Download as xlsx, pdf, or txt
You might also like
- Rewrite The Two Goals Below To Make Them SMART. Then Explain What Makes Them Specific, Measurable, Attainable, Relevant, and Time-BoundDocument2 pagesRewrite The Two Goals Below To Make Them SMART. Then Explain What Makes Them Specific, Measurable, Attainable, Relevant, and Time-BoundMatthew NowackNo ratings yet
- Tub Mill Fist Piece & Inprocess Inspection ReportDocument1 pageTub Mill Fist Piece & Inprocess Inspection ReportZeeshan PathanNo ratings yet
- Electrode Selection As Per Base Metal With Preheat, Postheat and Hardness DetailsDocument1 pageElectrode Selection As Per Base Metal With Preheat, Postheat and Hardness DetailsJlkKumar100% (1)
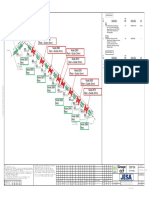
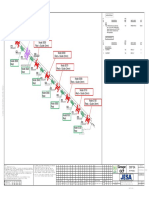
- Piping Updated-4Document4 pagesPiping Updated-4karuppan2525No ratings yet
- Baking Pre Heat/Post Heat PWHT Weld Visual NDT Colour Code: Nominal CompositionDocument1 pageBaking Pre Heat/Post Heat PWHT Weld Visual NDT Colour Code: Nominal CompositionAjaj AnsariNo ratings yet
- Baking Colour Code Pre Heat/Post Heat PWHT Weld Visual NDT: Nominal CompositionDocument1 pageBaking Colour Code Pre Heat/Post Heat PWHT Weld Visual NDT: Nominal Compositiongarvit goyankaNo ratings yet
- Piping Material Data TableDocument2 pagesPiping Material Data TableAkansha SharmaNo ratings yet
- Material GradesDocument1 pageMaterial GradesshisNo ratings yet
- Piping UpdatedDocument4 pagesPiping UpdatedJayanta BiswalNo ratings yet
- Piping UpdatedDocument1 pagePiping UpdatedbalamuruganNo ratings yet
- Prepared By-Yogesh PokharkarDocument1 pagePrepared By-Yogesh PokharkarMd AmazerNo ratings yet
- All Materials DocumentsDocument1 pageAll Materials DocumentsRonit PatelNo ratings yet
- MaterialsDocument1 pageMaterialsAhmad RizkiNo ratings yet
- MaterialsDocument1 pageMaterialsMd AmazerNo ratings yet
- Material TypeDocument1 pageMaterial Typesalikhashmi2013No ratings yet
- MaterialsDocument1 pageMaterialsMd AmazerNo ratings yet
- MaterialsDocument1 pageMaterialsŞhallaw R. QadirNo ratings yet
- Piping For PDFDocument1 pagePiping For PDFSumañ DašNo ratings yet
- Material TypeDocument1 pageMaterial TypeapNo ratings yet
- Welding ChartDocument2 pagesWelding ChartVikas DograNo ratings yet
- All Materials DocumentsDocument1 pageAll Materials DocumentsHarnish BariaNo ratings yet
- Table of Material and Welding Requirement As Per ASME IXDocument1 pageTable of Material and Welding Requirement As Per ASME IXYuvaRaj RNo ratings yet
- MaterialsDocument1 pageMaterialssubhashaheer524No ratings yet
- WPS and PQR For SAW (Butt Welding)Document8 pagesWPS and PQR For SAW (Butt Welding)魏利强No ratings yet
- Wall Thickness Calculation PipelineDocument1 pageWall Thickness Calculation PipelineJack CreekNo ratings yet
- KMP 786 PDFDocument4 pagesKMP 786 PDFHumberto MarquesNo ratings yet
- WPS and PQR of GMAWDocument8 pagesWPS and PQR of GMAW魏利强No ratings yet
- 786 Series: FeaturesDocument4 pages786 Series: FeaturestreaxNo ratings yet
- Material Specification Comparison ChecklistDocument1 pageMaterial Specification Comparison Checklistgusloh0% (1)
- Product Catalog & Design Guide: Gas Discharge Tube (GDT) ProductsDocument60 pagesProduct Catalog & Design Guide: Gas Discharge Tube (GDT) ProductsMisko PiskoNo ratings yet
- Jis G 3539 SWCH 10aDocument1 pageJis G 3539 SWCH 10asujiyopptsrNo ratings yet
- Manual Valve List - FS-554!18!19Document1 pageManual Valve List - FS-554!18!19Ajay PrajapatiNo ratings yet
- A4 (SS 316) Data SheetDocument1 pageA4 (SS 316) Data SheetSoubra SenmarecNo ratings yet
- Summary of Sub Grade Test Result.... 2Document8 pagesSummary of Sub Grade Test Result.... 2AshebirNo ratings yet
- PWPS Vahali 26 - 136 PD - FWDocument1 pagePWPS Vahali 26 - 136 PD - FWVasiljka Đordan JelacaNo ratings yet
- Quat Lam Mat Tu Dieu Toc DatasheetDocument2 pagesQuat Lam Mat Tu Dieu Toc DatasheetPHAM SONNo ratings yet
- Das2 Revisions 1Document1 pageDas2 Revisions 1marlon habonNo ratings yet
- Din 17100Document1 pageDin 17100KhoirulAnwarNo ratings yet
- Tool Steel - Material Selection Guide: High Speed SteelsDocument1 pageTool Steel - Material Selection Guide: High Speed SteelsAlok Rawat NLMKNo ratings yet
- Product Specifications: Specifications For Continuous Cast ProductsDocument4 pagesProduct Specifications: Specifications For Continuous Cast ProductsvejanidbNo ratings yet
- 0127 R8B 03 WP 311 01Document1 page0127 R8B 03 WP 311 01ABDERRAZZAKNo ratings yet
- Metallurgical Strategy For Optimized Production of QT High-Strength and Abrasion-Resistant Plate SteelsDocument12 pagesMetallurgical Strategy For Optimized Production of QT High-Strength and Abrasion-Resistant Plate SteelsJJNo ratings yet
- Annex D Bs 5500 Design Reference Temperature Adjustment: R D S C HDocument13 pagesAnnex D Bs 5500 Design Reference Temperature Adjustment: R D S C Hduf fuNo ratings yet
- Qa&qc-Log-04 PQR Log Sheet With CSD CommentsDocument2 pagesQa&qc-Log-04 PQR Log Sheet With CSD CommentsasiqNo ratings yet
- Materials BookDocument37 pagesMaterials BooktanNo ratings yet
- Allorde - E2Document1 pageAllorde - E2flor johnNo ratings yet
- Phosphor Bronze CuSn6-PB103 Datasheet PDFDocument1 pagePhosphor Bronze CuSn6-PB103 Datasheet PDFRemo StortiniNo ratings yet
- Astm A351 CF8MDocument1 pageAstm A351 CF8MnadeemNo ratings yet
- Equip. No: E1-GT - 1A: Pt. Badak NGL "PM" Machinery & Heavy Equipment Lubricating Oil Analysis DataDocument172 pagesEquip. No: E1-GT - 1A: Pt. Badak NGL "PM" Machinery & Heavy Equipment Lubricating Oil Analysis DataSophian Hakim WirajayaNo ratings yet
- Comparison ASTMDocument8 pagesComparison ASTMSanti CheewabantherngNo ratings yet
- 0127 R8B 04 WP 311 01Document1 page0127 R8B 04 WP 311 01ABDERRAZZAKNo ratings yet
- Tata Steel HR & CR SteelDocument2 pagesTata Steel HR & CR SteelSaravanan KNo ratings yet
- Avg 48in 2M PH Res Cor Btcss Btcss BtcsDocument6 pagesAvg 48in 2M PH Res Cor Btcss Btcss BtcsLakshya SinghNo ratings yet
- ASTM A106 Data SheetDocument4 pagesASTM A106 Data Sheetmarcelomaster88No ratings yet
- WPS Mig 2Document1 pageWPS Mig 2rafetguzelsoyNo ratings yet
- Product Catalog & Design Guide: Gas Discharge Tube (GDT) ProductsDocument76 pagesProduct Catalog & Design Guide: Gas Discharge Tube (GDT) ProductsSantiago BNo ratings yet
- Plumbing Terminals Tapered Screw Plugs: BTLF Btlfa BTLFC BtlfsDocument1 pagePlumbing Terminals Tapered Screw Plugs: BTLF Btlfa BTLFC BtlfsHồng HoàngNo ratings yet
- Plumbing Terminals Tapered Screw Plugs: BTLF Btlfa BTLFC BtlfsDocument1 pagePlumbing Terminals Tapered Screw Plugs: BTLF Btlfa BTLFC BtlfsHồng HoàngNo ratings yet
- PiherDocument5 pagesPiherElvir ModricNo ratings yet
- ASTM A297 Grade HHDocument1 pageASTM A297 Grade HHinfo.nulyproNo ratings yet
- CV TemplateDocument2 pagesCV TemplateahoyigbyNo ratings yet
- Fin 3Document5 pagesFin 3Mary DenizeNo ratings yet
- Formation of CorporationDocument8 pagesFormation of CorporationMark Francis SolanteNo ratings yet
- Elastomers Presentation BrochureDocument20 pagesElastomers Presentation BrochureFrench CorvetteNo ratings yet
- IATF by MauryaDocument91 pagesIATF by MauryaManoj MauryaNo ratings yet
- Michael Wilson: ProfileDocument4 pagesMichael Wilson: ProfileDavid SelhanovicNo ratings yet
- One Warehouse Multiretailer System With Centralized Stock InformationDocument13 pagesOne Warehouse Multiretailer System With Centralized Stock InformationdeevaNo ratings yet
- CH 4 Globalisation and The Indian Economy Class 10Document33 pagesCH 4 Globalisation and The Indian Economy Class 10Adhish RNo ratings yet
- Enclosures - Nuova ASPDocument156 pagesEnclosures - Nuova ASPNicolae VisanNo ratings yet
- Mercantil Bank: Adopting and Adapting Itil® Rosal UrdanetaDocument9 pagesMercantil Bank: Adopting and Adapting Itil® Rosal UrdanetalinamewsNo ratings yet
- Chapter 5 Discussion QuestionsDocument3 pagesChapter 5 Discussion QuestionsAngelica RodriguezNo ratings yet
- Maintenace Kits - Pavers-ScreedsDocument12 pagesMaintenace Kits - Pavers-ScreedsBruno TrindadeNo ratings yet
- UniStream-PLC 2019-Global Catalogue GEN00584-A1 WEB SPREADSDocument11 pagesUniStream-PLC 2019-Global Catalogue GEN00584-A1 WEB SPREADSВенци КалковNo ratings yet
- JLL Italian Logistics Snapshot q2 2023Document18 pagesJLL Italian Logistics Snapshot q2 2023abdalrahmananas45No ratings yet
- Agrarian Reform in The PhilippinesDocument4 pagesAgrarian Reform in The PhilippinesLadymae Barneso SamalNo ratings yet
- Marketing Communication PlanDocument35 pagesMarketing Communication PlanShahan ShakeelNo ratings yet
- Final Technical Report. Group 2Document13 pagesFinal Technical Report. Group 2Chamel Jamora RuperezNo ratings yet
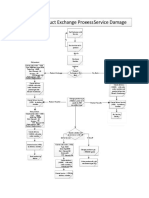
- Product Exchange Process - Service Damage: Old Product Old ProductDocument2 pagesProduct Exchange Process - Service Damage: Old Product Old ProductsameerjaleesNo ratings yet
- Project Feasibility Study For The Establishment of Footwear and Other AccessoriesDocument12 pagesProject Feasibility Study For The Establishment of Footwear and Other Accessoriesregata4No ratings yet
- Audit Financier by Falloul Moulay El MehdiDocument1 pageAudit Financier by Falloul Moulay El MehdiDriss AitbourigueNo ratings yet
- Entrepreneurship: Antique National School - Senior High Lourene J. Guanzon, T-IIDocument410 pagesEntrepreneurship: Antique National School - Senior High Lourene J. Guanzon, T-IILourene Jauod- GuanzonNo ratings yet
- International Moot Arbitration in Commercial Disputes: Week 1 Nikki Krisadtyo, S.H., LL.MDocument11 pagesInternational Moot Arbitration in Commercial Disputes: Week 1 Nikki Krisadtyo, S.H., LL.MJeremia OktavetoNo ratings yet
- Pgdca - Syllabus-1 - 20 8 2010Document19 pagesPgdca - Syllabus-1 - 20 8 2010subeeshup100% (2)
- ReferencesDocument15 pagesReferencessachin shresthaNo ratings yet
- Go To Market Strategy Primer For 2023Document12 pagesGo To Market Strategy Primer For 2023ceyejim807No ratings yet
- SSS - Employee - Investment - Declaration - Form12BB - FY 2022-23Document10 pagesSSS - Employee - Investment - Declaration - Form12BB - FY 2022-23gowtham DevNo ratings yet
- 05-Data Determination and Collective ProcessingDocument65 pages05-Data Determination and Collective ProcessingSoraNo ratings yet
- Ede MicrprjctDocument21 pagesEde Micrprjct68 Nitesh PundgeNo ratings yet
- P5 Maths Activity (T4)Document5 pagesP5 Maths Activity (T4)DoNotBringPhaserInVersusNo ratings yet