Download as pdf or txt
You might also like
- Mixture Separation Formal Lab ReportDocument6 pagesMixture Separation Formal Lab Reportapi-31010146650% (12)
- Widmann Mig Tig Mma-160 ManualDocument24 pagesWidmann Mig Tig Mma-160 ManualCleive Santos100% (1)
- PolyMax PLA TDS V4Document2 pagesPolyMax PLA TDS V4fNo ratings yet
- PolyCast TDS V3Document2 pagesPolyCast TDS V3jerome.luganNo ratings yet
- Raise3d Premium PETG TDS V3Document3 pagesRaise3d Premium PETG TDS V3Faris AlmarshadNo ratings yet
- Spec SheetDocument6 pagesSpec SheettristanNo ratings yet
- PolyMide CoPA TDS V5.2-20240223Document7 pagesPolyMide CoPA TDS V5.2-20240223Rakan El AtracheNo ratings yet
- PolyLite PETG TDS V5.3-20240309Document6 pagesPolyLite PETG TDS V5.3-20240309Freddy ArribasplataNo ratings yet
- RX 102 BLACK GREY 9141: Linear Low Density Polyethylene: ColourDocument1 pageRX 102 BLACK GREY 9141: Linear Low Density Polyethylene: ColourEetu SatosalmiNo ratings yet
- PolyCast TDS V5.2-20230912Document6 pagesPolyCast TDS V5.2-20230912GoNo ratings yet
- Estane 58887Document2 pagesEstane 58887M J VoraNo ratings yet
- HexTool M61 DataSheet GlobalDocument4 pagesHexTool M61 DataSheet GlobalMcFlyNo ratings yet
- KOPA® KN333G40SIBL: Properties Measurement Condition Test Method Unit Typical ValueDocument2 pagesKOPA® KN333G40SIBL: Properties Measurement Condition Test Method Unit Typical Valuehugo santiago chavez godoyNo ratings yet
- Bambu Lab A1 3DDocument6 pagesBambu Lab A1 3DAngel Jacobo Figueroa ArriolaNo ratings yet
- SPECSPEADM5370Document1 pageSPECSPEADM5370nicolas yoris marcoglieseNo ratings yet
- The Gund Company: Manufacturers & Fabricators of Engineered Material SolutionsDocument1 pageThe Gund Company: Manufacturers & Fabricators of Engineered Material SolutionsBalachandra ParameshaNo ratings yet
- PolyLite ABS TDS V5.3-20240324Document6 pagesPolyLite ABS TDS V5.3-20240324Edgar SotoNo ratings yet
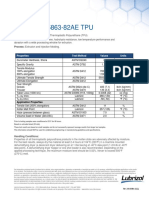
- Pellethane 5863-82AE TPU: Technical Data SheetDocument2 pagesPellethane 5863-82AE TPU: Technical Data SheetaNo ratings yet
- PolyTerra-PLA TDS V5.3-20231113Document6 pagesPolyTerra-PLA TDS V5.3-20231113nerze0777No ratings yet
- ELITE 5401G: Blown Film ResinDocument2 pagesELITE 5401G: Blown Film ResinEndayenew MollaNo ratings yet
- Filament Specifications Unit Value: All 3D Printed Parts Printed at 100% Infill and Annealed at 110ºC/20 MinDocument4 pagesFilament Specifications Unit Value: All 3D Printed Parts Printed at 100% Infill and Annealed at 110ºC/20 MinRoberto Gonzalo PelazNo ratings yet
- mistubishiDocument3 pagesmistubishifp8872hvbrNo ratings yet
- PORON 4701-50 Firm - Supported MaterialsDocument2 pagesPORON 4701-50 Firm - Supported MaterialsLayeeq AhmedNo ratings yet
- Technyl Star S 218 V30 BK 31NDocument3 pagesTechnyl Star S 218 V30 BK 31Nratz23695No ratings yet
- Technical Data Sheet PC: Filament SpecificationsDocument3 pagesTechnical Data Sheet PC: Filament SpecificationsVladimir SarmientoNo ratings yet
- MIRATAKDocument1 pageMIRATAKmiroslava mondragonNo ratings yet
- Estane 58202 TPU: Advancing MaterialsDocument2 pagesEstane 58202 TPU: Advancing MaterialsMoisés Antonio Gamboa MartínezNo ratings yet
- Zytel HTN52 G35 HSLDocument5 pagesZytel HTN52 G35 HSLVisan GheorgheNo ratings yet
- Raise3D Premium ABS Technical Data Sheet: Physical PropertiesDocument3 pagesRaise3D Premium ABS Technical Data Sheet: Physical PropertiesdeepNo ratings yet
- Abs Ga300 DatasheetDocument1 pageAbs Ga300 Datasheetphanplastic299No ratings yet
- ABS-M30i: Production-Grade Thermoplastic For Fortus 3D PrintersDocument2 pagesABS-M30i: Production-Grade Thermoplastic For Fortus 3D PrinterskaledioskoppNo ratings yet
- Wpbf4054Imnep Pibiflex 4054 Im Nero: Technical Data SheetDocument2 pagesWpbf4054Imnep Pibiflex 4054 Im Nero: Technical Data SheetankitNo ratings yet
- PP Compound 2511hxga5 DatasheetDocument1 pagePP Compound 2511hxga5 Datasheetphanplastic299No ratings yet
- PE-TIVAR® 88 UHMW-PE - en - USDocument3 pagesPE-TIVAR® 88 UHMW-PE - en - USAnthony AngNo ratings yet
- Filament Specifications Unit ValueDocument4 pagesFilament Specifications Unit ValueRoberto Gonzalo PelazNo ratings yet
- Sé Etec: ApplicationsDocument1 pageSé Etec: ApplicationsMohit MohataNo ratings yet
- PP Compound 1111nxga6 DatasheetDocument1 pagePP Compound 1111nxga6 Datasheetphanplastic299No ratings yet
- Cf-Pla TDSDocument1 pageCf-Pla TDSilkerNo ratings yet
- ULTEM 9085: Production-Grade Thermoplastic For Fortus 3D PrintersDocument3 pagesULTEM 9085: Production-Grade Thermoplastic For Fortus 3D PrintersRui MatiasNo ratings yet
- Séetec: ApplicationsDocument1 pageSéetec: ApplicationsAdonis BasilioNo ratings yet
- Delrin100 NC10Document2 pagesDelrin100 NC10avinashchauhan2695No ratings yet
- Ultimaker PC: Technical Data SheetDocument3 pagesUltimaker PC: Technical Data SheetFelipe TeixeiraNo ratings yet
- PP Compound 2311kxta4 DatasheetDocument1 pagePP Compound 2311kxta4 Datasheetphanplastic299No ratings yet
- 3 Property H1501 EngDocument1 page3 Property H1501 EngMohit MohataNo ratings yet
- Teslin: Quick OverviewDocument3 pagesTeslin: Quick OverviewDewiNo ratings yet
- Tairilac Abs Resin: Formosa Chemicals & Fibre CorporationDocument1 pageTairilac Abs Resin: Formosa Chemicals & Fibre CorporationRodrigo LoraNo ratings yet
- PolyFlex TPU90 TDS V5.1-20240212Document5 pagesPolyFlex TPU90 TDS V5.1-20240212Jonas SamsaNo ratings yet
- Abs-72 MDocument2 pagesAbs-72 Mmohamad mostafaviNo ratings yet
- Filament Specifications Unit ValueDocument4 pagesFilament Specifications Unit ValueRoberto Gonzalo PelazNo ratings yet
- PC Abs Spec SheetDocument2 pagesPC Abs Spec SheetAli YudiNo ratings yet
- Halene - H : Technical Data SheetDocument1 pageHalene - H : Technical Data SheetIshah KaziNo ratings yet
- ELITE 5400G: Blown Film ResinDocument2 pagesELITE 5400G: Blown Film ResinEndayenew MollaNo ratings yet
- Yemchio Transparente PDFDocument1 pageYemchio Transparente PDFSantiago López AlarcónNo ratings yet
- Yemchio Transparente PDFDocument1 pageYemchio Transparente PDFSantiago López AlarcónNo ratings yet
- PC (Polycarbonate) : Production-Grade Thermoplastic For Fortus 3D PrintersDocument2 pagesPC (Polycarbonate) : Production-Grade Thermoplastic For Fortus 3D PrinterskaledioskoppNo ratings yet
- Hdpe p702bk DatasheetDocument1 pageHdpe p702bk Datasheetphanplastic299No ratings yet
- Datasheet 1525745992Document1 pageDatasheet 1525745992fuzi.spektrumNo ratings yet
- Abs Ap102 DatasheetDocument1 pageAbs Ap102 Datasheetphanplastic299No ratings yet
- Sikadur®-42 MP Slow HC: Product Data SheetDocument4 pagesSikadur®-42 MP Slow HC: Product Data SheetCbeztNo ratings yet
- DOWLEX™ 2038.68G: Polyethylene ResinDocument3 pagesDOWLEX™ 2038.68G: Polyethylene ResinJosé PalmaNo ratings yet
- Abs Ku650 DatasheetDocument1 pageAbs Ku650 Datasheetphanplastic299No ratings yet
- Manufacturing Conference & Expo 2017 BOPP Film Lolita Plant ReportDocument54 pagesManufacturing Conference & Expo 2017 BOPP Film Lolita Plant ReportayaanNo ratings yet
- Data Onboarding Cheat Sheet v2Document2 pagesData Onboarding Cheat Sheet v2bobwillmoreNo ratings yet
- CP Stands-D53+D57+D58Document10 pagesCP Stands-D53+D57+D58Carlos LourençoNo ratings yet
- Drs-Compact Descriptionforgcp RevdDocument106 pagesDrs-Compact Descriptionforgcp Revdyuy0607100% (4)
- 3D Printing by Zamir ShaikhDocument12 pages3D Printing by Zamir ShaikhPrince ZamerNo ratings yet
- ROBOTICS 8 3rd QuarterDocument4 pagesROBOTICS 8 3rd QuarterAsan BarhamaNo ratings yet
- De-Authentication Attack On Wireless Network 802.11i Using Kali LinuxDocument4 pagesDe-Authentication Attack On Wireless Network 802.11i Using Kali LinuxAnonymous CUPykm6DZNo ratings yet
- Mechanical Properties + HardnessDocument91 pagesMechanical Properties + HardnessTamara ThasyaNo ratings yet
- ME 582 F06 - Chapter 4 Macro Mechanical Analysis of Laminates Part 1Document23 pagesME 582 F06 - Chapter 4 Macro Mechanical Analysis of Laminates Part 1Wilson CarreiraNo ratings yet
- DNV OS-C502 (2004) Offshore Concrete StructuresDocument100 pagesDNV OS-C502 (2004) Offshore Concrete StructuresnimitNo ratings yet
- Understanding and Evaluating Virtual Smart CardsDocument52 pagesUnderstanding and Evaluating Virtual Smart CardsStephen DavisNo ratings yet
- Panasonic Cs-A9ekh Cu-A9ekh Cs-A12ekh Cu-A12ekh Service Manual Repair GuideDocument67 pagesPanasonic Cs-A9ekh Cu-A9ekh Cs-A12ekh Cu-A12ekh Service Manual Repair GuideGleison PrateadoNo ratings yet
- Technical Data Sheet: Rust Remover Premium Quality Rust RemoverDocument2 pagesTechnical Data Sheet: Rust Remover Premium Quality Rust RemoverJOHN DAVIESNo ratings yet
- Sae As 4099C-2007Document3 pagesSae As 4099C-2007KeinaraNo ratings yet
- Experiment 8: Determination of The Ratio of The Specific Heats of AIRDocument9 pagesExperiment 8: Determination of The Ratio of The Specific Heats of AIRwallace kitoNo ratings yet
- Mak307 Chapter 1Document39 pagesMak307 Chapter 1Furkan GünayNo ratings yet
- Operating, Maintenance & Parts Manual: Rated LoadsDocument48 pagesOperating, Maintenance & Parts Manual: Rated LoadsAmanNo ratings yet
- Metin Arik, Gökhan Ünel Auth., Bruno Gruber, Michael Ramek Eds. Symmetries in Science IXDocument351 pagesMetin Arik, Gökhan Ünel Auth., Bruno Gruber, Michael Ramek Eds. Symmetries in Science IXdeblazeNo ratings yet
- Enermax PSUDocument2 pagesEnermax PSUapi-3767836No ratings yet
- Flex Design BasicsDocument8 pagesFlex Design BasicsprintedcircuitboardNo ratings yet
- Aramco Rtfi Presentation 10 1 21Document193 pagesAramco Rtfi Presentation 10 1 21Hussain AL-AqilNo ratings yet
- Ound Floor PlanDocument1 pageOund Floor PlanprashinNo ratings yet
- Assignment Submission Date: The Day of ExamDocument6 pagesAssignment Submission Date: The Day of ExamMuhammad YounisNo ratings yet
- vnx.su дачия 1304-1305-1307 пикап ENGINE-F8QDocument620 pagesvnx.su дачия 1304-1305-1307 пикап ENGINE-F8Qcvn2No ratings yet
- SPF InstallDocument245 pagesSPF InstallSugandhaAroraNo ratings yet
- EA - Maturity ModelDocument12 pagesEA - Maturity ModelAntonius SonyNo ratings yet
- Water Cooled Screw Chiller Start-Up ReportDocument4 pagesWater Cooled Screw Chiller Start-Up ReportAguzmuhhamadd Pecinthamusicksejathiand ThevikingspersibzNo ratings yet
- Machine Spec 2 - Interlocking BrickDocument5 pagesMachine Spec 2 - Interlocking BrickZafry TahirNo ratings yet