Download as pdf or txt
You might also like
- Solutions Manual: Ch08-Intro Methods Engrg-S: Review QuestionsDocument5 pagesSolutions Manual: Ch08-Intro Methods Engrg-S: Review QuestionsMahmoud Essam Ahmed100% (1)
- Experiment 8: Fixed and Fluidized BedDocument6 pagesExperiment 8: Fixed and Fluidized BedTuğbaNo ratings yet
- Handbook of Biomass Downdraft Gasifier Engine SystemsDocument149 pagesHandbook of Biomass Downdraft Gasifier Engine SystemsRodolfo90% (10)
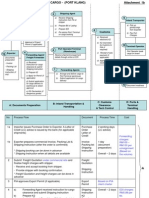
- Export + Import Process Flow - Break Bulk Cargo 27072010Document11 pagesExport + Import Process Flow - Break Bulk Cargo 27072010Ahmad Fauzi Mehat100% (1)
- RecoverySize Liberation SavassiDocument9 pagesRecoverySize Liberation SavassiTiago PintoNo ratings yet
- Calculation MAchineDocument14 pagesCalculation MAchineRon PortNo ratings yet
- 5b - QC ToolsDocument29 pages5b - QC ToolsAnmol ShuklaNo ratings yet
- Project Report Team SAURDocument21 pagesProject Report Team SAURSoumya RoyNo ratings yet
- 01 David Boohene, Amita Maxwell, Joseph & Amma AddaeDocument6 pages01 David Boohene, Amita Maxwell, Joseph & Amma AddaeRavi ModiNo ratings yet
- Explore: NotesDocument30 pagesExplore: NotesSyairah Banu DjufriNo ratings yet
- Samis Interpretive ReportDocument142 pagesSamis Interpretive Reportjuan carlos molano toroNo ratings yet
- Seven Quality Tools: KNC4293 Quality Control and ReliabilityDocument39 pagesSeven Quality Tools: KNC4293 Quality Control and ReliabilityKunashiny RamashNo ratings yet
- Full Chapter Advances in Heat Transfer 52 1St Edition J P Abraham J M Gorman W J Minkowycz PDFDocument53 pagesFull Chapter Advances in Heat Transfer 52 1St Edition J P Abraham J M Gorman W J Minkowycz PDFjames.king789100% (7)
- Chapter 2 - SPCDocument75 pagesChapter 2 - SPCtebelayhabitamu12No ratings yet
- A Course in Computational Number TheoryDocument383 pagesA Course in Computational Number Theory곰헬No ratings yet
- Weibayes Zero-Failure Test Plan and Risk Assessment CalculatorDocument17 pagesWeibayes Zero-Failure Test Plan and Risk Assessment CalculatorRajesh GautamNo ratings yet
- Article ChatenetDocument11 pagesArticle ChatenetRaouf BenabdesselamNo ratings yet
- BE - Project Report Format - 2018!19!2 FormattttDocument16 pagesBE - Project Report Format - 2018!19!2 Formattttsusankar22-530No ratings yet
- Inferential Measurement of SAG Mill Parameters II: State EstimationDocument11 pagesInferential Measurement of SAG Mill Parameters II: State EstimationFederico Hirsch EspinozaNo ratings yet
- Bayesian Modeling of Population Variability - PraDocument11 pagesBayesian Modeling of Population Variability - PraAhmed FenneurNo ratings yet
- A232116 NASADocument245 pagesA232116 NASAPunith MlNo ratings yet
- Machine Tool Spindle Design PDFDocument173 pagesMachine Tool Spindle Design PDFClaudiu RusanNo ratings yet
- Lean ToolboxDocument204 pagesLean ToolboxLukaszNo ratings yet
- Bachelor Thesis OutsourcingDocument6 pagesBachelor Thesis Outsourcingtrinahowardlafayette100% (2)
- New Mass-Transfer Correlations For Packed Towers: Aiche Journal January 2012Document22 pagesNew Mass-Transfer Correlations For Packed Towers: Aiche Journal January 2012tuti tutuarimaNo ratings yet
- Success Stories in The Process Industries: Big DataDocument5 pagesSuccess Stories in The Process Industries: Big DataJohn AnthoniNo ratings yet
- Estimating The Recovery of Size-Liberation Classes in Industrial Flotation CellsDocument8 pagesEstimating The Recovery of Size-Liberation Classes in Industrial Flotation CellsFrancisco CampbellNo ratings yet
- Production Flow Analysis: January 2015Document4 pagesProduction Flow Analysis: January 2015Sander PalsNo ratings yet
- Continuous Time Random Walks For The Numerical Solution of Stochastic Differential Equations 1st Edition Nawaf Bou-RabeeDocument70 pagesContinuous Time Random Walks For The Numerical Solution of Stochastic Differential Equations 1st Edition Nawaf Bou-Rabeejanice.lester265100% (16)
- Kelvin Buendia SPSSOutputDocument4 pagesKelvin Buendia SPSSOutputKelvinjayde BuendiaNo ratings yet
- Iiull - : H - MjjiiiiiDocument8 pagesIiull - : H - MjjiiiiiffsfffffNo ratings yet
- Nama: Wilujeng Handayani NIM: 010118A150: FrequenciesDocument6 pagesNama: Wilujeng Handayani NIM: 010118A150: FrequenciesWilujeng handayaniNo ratings yet
- An Analytical Propagation Model of Active Worms Based On Discrete Time SystemDocument11 pagesAn Analytical Propagation Model of Active Worms Based On Discrete Time SystemKaarthick GkNo ratings yet
- AnexaDocument7 pagesAnexagfjytNo ratings yet
- Kaiser-Meyer-Olkin (KMO)Document5 pagesKaiser-Meyer-Olkin (KMO)fizza amjadNo ratings yet
- 2.830J / 6.780J / ESD.63J Control of Manufacturing Processes (SMA 6303)Document3 pages2.830J / 6.780J / ESD.63J Control of Manufacturing Processes (SMA 6303)frank_grimesNo ratings yet
- Thermo-Mechanical and Mold Flow Analyses of Die Shift in Wafer Reconstitution Process For Advanced Packaging TechnologyDocument8 pagesThermo-Mechanical and Mold Flow Analyses of Die Shift in Wafer Reconstitution Process For Advanced Packaging TechnologyGoutham EzhilarasuNo ratings yet
- 19730007528Document163 pages19730007528Fitness Stuff (FS)No ratings yet
- FYP Thesis Template and Guidelines v3Document29 pagesFYP Thesis Template and Guidelines v3Inam MemonNo ratings yet
- Spreadsheet CocacolaDocument11 pagesSpreadsheet CocacolaJose Ramon MarcanoNo ratings yet
- AAU Thesis ProposalDocument4 pagesAAU Thesis Proposaldanielg_egzi100% (3)
- Research Discussion Paper: A Multi-Sector Model of The Australian EconomyDocument73 pagesResearch Discussion Paper: A Multi-Sector Model of The Australian EconomyfpttmmNo ratings yet
- MyPUBLICATIONAMM 857 195Document6 pagesMyPUBLICATIONAMM 857 195nasru hajiNo ratings yet
- Real Time Object Detection Using Advanced Machine Learning TechniquesDocument21 pagesReal Time Object Detection Using Advanced Machine Learning TechniquesRock SateeshNo ratings yet
- Carpenter 2020Document2 pagesCarpenter 2020WICKEY WULANDARINo ratings yet
- Cbs Bachelor ThesisDocument5 pagesCbs Bachelor ThesisSheila Sinclair100% (2)
- Design Report Template MED260sDocument36 pagesDesign Report Template MED260smudivhazwothemmbaraNo ratings yet
- NEON Continuousq Userguide VBDocument16 pagesNEON Continuousq Userguide VBsck nzNo ratings yet
- RCCB Research PaperDocument3 pagesRCCB Research PaperRavi ParkheNo ratings yet
- Tolerance Analysis and Variational Solid: GeometryDocument36 pagesTolerance Analysis and Variational Solid: GeometrysanthoshnsNo ratings yet
- 3rd Indusrial ArtsDocument7 pages3rd Indusrial ArtsMarlene Tagavilla-Felipe Diculen100% (1)
- MSC Thesis DissertationDocument8 pagesMSC Thesis DissertationHelpWithWritingAPaperCanada100% (1)
- 2019 03 25 Gasparis G. A Benchmark Study On Operational Modal Analysis System Identification Algorithms ReportDocument111 pages2019 03 25 Gasparis G. A Benchmark Study On Operational Modal Analysis System Identification Algorithms ReportHuang XiaodianNo ratings yet
- Lets Us Improve Our Understanding On ..: Problem Solving ToolsDocument28 pagesLets Us Improve Our Understanding On ..: Problem Solving Toolsdilip sahooNo ratings yet
- Reconciliation and Rectification of Process Flow and Inventory DataDocument9 pagesReconciliation and Rectification of Process Flow and Inventory Datakara_25No ratings yet
- Full Download PDF of (Ebook PDF) Loss Models: From Data To Decisions 5th Edition All ChapterDocument43 pagesFull Download PDF of (Ebook PDF) Loss Models: From Data To Decisions 5th Edition All Chapterrhysrinal100% (6)
- Assignment 1 - Case Analysis - DisaggregationDocument5 pagesAssignment 1 - Case Analysis - DisaggregationHamza GulzarNo ratings yet
- Dirichlet and Related Distributions: Theory, Methods and ApplicationsFrom EverandDirichlet and Related Distributions: Theory, Methods and ApplicationsRating: 3 out of 5 stars3/5 (1)
- Process Optimization by Using Shainin Six Sigma Tools and Techniques - A Case Study in Manufacturing IndustreyDocument6 pagesProcess Optimization by Using Shainin Six Sigma Tools and Techniques - A Case Study in Manufacturing IndustreyRaviprakash ShankaranarayanaNo ratings yet
- AI OfferingsDocument10 pagesAI OfferingsRaviprakash ShankaranarayanaNo ratings yet
- CASTtronics Fraunhofer IfamDocument2 pagesCASTtronics Fraunhofer IfamRaviprakash ShankaranarayanaNo ratings yet
- Digitization in The Die Casting TechnologyDocument3 pagesDigitization in The Die Casting TechnologyRaviprakash ShankaranarayanaNo ratings yet
- Mulcher TSS: User Maintenance Manual - Spare PartsDocument35 pagesMulcher TSS: User Maintenance Manual - Spare PartsSerdar FildisNo ratings yet
- Tech Mahindra Antonyms and QuestionsDocument27 pagesTech Mahindra Antonyms and QuestionsNehaNo ratings yet
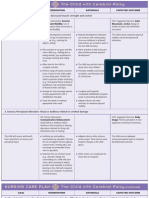
- Child - Cerebral PalsyDocument3 pagesChild - Cerebral PalsyJamie Icabandi67% (3)
- Experiment No 02 (A)Document3 pagesExperiment No 02 (A)Md Sabbir HossainNo ratings yet
- 2024 Specimen Paper 2Document16 pages2024 Specimen Paper 2Ahmed Suhail YusoofNo ratings yet
- Electric Potential Potential Difference and Electric PotentialDocument16 pagesElectric Potential Potential Difference and Electric Potentialaliahmed123589No ratings yet
- Modflow - Grid Approach: GMS 10.5 TutorialDocument21 pagesModflow - Grid Approach: GMS 10.5 TutorialAryan KushwahaNo ratings yet
- Electrical Measurements and Measuring Instruments - J. B. Gupta PDFDocument265 pagesElectrical Measurements and Measuring Instruments - J. B. Gupta PDFAnony SNo ratings yet
- Jurnal ....Document3 pagesJurnal ....Yuniati ValentinaNo ratings yet
- Techniques For Collection, Isolation and Preservation of MicroorganismsDocument42 pagesTechniques For Collection, Isolation and Preservation of Microorganismsaziskf100% (2)
- Code & EthicsDocument9 pagesCode & EthicsEjaz AhmedNo ratings yet
- DNS IodinDocument4 pagesDNS IodinKirana agist wangsa putriNo ratings yet
- Expeditious Retreat Press - Malevolent and Benign 1st Edition BeatiaryDocument129 pagesExpeditious Retreat Press - Malevolent and Benign 1st Edition BeatiaryJoe Conaway67% (3)
- BlowOut - Relief Well OperationsDocument27 pagesBlowOut - Relief Well OperationsRandiAndhikaNo ratings yet
- Indra Motion MLC - Trainning Manual PDFDocument36 pagesIndra Motion MLC - Trainning Manual PDFjorfleitasNo ratings yet
- Cement Grout AAADocument4 pagesCement Grout AAAabualamalNo ratings yet
- 193 Series - Hammond ChokeDocument2 pages193 Series - Hammond ChokeMario RossiNo ratings yet
- Mathematics ECAT (Sir Nasim Zulfiqar) - 1Document134 pagesMathematics ECAT (Sir Nasim Zulfiqar) - 1AYESH qureshiNo ratings yet
- Msds ManganDocument6 pagesMsds ManganLaely N AfidaNo ratings yet
- Buttermilk Pancakes and Honey Roasted Figs Recipe HelloFreshDocument1 pageButtermilk Pancakes and Honey Roasted Figs Recipe HelloFreshxarogi1776No ratings yet
- Circut Diagram For GlucometerDocument22 pagesCircut Diagram For GlucometerSaranyaNo ratings yet
- Bernoulli's Principle: Exert Less Force On Surfaces They Are Flowing Along. Little Did HeDocument14 pagesBernoulli's Principle: Exert Less Force On Surfaces They Are Flowing Along. Little Did HeSaravanan MathiNo ratings yet
- Avago HLCP j100, HDSP 48xxDocument7 pagesAvago HLCP j100, HDSP 48xxvelizarkoNo ratings yet
- The Bromination of Acetone Lab ReportDocument4 pagesThe Bromination of Acetone Lab ReportSammy Njenga KhanNo ratings yet
- Pre-Embalming Observations: Arteries Injected: Veins Drained: Disinfection: (Check Appropriate Areas)Document2 pagesPre-Embalming Observations: Arteries Injected: Veins Drained: Disinfection: (Check Appropriate Areas)May MontanoNo ratings yet
- 11 VESDA Pipes and Fittings TDS AQ IE LoresDocument4 pages11 VESDA Pipes and Fittings TDS AQ IE Loresarmand isakhNo ratings yet
- Voltage Stability Enhancement in Power System Using STATCOM Based On Specific Coefficient Algorithm (SCA)Document7 pagesVoltage Stability Enhancement in Power System Using STATCOM Based On Specific Coefficient Algorithm (SCA)ElafanNo ratings yet
- Clean and GreenDocument9 pagesClean and GreenDanny Dancel100% (1)