EnGENRIH631100% (1)
- 900ME對話式使用手冊v11 0Document127 pages900ME對話式使用手冊v11 0charlechenNo ratings yet
- 第五章 FANUC系统数控车床实训操作Document70 pages第五章 FANUC系统数控车床实训操作api-3727201100% (2)
- 梯形图F和G寄存器说明Document5 pages梯形图F和G寄存器说明gusheng860No ratings yet
- Pages From G300 Parts Catalogue (New) - 4Document10 pagesPages From G300 Parts Catalogue (New) - 4Operations gtllogisticsNo ratings yet
- ch02 1Document56 pagesch02 1kbwoniu123No ratings yet
- 了解刀具半徑補正機能指令之意義及應用PMT NCM0406Document61 pages了解刀具半徑補正機能指令之意義及應用PMT NCM0406李協燦No ratings yet
- TC S2a ProgramDocument207 pagesTC S2a ProgramTruong BKNo ratings yet
- 數控Document8 pages數控詹佩慈No ratings yet
- G68.2 Setup FANUC (Chinese) PDFDocument19 pagesG68.2 Setup FANUC (Chinese) PDFRahulNo ratings yet
- ShukongdaolunDocument46 pagesShukongdaolun翁煒翔No ratings yet
- Guomao Cycloidal ReducerDocument46 pagesGuomao Cycloidal Reducerbesgel 234No ratings yet
- 西子奥的斯MPC1系列扶梯控制原理Document53 pages西子奥的斯MPC1系列扶梯控制原理atom2013xdNo ratings yet
- Catalog PY165GDocument78 pagesCatalog PY165GĐỗ HiếuNo ratings yet
- O O O O M M M M P P P P 6666 0000 刀 刀 刀 刀 具 具 具 具 量 量 量 量 測 測 測 測 系 系 系 系 統 統 統 統 中 中 中 中 文 文 文 文 技 技 技 技 術 術 術 術 資 資 資 資 料 料 料 料Document24 pagesO O O O M M M M P P P P 6666 0000 刀 刀 刀 刀 具 具 具 具 量 量 量 量 測 測 測 測 系 系 系 系 統 統 統 統 中 中 中 中 文 文 文 文 技 技 技 技 術 術 術 術 資 資 資 資 料 料 料 料Ziyang XieNo ratings yet
- SEED2 0课件 MPC1系列扶梯控制原理介绍Document48 pagesSEED2 0课件 MPC1系列扶梯控制原理介绍atom2013xdNo ratings yet
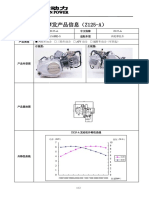
- 产品名称 Z125-A 中文俗称 Z125-A 产品型号 ZS154FMI-5 适配车型 两轮摩托车 产品类型 ■ 两轮车动力 □ 三轮车动力 □ ATV 动力 □ 越野车动力(可多选) 右视图: 左视图:Document2 pages产品名称 Z125-A 中文俗称 Z125-A 产品型号 ZS154FMI-5 适配车型 两轮摩托车 产品类型 ■ 两轮车动力 □ 三轮车动力 □ ATV 动力 □ 越野车动力(可多选) 右视图: 左视图:Moto ExpertNo ratings yet
- TM1637 - V2.4Document12 pagesTM1637 - V2.4Miguel Angel Rivera GallardoNo ratings yet
- 加工中心常用的G代码和M指令Document2 pages加工中心常用的G代码和M指令Jiayue HuNo ratings yet
- 5上海漕泾 9FA燃机交流会 PDFDocument12 pages5上海漕泾 9FA燃机交流会 PDFmeirangongNo ratings yet
- CM00621CN 14Document34 pagesCM00621CN 14Ling YinNo ratings yet
- CNC銑床期末報告Document17 pagesCNC銑床期末報告朝欽楊 Nigel YangNo ratings yet
- 1. 切割+贴片=Cell段工艺制程介绍Document51 pages1. 切割+贴片=Cell段工艺制程介绍l?l MNo ratings yet
- GOT2000 PracticalProgramManualDocument304 pagesGOT2000 PracticalProgramManualkimuraNo ratings yet
- 7系列 (F02 F04) 2011 - 9 標準配備表Document3 pages7系列 (F02 F04) 2011 - 9 標準配備表Casper TsayNo ratings yet
- 艺工2023Document91 pages艺工2023自动化工程师DIYNo ratings yet
- BOM For WangguanDocument2 pagesBOM For WangguancuserNo ratings yet
- (山葉)工業局機車行補助機車維修(診斷)工具清單 1120731更新-0918Document14 pages(山葉)工業局機車行補助機車維修(診斷)工具清單 1120731更新-0918e3223958No ratings yet
- 智友APP数控系统编程手册Document11 pages智友APP数控系统编程手册zhiao liuNo ratings yet
- SV-870 Rev01Document2 pagesSV-870 Rev01Amjad HossenNo ratings yet
- 教改進 099C 006成果報告 (陳德楨) GcodeDocument169 pages教改進 099C 006成果報告 (陳德楨) Gcode楊宗棠No ratings yet
- En MbsDocument2 pagesEn MbsGENTA NUSA ATLANTISNo ratings yet
- 切割工艺制程及原理介绍 刘思佳Document53 pages切割工艺制程及原理介绍 刘思佳l?l MNo ratings yet
- SA50ABDocument134 pagesSA50AByko926No ratings yet
- BFF Hda 2525Document12 pagesBFF Hda 2525Badar DayanNo ratings yet
- SmartCNC500E DRTDDocument2 pagesSmartCNC500E DRTDhuy0908670263No ratings yet
- DG型锅炉给水泵综合样本2020 12 21Document40 pagesDG型锅炉给水泵综合样本2020 12 21Lưu DuyNo ratings yet
- Filly 50Document111 pagesFilly 50Viktor PetrovicNo ratings yet
- HC4500 Gear Box InstructionDocument35 pagesHC4500 Gear Box InstructionAurelijus Urbonas100% (2)
- Copy of MF360系列爆炸图及零部件清单Document69 pagesCopy of MF360系列爆炸图及零部件清单Alexandru StoicaNo ratings yet
- 范围档副箱组件Document10 pages范围档副箱组件jermihNo ratings yet
- WD10G240E202 (DHD10G0574) ENGINE PARTS Catalog 总成编号/Assembly NO. A01109-4110002883Document4 pagesWD10G240E202 (DHD10G0574) ENGINE PARTS Catalog 总成编号/Assembly NO. A01109-4110002883Chen PeterNo ratings yet
- Heidenhain iTNC 530 NC代码HID与ISO对照Document3 pagesHeidenhain iTNC 530 NC代码HID与ISO对照张文No ratings yet
- YCB+YCL - Folding MachineDocument12 pagesYCB+YCL - Folding MachineSolanin JinNo ratings yet
- ZL50G零部件手册Document404 pagesZL50G零部件手册Leonardo Rodriguez60% (5)
- 附件1 2关键参数航段数据的字段说明Document6 pages附件1 2关键参数航段数据的字段说明Kipper EyderoeNo ratings yet
- KPP NJ1080 17LG38MFDocument1 pageKPP NJ1080 17LG38MFREMZONANo ratings yet
- FILE - 20211225 - 140553 - Fanuc B8isDocument3 pagesFILE - 20211225 - 140553 - Fanuc B8isVN MÁY TỰ ĐỘNGNo ratings yet
- Wheels Basic KnowledgeDocument55 pagesWheels Basic KnowledgemnkgatbiamndatbiaNo ratings yet
- Wheel Series (CH)Document18 pagesWheel Series (CH)f GoingNo ratings yet
- ssp335 弯道照明灯系统(中文)Document20 pagesssp335 弯道照明灯系统(中文)夏鲁宁No ratings yet
- BioDocument64 pagesBioनवभारतटाइम्सNo ratings yet
- 1 把 里的 revit 文件夹 解压后复制替换 revit 2016 安装包里的 Content 文件夹下 的 revit 文件夹。 (如下图的文件夹)Document2 pages1 把 里的 revit 文件夹 解压后复制替换 revit 2016 安装包里的 Content 文件夹下 的 revit 文件夹。 (如下图的文件夹)Shawn GaulNo ratings yet
- UntitledDocument6 pagesUntitledShawn GaulNo ratings yet
- UntitledDocument36 pagesUntitledShawn GaulNo ratings yet
- 终于未越狱改了运行商 小激动Document16 pages终于未越狱改了运行商 小激动Shawn GaulNo ratings yet
- 调质钢Document4 pages调质钢Shawn GaulNo ratings yet
- 20钢Document2 pages20钢Shawn GaulNo ratings yet
- 钣金折弯不同材料K系数怎么确定Document5 pages钣金折弯不同材料K系数怎么确定Shawn GaulNo ratings yet
- 调质Document3 pages调质Shawn GaulNo ratings yet
- 提高睾丸酮水平,让你在健身后也变得更硬!Document14 pages提高睾丸酮水平,让你在健身后也变得更硬!Shawn GaulNo ratings yet
- 我是如何零基础通过司法考试的?Document9 pages我是如何零基础通过司法考试的?Shawn GaulNo ratings yet
- 世界上最难学的十大语言Document7 pages世界上最难学的十大语言Shawn GaulNo ratings yet
- 删除pdf文件中隐藏的网页链接的方法Document2 pages删除pdf文件中隐藏的网页链接的方法Shawn GaulNo ratings yet
- 在张维为等大v的共同努力下,我们终于成了发达国家!Document9 pages在张维为等大v的共同努力下,我们终于成了发达国家!Shawn GaulNo ratings yet






































































Download as doc, pdf, or txt
You might also like
- G300 Parts Catalogue (New) 1Document10 pagesG300 Parts Catalogue (New) 1Operations gtllogistics0% (1)
- 01 程式設計 FANUC V2Document105 pages01 程式設計 FANUC V2James YangNo ratings yet
- 新代-銑床程式製作說明書 V8.11Document105 pages新代-銑床程式製作說明書 V8.11Hong clconfatNo ratings yet
- Hd990Tdb 普及型车床数控系统Document151 pagesHd990Tdb 普及型车床数控系统李昀鍾No ratings yet
- CNC Milling 指令培训Document12 pagesCNC Milling 指令培训Yang MuzeNo ratings yet
- 数控编程教学Document98 pages数控编程教学walter ojedaNo ratings yet
- 数控技术Document4 pages数控技术shubowen64No ratings yet
- Syntec Mill Programming Manual-EnDocument143 pagesSyntec Mill Programming Manual-EnGENRIH631100% (1)
- 900ME對話式使用手冊v11 0Document127 pages900ME對話式使用手冊v11 0charlechenNo ratings yet
- 第五章 FANUC系统数控车床实训操作Document70 pages第五章 FANUC系统数控车床实训操作api-3727201100% (2)
- 梯形图F和G寄存器说明Document5 pages梯形图F和G寄存器说明gusheng860No ratings yet
- Pages From G300 Parts Catalogue (New) - 4Document10 pagesPages From G300 Parts Catalogue (New) - 4Operations gtllogisticsNo ratings yet
- ch02 1Document56 pagesch02 1kbwoniu123No ratings yet
- 了解刀具半徑補正機能指令之意義及應用PMT NCM0406Document61 pages了解刀具半徑補正機能指令之意義及應用PMT NCM0406李協燦No ratings yet
- TC S2a ProgramDocument207 pagesTC S2a ProgramTruong BKNo ratings yet
- 數控Document8 pages數控詹佩慈No ratings yet
- G68.2 Setup FANUC (Chinese) PDFDocument19 pagesG68.2 Setup FANUC (Chinese) PDFRahulNo ratings yet
- ShukongdaolunDocument46 pagesShukongdaolun翁煒翔No ratings yet
- Guomao Cycloidal ReducerDocument46 pagesGuomao Cycloidal Reducerbesgel 234No ratings yet
- 西子奥的斯MPC1系列扶梯控制原理Document53 pages西子奥的斯MPC1系列扶梯控制原理atom2013xdNo ratings yet
- Catalog PY165GDocument78 pagesCatalog PY165GĐỗ HiếuNo ratings yet
- O O O O M M M M P P P P 6666 0000 刀 刀 刀 刀 具 具 具 具 量 量 量 量 測 測 測 測 系 系 系 系 統 統 統 統 中 中 中 中 文 文 文 文 技 技 技 技 術 術 術 術 資 資 資 資 料 料 料 料Document24 pagesO O O O M M M M P P P P 6666 0000 刀 刀 刀 刀 具 具 具 具 量 量 量 量 測 測 測 測 系 系 系 系 統 統 統 統 中 中 中 中 文 文 文 文 技 技 技 技 術 術 術 術 資 資 資 資 料 料 料 料Ziyang XieNo ratings yet
- SEED2 0课件 MPC1系列扶梯控制原理介绍Document48 pagesSEED2 0课件 MPC1系列扶梯控制原理介绍atom2013xdNo ratings yet
- 产品名称 Z125-A 中文俗称 Z125-A 产品型号 ZS154FMI-5 适配车型 两轮摩托车 产品类型 ■ 两轮车动力 □ 三轮车动力 □ ATV 动力 □ 越野车动力(可多选) 右视图: 左视图:Document2 pages产品名称 Z125-A 中文俗称 Z125-A 产品型号 ZS154FMI-5 适配车型 两轮摩托车 产品类型 ■ 两轮车动力 □ 三轮车动力 □ ATV 动力 □ 越野车动力(可多选) 右视图: 左视图:Moto ExpertNo ratings yet
- TM1637 - V2.4Document12 pagesTM1637 - V2.4Miguel Angel Rivera GallardoNo ratings yet
- 加工中心常用的G代码和M指令Document2 pages加工中心常用的G代码和M指令Jiayue HuNo ratings yet
- 5上海漕泾 9FA燃机交流会 PDFDocument12 pages5上海漕泾 9FA燃机交流会 PDFmeirangongNo ratings yet
- CM00621CN 14Document34 pagesCM00621CN 14Ling YinNo ratings yet
- CNC銑床期末報告Document17 pagesCNC銑床期末報告朝欽楊 Nigel YangNo ratings yet
- 1. 切割+贴片=Cell段工艺制程介绍Document51 pages1. 切割+贴片=Cell段工艺制程介绍l?l MNo ratings yet
- GOT2000 PracticalProgramManualDocument304 pagesGOT2000 PracticalProgramManualkimuraNo ratings yet
- 7系列 (F02 F04) 2011 - 9 標準配備表Document3 pages7系列 (F02 F04) 2011 - 9 標準配備表Casper TsayNo ratings yet
- 艺工2023Document91 pages艺工2023自动化工程师DIYNo ratings yet
- BOM For WangguanDocument2 pagesBOM For WangguancuserNo ratings yet
- (山葉)工業局機車行補助機車維修(診斷)工具清單 1120731更新-0918Document14 pages(山葉)工業局機車行補助機車維修(診斷)工具清單 1120731更新-0918e3223958No ratings yet
- 智友APP数控系统编程手册Document11 pages智友APP数控系统编程手册zhiao liuNo ratings yet
- SV-870 Rev01Document2 pagesSV-870 Rev01Amjad HossenNo ratings yet
- 教改進 099C 006成果報告 (陳德楨) GcodeDocument169 pages教改進 099C 006成果報告 (陳德楨) Gcode楊宗棠No ratings yet
- En MbsDocument2 pagesEn MbsGENTA NUSA ATLANTISNo ratings yet
- 切割工艺制程及原理介绍 刘思佳Document53 pages切割工艺制程及原理介绍 刘思佳l?l MNo ratings yet
- SA50ABDocument134 pagesSA50AByko926No ratings yet
- BFF Hda 2525Document12 pagesBFF Hda 2525Badar DayanNo ratings yet
- SmartCNC500E DRTDDocument2 pagesSmartCNC500E DRTDhuy0908670263No ratings yet
- DG型锅炉给水泵综合样本2020 12 21Document40 pagesDG型锅炉给水泵综合样本2020 12 21Lưu DuyNo ratings yet
- Filly 50Document111 pagesFilly 50Viktor PetrovicNo ratings yet
- HC4500 Gear Box InstructionDocument35 pagesHC4500 Gear Box InstructionAurelijus Urbonas100% (2)
- Copy of MF360系列爆炸图及零部件清单Document69 pagesCopy of MF360系列爆炸图及零部件清单Alexandru StoicaNo ratings yet
- 范围档副箱组件Document10 pages范围档副箱组件jermihNo ratings yet
- WD10G240E202 (DHD10G0574) ENGINE PARTS Catalog 总成编号/Assembly NO. A01109-4110002883Document4 pagesWD10G240E202 (DHD10G0574) ENGINE PARTS Catalog 总成编号/Assembly NO. A01109-4110002883Chen PeterNo ratings yet
- Heidenhain iTNC 530 NC代码HID与ISO对照Document3 pagesHeidenhain iTNC 530 NC代码HID与ISO对照张文No ratings yet
- YCB+YCL - Folding MachineDocument12 pagesYCB+YCL - Folding MachineSolanin JinNo ratings yet
- ZL50G零部件手册Document404 pagesZL50G零部件手册Leonardo Rodriguez60% (5)
- 附件1 2关键参数航段数据的字段说明Document6 pages附件1 2关键参数航段数据的字段说明Kipper EyderoeNo ratings yet
- KPP NJ1080 17LG38MFDocument1 pageKPP NJ1080 17LG38MFREMZONANo ratings yet
- FILE - 20211225 - 140553 - Fanuc B8isDocument3 pagesFILE - 20211225 - 140553 - Fanuc B8isVN MÁY TỰ ĐỘNGNo ratings yet
- Wheels Basic KnowledgeDocument55 pagesWheels Basic KnowledgemnkgatbiamndatbiaNo ratings yet
- Wheel Series (CH)Document18 pagesWheel Series (CH)f GoingNo ratings yet
- ssp335 弯道照明灯系统(中文)Document20 pagesssp335 弯道照明灯系统(中文)夏鲁宁No ratings yet
- BioDocument64 pagesBioनवभारतटाइम्सNo ratings yet
- 1 把 里的 revit 文件夹 解压后复制替换 revit 2016 安装包里的 Content 文件夹下 的 revit 文件夹。 (如下图的文件夹)Document2 pages1 把 里的 revit 文件夹 解压后复制替换 revit 2016 安装包里的 Content 文件夹下 的 revit 文件夹。 (如下图的文件夹)Shawn GaulNo ratings yet
- UntitledDocument6 pagesUntitledShawn GaulNo ratings yet
- UntitledDocument36 pagesUntitledShawn GaulNo ratings yet
- 终于未越狱改了运行商 小激动Document16 pages终于未越狱改了运行商 小激动Shawn GaulNo ratings yet
- 调质钢Document4 pages调质钢Shawn GaulNo ratings yet
- 20钢Document2 pages20钢Shawn GaulNo ratings yet
- 钣金折弯不同材料K系数怎么确定Document5 pages钣金折弯不同材料K系数怎么确定Shawn GaulNo ratings yet
- 调质Document3 pages调质Shawn GaulNo ratings yet
- 提高睾丸酮水平,让你在健身后也变得更硬!Document14 pages提高睾丸酮水平,让你在健身后也变得更硬!Shawn GaulNo ratings yet
- 我是如何零基础通过司法考试的?Document9 pages我是如何零基础通过司法考试的?Shawn GaulNo ratings yet
- 世界上最难学的十大语言Document7 pages世界上最难学的十大语言Shawn GaulNo ratings yet
- 删除pdf文件中隐藏的网页链接的方法Document2 pages删除pdf文件中隐藏的网页链接的方法Shawn GaulNo ratings yet
- 在张维为等大v的共同努力下,我们终于成了发达国家!Document9 pages在张维为等大v的共同努力下,我们终于成了发达国家!Shawn GaulNo ratings yet