Download as docx, pdf, or txt
You might also like
- CE Module 21 - Fluid Flow in Pipes (Answer Key)Document7 pagesCE Module 21 - Fluid Flow in Pipes (Answer Key)Angelice Alliah De la CruzNo ratings yet
- Commissioning Procedure For A Boiler PDFDocument24 pagesCommissioning Procedure For A Boiler PDFpothan83% (6)
- Operating & Maintenance Procedure For Air Cooler Heat ExchangerDocument10 pagesOperating & Maintenance Procedure For Air Cooler Heat Exchangerrahim_33516285678% (9)
- Method Statement For Refrigerant Piping Installation and Pressure TestingDocument4 pagesMethod Statement For Refrigerant Piping Installation and Pressure TestingRyan WongNo ratings yet
- Hot Tap Check ListDocument4 pagesHot Tap Check Listborisortiz100% (2)
- How To Proceed For A Hot TapDocument16 pagesHow To Proceed For A Hot TapThamaraikani Mani100% (1)
- Stopple ProceduresDocument3 pagesStopple ProceduresBensmatNo ratings yet
- Installation Checklist For The Petroplas Piping System (Page 1 of 2)Document2 pagesInstallation Checklist For The Petroplas Piping System (Page 1 of 2)Sami ThirunavukkarasuNo ratings yet
- Jones Hydrant OM 8-21-09Document6 pagesJones Hydrant OM 8-21-09RktBatamNo ratings yet
- Heat Exchanger Tube Bundle PullingDocument4 pagesHeat Exchanger Tube Bundle PullingahamedthousifNo ratings yet
- Series 808Y Installation InstructionsDocument4 pagesSeries 808Y Installation InstructionsFEBCONo ratings yet
- Boiler Installation and SetupDocument30 pagesBoiler Installation and Setupcakhokhe100% (1)
- Hot TappingDocument2 pagesHot TappingParag ChandankhedeNo ratings yet
- Method of Statement For Fire Fighting Inside BuildingDocument4 pagesMethod of Statement For Fire Fighting Inside BuildingYe YintNo ratings yet
- VAAS Fig 740 and 730 Series IOMDocument9 pagesVAAS Fig 740 and 730 Series IOMCarlos GutierrezNo ratings yet
- Installation / Operation / Maintenance Instructions Magnetic Level GaugeDocument6 pagesInstallation / Operation / Maintenance Instructions Magnetic Level GaugeHumayun NawazNo ratings yet
- Assignment On Diesel Engine OverhaulingDocument19 pagesAssignment On Diesel Engine OverhaulingRuwan Susantha100% (3)
- 6 Way InstructionsDocument2 pages6 Way InstructionsFercho NoriegaNo ratings yet
- TM1100 DM CDTM InstrucDocument12 pagesTM1100 DM CDTM InstrucJuan Carlos LibrerosNo ratings yet
- 23-022 Installation Procedures ValvesDocument6 pages23-022 Installation Procedures ValvesAli Khalid QureshiNo ratings yet
- Saunders HC4 Diaphragm Valves Installation and Maintenance Instructions Manual ValvesDocument6 pagesSaunders HC4 Diaphragm Valves Installation and Maintenance Instructions Manual ValvesJose Gregorio FerrerNo ratings yet
- Iom MVT ValvesDocument5 pagesIom MVT ValvesNaser JahangiriNo ratings yet
- Hydrostatic Testing: Anyone To Stand Near The Ends of The Assembly While It Is Under PressureDocument1 pageHydrostatic Testing: Anyone To Stand Near The Ends of The Assembly While It Is Under PressureMuhammad Azlan AhmadNo ratings yet
- Mechanical PlugsDocument6 pagesMechanical Plugskategord0% (1)
- SaundersHC4OM AutomatedValvesFeb08Document6 pagesSaundersHC4OM AutomatedValvesFeb08Arrow HeadNo ratings yet
- Chapter 7 FullDocument43 pagesChapter 7 FullVijay RajaindranNo ratings yet
- Boiler Commissioning ProcedureDocument5 pagesBoiler Commissioning Procedurekumarmm1234No ratings yet
- Sempell: Before Installation These Instructions Must Be Fully Read and UnderstoodDocument1 pageSempell: Before Installation These Instructions Must Be Fully Read and UnderstoodDGWNo ratings yet
- Installation Manual - Eaton Model 53BTX SizesDocument6 pagesInstallation Manual - Eaton Model 53BTX SizesGrafton MontgomeryNo ratings yet
- Method Statement For Refrigerant Piping Installation and Pressure TestingDocument3 pagesMethod Statement For Refrigerant Piping Installation and Pressure TestingDong Vanra100% (1)
- Fluidtecq Fluidtecq Fluidtecq Fluidtecq: Operation and Maintenance ManualDocument12 pagesFluidtecq Fluidtecq Fluidtecq Fluidtecq: Operation and Maintenance ManualmehtahemalNo ratings yet
- Style EJ403: Installation InstructionsDocument1 pageStyle EJ403: Installation InstructionsTanmoy DuttaNo ratings yet
- 1042 Legacy Humidifier Installation & Owners Manual RDocument8 pages1042 Legacy Humidifier Installation & Owners Manual Rsphinx360No ratings yet
- HFCC D Iom 03Document16 pagesHFCC D Iom 03geovany_villagraNo ratings yet
- Hydrostatic Test On Steel PipesDocument12 pagesHydrostatic Test On Steel PipesScribdTranslationsNo ratings yet
- Drillstem Test 1675410707Document3 pagesDrillstem Test 1675410707Abhijeet RajputNo ratings yet
- Cam-Tite Ball Valve Operating Instructions: WarningDocument3 pagesCam-Tite Ball Valve Operating Instructions: WarningSubbarayan SaravanakumarNo ratings yet
- PVC & CPVC Basket Strainers: Installation & Maintenance Service InstructionsDocument2 pagesPVC & CPVC Basket Strainers: Installation & Maintenance Service InstructionsTheresa NguyenNo ratings yet
- AHU InstallationDocument14 pagesAHU InstallationAyyappan VeeraputhiranNo ratings yet
- Operating Instructions & Service Manual Blue Max Ii Hydrostatic Test PumpDocument10 pagesOperating Instructions & Service Manual Blue Max Ii Hydrostatic Test PumpdocrafiNo ratings yet
- Pressure Test: Safety WarningDocument4 pagesPressure Test: Safety WarningMohamed Ali HorrigueNo ratings yet
- Gas Pipeline and Gas Metering and Regulating Station ProjectDocument18 pagesGas Pipeline and Gas Metering and Regulating Station ProjectAnonymous 7vljJzH100% (1)
- Oh LolDocument5 pagesOh Lolrhomel hamoyNo ratings yet
- Installation, Operation & Maintenance Manual: Virgo Engineers LimitedDocument47 pagesInstallation, Operation & Maintenance Manual: Virgo Engineers LimitedSreenivasNo ratings yet
- Hattersley+A5+IOM+Fig.370+&+Fig.371+Colour 0119 WEBDocument4 pagesHattersley+A5+IOM+Fig.370+&+Fig.371+Colour 0119 WEBFareethAbdullahNo ratings yet
- The Safe Operation of Pressure Vessels and BoilersDocument11 pagesThe Safe Operation of Pressure Vessels and BoilersTrainer 01No ratings yet
- Sample IOM-SchlumbergerDocument10 pagesSample IOM-Schlumbergerbmanojkumar16No ratings yet
- TK-DL Installation InstructionsDocument8 pagesTK-DL Installation InstructionsWattsNo ratings yet
- Preparation For Start UpDocument19 pagesPreparation For Start UpArjun Shantaram ZopeNo ratings yet
- LG Wfs1939ekd wt-sd153hvg T1632afps5 T1432afps5 ts1800dps ts1804dph SM PDFDocument57 pagesLG Wfs1939ekd wt-sd153hvg T1632afps5 T1432afps5 ts1800dps ts1804dph SM PDFDavid Lovato100% (2)
- Installed Manual AmcareMedDocument3 pagesInstalled Manual AmcareMednr26b82cd8No ratings yet
- Carter WCD ManualDocument35 pagesCarter WCD ManualsvanellaautosNo ratings yet
- Series B6800 Installation InstructionsDocument2 pagesSeries B6800 Installation InstructionsWattsNo ratings yet
- IOM Manual For CAMAROON Ball ValvesDocument20 pagesIOM Manual For CAMAROON Ball ValvesSathish Kumar Pt100% (2)
- CVHE-F CHILLER COMMISSIONING & STARTUP Checklist - 07102015Document5 pagesCVHE-F CHILLER COMMISSIONING & STARTUP Checklist - 07102015Bernard Bonnin CervantesNo ratings yet
- Welded Body Ball ValveDocument20 pagesWelded Body Ball ValveBisoyiNo ratings yet
- Ideal Installation: I & M Mark 68G SeriesDocument4 pagesIdeal Installation: I & M Mark 68G SeriesByron PanchiNo ratings yet
- Method Statement For Ductwork Leakage Testing: Guthrie Engineering (S) Pte LTD Marina Bay ResidencesDocument2 pagesMethod Statement For Ductwork Leakage Testing: Guthrie Engineering (S) Pte LTD Marina Bay ResidencesNguyễn Hồng TháiNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Tinywow - 1-45 PDF ANG - 20037352 - 10Document1 pageTinywow - 1-45 PDF ANG - 20037352 - 10BensmatNo ratings yet
- Stopple ProceduresDocument3 pagesStopple ProceduresBensmatNo ratings yet
- Tinywow - 1-45 PDF ANG - 20037352 - 7Document1 pageTinywow - 1-45 PDF ANG - 20037352 - 7BensmatNo ratings yet
- Tinywow - 1-45 PDF ANG - 20037352 - 1Document1 pageTinywow - 1-45 PDF ANG - 20037352 - 1BensmatNo ratings yet
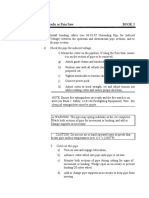
- Cutting The Pipe With Wachs or Fein Saw Book 3Document2 pagesCutting The Pipe With Wachs or Fein Saw Book 3BensmatNo ratings yet
- Safe Separation Distances From Natural Gas PipelinesDocument19 pagesSafe Separation Distances From Natural Gas PipelinesBensmatNo ratings yet
- Procedure S Cutting The Pipe With Wachs or Fein Saw: CompanyDocument3 pagesProcedure S Cutting The Pipe With Wachs or Fein Saw: CompanyBensmatNo ratings yet
- Tinywow - 1-45 PDF ANG - 20037352 - 5Document1 pageTinywow - 1-45 PDF ANG - 20037352 - 5BensmatNo ratings yet
- Cups-13 A Method To Determine The Minimum Stack HeightDocument46 pagesCups-13 A Method To Determine The Minimum Stack HeightBensmatNo ratings yet
- UntitledDocument30 pagesUntitledBensmatNo ratings yet
- Reducing Energy Consumption in Natural Gas Pressure Drop Stations by Employing Solar HeatDocument8 pagesReducing Energy Consumption in Natural Gas Pressure Drop Stations by Employing Solar HeatBensmatNo ratings yet
- Pipeline Pigging Incident: Dave Shepherd Aug, 2005Document7 pagesPipeline Pigging Incident: Dave Shepherd Aug, 2005BensmatNo ratings yet
- Procedure: Book 3: Pipeline FacilitiesDocument9 pagesProcedure: Book 3: Pipeline FacilitiesBensmatNo ratings yet
- 2 Ecdaworkshoprlopeznov4ver3Document53 pages2 Ecdaworkshoprlopeznov4ver3BensmatNo ratings yet
- ClampSleeve InstallDocument15 pagesClampSleeve InstallBensmatNo ratings yet
- The Art of PiggingDocument11 pagesThe Art of PiggingBensmatNo ratings yet
- UTI Evolution of Integrity Management March 15 2018Document39 pagesUTI Evolution of Integrity Management March 15 2018BensmatNo ratings yet
- Guide To The Selection and Use of Pipline Pigging EquipementDocument14 pagesGuide To The Selection and Use of Pipline Pigging EquipementBensmatNo ratings yet
- Pipe Thickness CalculationsDocument2 pagesPipe Thickness CalculationsBensmatNo ratings yet
- Split Tee Tapping FittingsDocument4 pagesSplit Tee Tapping FittingsBensmatNo ratings yet
- Stop Ple Fittings With Lock o Ring Flange and PlugDocument26 pagesStop Ple Fittings With Lock o Ring Flange and PlugBensmatNo ratings yet
- Fired Equipment and DesignDocument35 pagesFired Equipment and DesignBensmatNo ratings yet
- What Is A Pipeline Pig and How Are They UsedDocument3 pagesWhat Is A Pipeline Pig and How Are They UsedBensmatNo ratings yet
- Water Bath HeaterDocument4 pagesWater Bath HeaterBensmatNo ratings yet
- PlotconDocument35 pagesPlotconBensmatNo ratings yet
- Document 31Document31 pagesDocument 31BensmatNo ratings yet
- The Pressure Loss Coefficient of A Gauze in Compressible FlowDocument2 pagesThe Pressure Loss Coefficient of A Gauze in Compressible FlowJie China100% (1)
- Denison Vane Pumps - T6DCC - Datasheet T6 SeriesDocument6 pagesDenison Vane Pumps - T6DCC - Datasheet T6 SeriesANDRESNo ratings yet
- Pentair-CH31153 Data Sheet PDFDocument4 pagesPentair-CH31153 Data Sheet PDFCalidadUMVNo ratings yet
- Flange AS4087 AS2129 BS Table DEDocument2 pagesFlange AS4087 AS2129 BS Table DEadamNo ratings yet
- 489-100-A SERIES: Features Variations Available Ul ListingsDocument5 pages489-100-A SERIES: Features Variations Available Ul ListingsKhabbab Hussain K-hNo ratings yet
- 1 5001 enDocument72 pages1 5001 ensivakumarNo ratings yet
- Flow Diagram Biogas PlantDocument4 pagesFlow Diagram Biogas PlantDwi SinggihNo ratings yet
- Spare Parts: LKB Automatic or Manual Butterfly ValveDocument40 pagesSpare Parts: LKB Automatic or Manual Butterfly ValveGustavo MedeirosNo ratings yet
- RPS MMR Piping ClassDocument42 pagesRPS MMR Piping ClassKathia Espinoza RojasNo ratings yet
- SkoFlo - Chemical Injection Metering Valve (Presentation 04.08.17)Document30 pagesSkoFlo - Chemical Injection Metering Valve (Presentation 04.08.17)vamcodong100% (1)
- Master List of Drawings and Documents-14.09.2020Document2 pagesMaster List of Drawings and Documents-14.09.2020AKSHAY BHATKARNo ratings yet
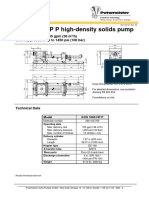
- Datasheet KOS 1060 HP - MaxDocument2 pagesDatasheet KOS 1060 HP - MaxNeil O'MalleyNo ratings yet
- Date Area Equipment Mech. Elect. C&I IsolationsDocument1 pageDate Area Equipment Mech. Elect. C&I IsolationsbhaskarNo ratings yet
- Hydraulic MachineDocument174 pagesHydraulic Machineaman deepNo ratings yet
- Flashback Arrestor f53n Hho UkDocument2 pagesFlashback Arrestor f53n Hho Uksangilipandi2003No ratings yet
- The 7 Flow Meters Used in The Oil and Gas IndustryDocument19 pagesThe 7 Flow Meters Used in The Oil and Gas IndustryصادقمحسنNo ratings yet
- Do 015 Material Pipa&fitting&othersDocument3 pagesDo 015 Material Pipa&fitting&othersISFI RAMADHANNo ratings yet
- Bakker - 09.12 2inch Light Weight Plug Valve H2SDocument4 pagesBakker - 09.12 2inch Light Weight Plug Valve H2SJulio Cesar Narvaez LaraNo ratings yet
- Model Number Chart: Technical Service Manual: Installation, Operation & MaintenanceDocument25 pagesModel Number Chart: Technical Service Manual: Installation, Operation & MaintenanceYerkin BagmanovNo ratings yet
- Conversion of Gas Flow From m3 To Nm3Document2 pagesConversion of Gas Flow From m3 To Nm3vvijaybhan50% (2)
- Using Griswold Controls Valves For Fluids Other Than WaterDocument2 pagesUsing Griswold Controls Valves For Fluids Other Than Waterxen0n2002No ratings yet
- Mitsubishi Service Manual MU-A09 12WA CondensadorDocument28 pagesMitsubishi Service Manual MU-A09 12WA CondensadortorqueuNo ratings yet
- Injector Specification: Nozzle Holder Assembly No. 38465Document2 pagesInjector Specification: Nozzle Holder Assembly No. 38465johnny sabinNo ratings yet
- Boundary Layer TheoryDocument15 pagesBoundary Layer Theorysudheer cNo ratings yet
- DV 06 ActuationDocument6 pagesDV 06 ActuationAbhishek SaraswatNo ratings yet
- Degree of ReactionDocument24 pagesDegree of ReactionKrishna SinghNo ratings yet
- Primetech Priming EjectorDocument3 pagesPrimetech Priming EjectorVikk SuriyaNo ratings yet
- 8TH LastDocument19 pages8TH LastSai PrintersNo ratings yet
- Fabrication, Installation, Commissioning & Testing of Compressed Air System With Associated ComponentsDocument7 pagesFabrication, Installation, Commissioning & Testing of Compressed Air System With Associated Componentsabdeslem mouloudjNo ratings yet