Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Carter-Chapter 6Document19 pagesCarter-Chapter 6chemiekenNo ratings yet
- PAROC Calculus: Calculation 1: Rectangular TankDocument2 pagesPAROC Calculus: Calculation 1: Rectangular Tankvipul gandhiNo ratings yet
- Thesis Gold NanoparticlesDocument5 pagesThesis Gold Nanoparticlesafkodpexy100% (2)
- Product Catalogue 2020: AquathermDocument165 pagesProduct Catalogue 2020: AquathermB-ing-VNo ratings yet
- Influence of Various Parameters of Cryogenic Treatment On Performance of Tungsten Carbide Tool - A ReviewDocument4 pagesInfluence of Various Parameters of Cryogenic Treatment On Performance of Tungsten Carbide Tool - A ReviewVIVA-TECH IJRINo ratings yet
- Condensor AKMDocument14 pagesCondensor AKMSharmin SumiNo ratings yet
- FRISTAM Centrifugal Curvebook SFS ALL RDocument62 pagesFRISTAM Centrifugal Curvebook SFS ALL RaxeltapachulaNo ratings yet
- Dtic Ada158127Document98 pagesDtic Ada158127nitharsunNo ratings yet
- Modern Magnetic Materials - The ReviewDocument15 pagesModern Magnetic Materials - The ReviewMihaela LostunNo ratings yet
- ESPDocument62 pagesESPSam100% (4)
- Irrigation Model Ques AnswerDocument6 pagesIrrigation Model Ques AnswerBeza Getachew100% (3)
- Seasonal Flooding in The Okavango Delta, Botswana - Recent History and Future ProspectsDocument9 pagesSeasonal Flooding in The Okavango Delta, Botswana - Recent History and Future ProspectsBiologija BiologyNo ratings yet
- M. Tech. Turbomachines PDFDocument18 pagesM. Tech. Turbomachines PDFJigneshNo ratings yet
- PCXSMT1604B R410A Inv Light Commercial Series Standard PDFDocument16 pagesPCXSMT1604B R410A Inv Light Commercial Series Standard PDFIm ChinithNo ratings yet
- Boundary Layer AnalysisDocument17 pagesBoundary Layer AnalysiscaltechNo ratings yet
- Acceleration Measurement and Applications: Prof. R.G. LongoriaDocument34 pagesAcceleration Measurement and Applications: Prof. R.G. LongoriaOscar SotomayorNo ratings yet
- Analytical Solutions For Seepage Forces of Drained Circular TunnelDocument7 pagesAnalytical Solutions For Seepage Forces of Drained Circular TunnelEduardo Infante100% (1)
- Study Unit 2 First Law BBDocument47 pagesStudy Unit 2 First Law BBLutendo Assurance MadzivhaaNo ratings yet
- Removal of Volatile Organic Compound by Activated Carbon FiberDocument14 pagesRemoval of Volatile Organic Compound by Activated Carbon FiberArash AbbasiNo ratings yet
- Fusion-Bonded Epoxy Coatings, A Technology For Rebar Corrosion PreventionDocument13 pagesFusion-Bonded Epoxy Coatings, A Technology For Rebar Corrosion PreventionMuhamad Hafid ANo ratings yet
- Speed of Sound in Pipeline With Mineral Oil: Lumír HružíkDocument6 pagesSpeed of Sound in Pipeline With Mineral Oil: Lumír HružíkRoman KrautschneiderNo ratings yet
- Kinematics: Ap Physics C: MechanicsDocument10 pagesKinematics: Ap Physics C: MechanicsHind AldahmaniNo ratings yet
- Niclal 38, Cumn10Ni4: (Shunt Grade)Document2 pagesNiclal 38, Cumn10Ni4: (Shunt Grade)Marcel KuhneNo ratings yet
- Hospital LightDocument6 pagesHospital LightegawongnaNo ratings yet
- Huckel Molecular Orbital TheoryDocument4 pagesHuckel Molecular Orbital TheoryVijetha AchNo ratings yet
- Leak Detection For Vials Ampoules IV Bags Syringes FoodDocument27 pagesLeak Detection For Vials Ampoules IV Bags Syringes FoodHenryAbelDeza0% (1)
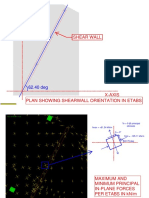
- Determining The Transferred Maximum In-Plane Diaphragm Shear Forces To WallsDocument5 pagesDetermining The Transferred Maximum In-Plane Diaphragm Shear Forces To WallsMuhammad UsmanNo ratings yet
- HuygensDocument10 pagesHuygensUnni BarchamuaNo ratings yet
- Determination of The Solubility Product of An Ionic CompoundDocument3 pagesDetermination of The Solubility Product of An Ionic CompoundEmilyNo ratings yet