
Material Material Material Material Specification Specification Specification Specification
Material Material Material Material Specification Specification Specification Specification
You might also like
- Sae J1392 2001 PDFDocument10 pagesSae J1392 2001 PDFcharssx0% (1)
- Engineering Material Specification: Controlled Document at Page 1 of 7Document7 pagesEngineering Material Specification: Controlled Document at Page 1 of 7Reginaldo SantosNo ratings yet
- Helicoil Insert - NASADocument8 pagesHelicoil Insert - NASAben100% (1)
- Standard Tes P 122.05 Pi r1Document36 pagesStandard Tes P 122.05 Pi r1arabsniper100% (2)
- CWI TEST FlashcardsDocument30 pagesCWI TEST FlashcardsLuis Jaramillo100% (3)
- Piping ChecklistDocument1 pagePiping Checklistsiva8000No ratings yet
- Engineering Engineering Engineering Engineering Standard Standard Standard StandardDocument12 pagesEngineering Engineering Engineering Engineering Standard Standard Standard StandardgustavoNo ratings yet
- MS201 01Document20 pagesMS201 01mehmet ustunNo ratings yet
- Mil N 25027 - 1aDocument11 pagesMil N 25027 - 1accorp0089No ratings yet
- MD1-0-T-030-05-00071 ITP For Steel Structure ErectionDocument10 pagesMD1-0-T-030-05-00071 ITP For Steel Structure ErectionTran KhuynhNo ratings yet
- MS201 02Document15 pagesMS201 02mehmet ustun100% (1)
- MQ SP M 4011 PDFDocument7 pagesMQ SP M 4011 PDFjaseelNo ratings yet
- SILVER-WPS-GESA-07 8mm To 16mm SAW LW P1.2 TO P1.2 - PQR-0036-W-21Document2 pagesSILVER-WPS-GESA-07 8mm To 16mm SAW LW P1.2 TO P1.2 - PQR-0036-W-21Abdulmecit YetisNo ratings yet
- Supply Specification For Synthetic Lube Oil Plate Cooler ConsoleDocument11 pagesSupply Specification For Synthetic Lube Oil Plate Cooler ConsoleFazliJaafarNo ratings yet
- Toaz - Info Specification For Instrumentation Amp Control PRDocument68 pagesToaz - Info Specification For Instrumentation Amp Control PRabdelmalek boudjemaaNo ratings yet
- SILVER-WPS-GESA-09 5mm To 28mm SAW BW P1.2 TO P1.2 - PQR-0052-W-18Document2 pagesSILVER-WPS-GESA-09 5mm To 28mm SAW BW P1.2 TO P1.2 - PQR-0052-W-18Abdulmecit YetisNo ratings yet
- 10 TMSS 01 R1Document20 pages10 TMSS 01 R1ateeq26_659595789No ratings yet
- Datasheet Datasheet: AmotechDocument13 pagesDatasheet Datasheet: AmotechByron MartinezNo ratings yet
- TN0001 007 Equipment Surface Protection Published English - 210710 - 160106Document15 pagesTN0001 007 Equipment Surface Protection Published English - 210710 - 160106RJ ROHITNo ratings yet
- Service Bulletin: Service Business Section Engine Department Engine & Energy DivisionDocument3 pagesService Bulletin: Service Business Section Engine Department Engine & Energy DivisionFalgon IslamNo ratings yet
- Approved Draft Spec. of Enameled Steel PlateDocument10 pagesApproved Draft Spec. of Enameled Steel PlateKhotokar Venkata Nagaraja Rao0% (1)
- Pinhole Repair ProcedureDocument6 pagesPinhole Repair ProcedurediinarghNo ratings yet
- Wss-M1a367-A33, 37,38,44Document11 pagesWss-M1a367-A33, 37,38,44nguyễn mạnhNo ratings yet
- WSS M1a368 A14Document14 pagesWSS M1a368 A14nguyễn mạnhNo ratings yet
- Foundation Design by AFES ProgramDocument25 pagesFoundation Design by AFES ProgramសចៀនNo ratings yet
- External Document Master ListDocument3 pagesExternal Document Master ListTessy YantiNo ratings yet
- Eqt Test RecordsDocument12 pagesEqt Test RecordsBabu Pro50% (2)
- Corrosion ProtectionDocument14 pagesCorrosion ProtectionSefri Susanto100% (2)
- I00103-0-SW11611-00-MESPE-0001-R08-Talin-Painting Specificaiton For SWFGD System PDFDocument78 pagesI00103-0-SW11611-00-MESPE-0001-R08-Talin-Painting Specificaiton For SWFGD System PDFdang2172014No ratings yet
- Sunlord TWPEP131313B305T DSDocument7 pagesSunlord TWPEP131313B305T DSrathish.aNo ratings yet
- Elec1106 1Document6 pagesElec1106 1MohamedHussein MohamedHusseinNo ratings yet
- Spec of 500 Amp ZS Coupler 13.03.2014Document17 pagesSpec of 500 Amp ZS Coupler 13.03.2014BABLU RAM MEENANo ratings yet
- Lp133wh1 Tpd1 LGDocument32 pagesLp133wh1 Tpd1 LGjohnel ruszkiNo ratings yet
- ES-05015 - Especificação de Chapas Na Aplicação de FlangesDocument2 pagesES-05015 - Especificação de Chapas Na Aplicação de FlangesRafah1212No ratings yet
- MGT-FF-007 - Master List of External OriginDocument6 pagesMGT-FF-007 - Master List of External OriginGourav SharmaNo ratings yet
- 10-67-02 Field Welding Fusion & Fin Welded WallsDocument3 pages10-67-02 Field Welding Fusion & Fin Welded WallsJKKNo ratings yet
- S 000 13A0 102 Wrapping and CoatingDocument17 pagesS 000 13A0 102 Wrapping and CoatingMidhun K Chandrabose100% (1)
- Mil DTL 19834CDocument11 pagesMil DTL 19834Csales1spreadNo ratings yet
- RDSO - PE - SPEC - AC - 0177 (Rev-1) 2013 Dated 29-11-2021Document124 pagesRDSO - PE - SPEC - AC - 0177 (Rev-1) 2013 Dated 29-11-2021Chiller PartyNo ratings yet
- WPS 2014-002 006 - 6G PipeDocument3 pagesWPS 2014-002 006 - 6G PipejeswinNo ratings yet
- Mil DTL 19834c Amendment 1Document11 pagesMil DTL 19834c Amendment 1Logo SkyNo ratings yet
- 6-12-0017 - Standard Specification For 1% CR - % Mo and 1 % CR - % Mo Steel VesselsDocument5 pages6-12-0017 - Standard Specification For 1% CR - % Mo and 1 % CR - % Mo Steel Vesselspl_arunachalam79100% (1)
- Surface Vehicle Information: Rev. AUG2002Document29 pagesSurface Vehicle Information: Rev. AUG2002Julio Herrera VenegasNo ratings yet
- Less Than Three Vendors of RdsoDocument11 pagesLess Than Three Vendors of RdsoYOU COMFY YOU LOSENo ratings yet
- Technical Specification For Motor Operated ValvesDocument6 pagesTechnical Specification For Motor Operated ValvesĐặng Trung AnhNo ratings yet
- ISO - 8503-1 - 1988 Surface ProfileDocument8 pagesISO - 8503-1 - 1988 Surface ProfileWahyu IrwansyahNo ratings yet
- TSA Spec-2Document9 pagesTSA Spec-2Subodh KulkarniNo ratings yet
- Basai 1 PDFDocument79 pagesBasai 1 PDFBurra DayanandamNo ratings yet
- ZPS1030725-71395 - NDT Accept LevelDocument33 pagesZPS1030725-71395 - NDT Accept LevelHoangNo ratings yet
- Renault Truck - KDocument16 pagesRenault Truck - KPaul FisherNo ratings yet
- COAL BLENDING SILO Hopper Design CalculationDocument12 pagesCOAL BLENDING SILO Hopper Design CalculationShajal ChowdhuryNo ratings yet
- Cooling Gas Compressor: DP07J1-FE21-E3020-RS504Document5 pagesCooling Gas Compressor: DP07J1-FE21-E3020-RS504Haitham AbdEl-TawabNo ratings yet
- Mil DTL 14072FDocument64 pagesMil DTL 14072FJader PetrucciNo ratings yet
- 9.57405-Eng - Plating Std.Document20 pages9.57405-Eng - Plating Std.Baravkar Auto Parts100% (1)
- TR1096 Weld Spec For S-LayDocument14 pagesTR1096 Weld Spec For S-LayWaronNo ratings yet
- 51-10-08 - Hfec Inspection For Surface Breaking Cracks: 51-10-08 - DescriptionsDocument32 pages51-10-08 - Hfec Inspection For Surface Breaking Cracks: 51-10-08 - DescriptionsphanthanhhungNo ratings yet
- ADocument1 pageAakranganNo ratings yet
- SAE J2340 (2017 03) (Categorization, Properties DentResistant, HighStrength, UltraHighStrength)Document18 pagesSAE J2340 (2017 03) (Categorization, Properties DentResistant, HighStrength, UltraHighStrength)dpfloresNo ratings yet
- Refining Major Projects General ManagementDocument20 pagesRefining Major Projects General ManagementJacarreroNo ratings yet
- Sae J120-2002Document21 pagesSae J120-2002Marcos Rosenberg100% (1)
- Engineering Engineering Engineering Engineering Standard Standard Standard StandardDocument12 pagesEngineering Engineering Engineering Engineering Standard Standard Standard StandardgustavoNo ratings yet
- 1 Subject: Marking The Date of ManufactureDocument6 pages1 Subject: Marking The Date of ManufacturegustavoNo ratings yet
- S T A N D A R D: Marking of Parts Fitted On Iveco Products General RequirementsDocument4 pagesS T A N D A R D: Marking of Parts Fitted On Iveco Products General RequirementsgustavoNo ratings yet
- UntitledDocument8 pagesUntitledgustavoNo ratings yet
- UntitledDocument6 pagesUntitledgustavoNo ratings yet
- UntitledDocument6 pagesUntitledgustavoNo ratings yet
- Aws Nema d16 2d16 2mDocument6 pagesAws Nema d16 2d16 2mjessy eghNo ratings yet
- API 570 Study Guide 2010 Chevron Angola May 2010 PDFDocument316 pagesAPI 570 Study Guide 2010 Chevron Angola May 2010 PDFkbpatel123100% (1)
- Machote WPQ SoldadoresDocument17 pagesMachote WPQ SoldadoresAries MarteNo ratings yet
- Api 510 - Book 6Document120 pagesApi 510 - Book 6Tauqeer SalimNo ratings yet
- D-01 NocDocument29 pagesD-01 NocRochdi Sahli100% (1)
- Shielded Metal Arc Welding NC Ii: Tle/Tve/Tvl PacketsDocument7 pagesShielded Metal Arc Welding NC Ii: Tle/Tve/Tvl PacketsJoy BuycoNo ratings yet
- Welding Electrode-Wire SpecificationDocument3 pagesWelding Electrode-Wire SpecificationRajan SteeveNo ratings yet
- Brochure - FAQ Pipe GalvanizingDocument32 pagesBrochure - FAQ Pipe GalvanizingĐình Khoa PhanNo ratings yet
- Piping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature ServiceDocument6 pagesPiping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature ServicemilecsaNo ratings yet
- Pages From DGS-6300-001 Red Marked PDFDocument1 pagePages From DGS-6300-001 Red Marked PDFvijayachiduNo ratings yet
- Model 65040W Model 65040W: SensortronicsDocument3 pagesModel 65040W Model 65040W: SensortronicsEong Huat Corporation Sdn BhdNo ratings yet
- Seismic Design of Steel Structures PDFDocument54 pagesSeismic Design of Steel Structures PDFSumanth100% (1)
- Design of Fillet WeldsDocument72 pagesDesign of Fillet WeldsKaushal KumarNo ratings yet
- Method of Statement For Instalaltion of Earthing Lightning Protection PDFDocument9 pagesMethod of Statement For Instalaltion of Earthing Lightning Protection PDFKuljinder VirdiNo ratings yet
- DNV RP-F201Document26 pagesDNV RP-F201Mr. EngineerNo ratings yet
- Power Wave PC Board Replacement Calibration ProceduresDocument32 pagesPower Wave PC Board Replacement Calibration ProceduresBasarNo ratings yet
- Epimastic 7200: Product DescriptionDocument2 pagesEpimastic 7200: Product DescriptionSu KaNo ratings yet
- Service Bulletin RTA-46Document12 pagesService Bulletin RTA-46Christopher Garcia100% (1)
- Encardio CatalogDocument36 pagesEncardio CataloggahsoonNo ratings yet
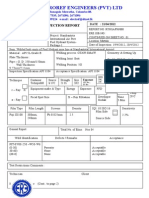
- Electroref Engineers (PVT) LTD: Radiographic Inspection ReportDocument10 pagesElectroref Engineers (PVT) LTD: Radiographic Inspection ReportindikumaNo ratings yet
- 05.1 HSE Inspection ChecklistDocument8 pages05.1 HSE Inspection ChecklistAng D. PortgasNo ratings yet
- 68 Multiple Choice Questions: No Answer GivenDocument18 pages68 Multiple Choice Questions: No Answer GivenAkram AlhaddadNo ratings yet
- Parametric Optimization of Shielded Metal Arc Welding Processes by Using Factorial Design ApproachDocument4 pagesParametric Optimization of Shielded Metal Arc Welding Processes by Using Factorial Design ApproachdindaNo ratings yet
- 09 Samss 091Document30 pages09 Samss 091Aravind BabuNo ratings yet
- Submerged Arc Welding-SAWDocument64 pagesSubmerged Arc Welding-SAWjhas988No ratings yet
- Computer Aided Machine Drawing ManualDocument74 pagesComputer Aided Machine Drawing ManualSengottaiyan Malaisamy0% (1)
- Assignment 3 - UpdatedDocument8 pagesAssignment 3 - UpdatedgowricivilNo ratings yet
- Metal Roof PDFDocument15 pagesMetal Roof PDFJuan TorresNo ratings yet





























































































Download as pdf or txt
You might also like
- Sae J1392 2001 PDFDocument10 pagesSae J1392 2001 PDFcharssx0% (1)
- Engineering Material Specification: Controlled Document at Page 1 of 7Document7 pagesEngineering Material Specification: Controlled Document at Page 1 of 7Reginaldo SantosNo ratings yet
- Helicoil Insert - NASADocument8 pagesHelicoil Insert - NASAben100% (1)
- Standard Tes P 122.05 Pi r1Document36 pagesStandard Tes P 122.05 Pi r1arabsniper100% (2)
- CWI TEST FlashcardsDocument30 pagesCWI TEST FlashcardsLuis Jaramillo100% (3)
- Piping ChecklistDocument1 pagePiping Checklistsiva8000No ratings yet
- Engineering Engineering Engineering Engineering Standard Standard Standard StandardDocument12 pagesEngineering Engineering Engineering Engineering Standard Standard Standard StandardgustavoNo ratings yet
- MS201 01Document20 pagesMS201 01mehmet ustunNo ratings yet
- Mil N 25027 - 1aDocument11 pagesMil N 25027 - 1accorp0089No ratings yet
- MD1-0-T-030-05-00071 ITP For Steel Structure ErectionDocument10 pagesMD1-0-T-030-05-00071 ITP For Steel Structure ErectionTran KhuynhNo ratings yet
- MS201 02Document15 pagesMS201 02mehmet ustun100% (1)
- MQ SP M 4011 PDFDocument7 pagesMQ SP M 4011 PDFjaseelNo ratings yet
- SILVER-WPS-GESA-07 8mm To 16mm SAW LW P1.2 TO P1.2 - PQR-0036-W-21Document2 pagesSILVER-WPS-GESA-07 8mm To 16mm SAW LW P1.2 TO P1.2 - PQR-0036-W-21Abdulmecit YetisNo ratings yet
- Supply Specification For Synthetic Lube Oil Plate Cooler ConsoleDocument11 pagesSupply Specification For Synthetic Lube Oil Plate Cooler ConsoleFazliJaafarNo ratings yet
- Toaz - Info Specification For Instrumentation Amp Control PRDocument68 pagesToaz - Info Specification For Instrumentation Amp Control PRabdelmalek boudjemaaNo ratings yet
- SILVER-WPS-GESA-09 5mm To 28mm SAW BW P1.2 TO P1.2 - PQR-0052-W-18Document2 pagesSILVER-WPS-GESA-09 5mm To 28mm SAW BW P1.2 TO P1.2 - PQR-0052-W-18Abdulmecit YetisNo ratings yet
- 10 TMSS 01 R1Document20 pages10 TMSS 01 R1ateeq26_659595789No ratings yet
- Datasheet Datasheet: AmotechDocument13 pagesDatasheet Datasheet: AmotechByron MartinezNo ratings yet
- TN0001 007 Equipment Surface Protection Published English - 210710 - 160106Document15 pagesTN0001 007 Equipment Surface Protection Published English - 210710 - 160106RJ ROHITNo ratings yet
- Service Bulletin: Service Business Section Engine Department Engine & Energy DivisionDocument3 pagesService Bulletin: Service Business Section Engine Department Engine & Energy DivisionFalgon IslamNo ratings yet
- Approved Draft Spec. of Enameled Steel PlateDocument10 pagesApproved Draft Spec. of Enameled Steel PlateKhotokar Venkata Nagaraja Rao0% (1)
- Pinhole Repair ProcedureDocument6 pagesPinhole Repair ProcedurediinarghNo ratings yet
- Wss-M1a367-A33, 37,38,44Document11 pagesWss-M1a367-A33, 37,38,44nguyễn mạnhNo ratings yet
- WSS M1a368 A14Document14 pagesWSS M1a368 A14nguyễn mạnhNo ratings yet
- Foundation Design by AFES ProgramDocument25 pagesFoundation Design by AFES ProgramសចៀនNo ratings yet
- External Document Master ListDocument3 pagesExternal Document Master ListTessy YantiNo ratings yet
- Eqt Test RecordsDocument12 pagesEqt Test RecordsBabu Pro50% (2)
- Corrosion ProtectionDocument14 pagesCorrosion ProtectionSefri Susanto100% (2)
- I00103-0-SW11611-00-MESPE-0001-R08-Talin-Painting Specificaiton For SWFGD System PDFDocument78 pagesI00103-0-SW11611-00-MESPE-0001-R08-Talin-Painting Specificaiton For SWFGD System PDFdang2172014No ratings yet
- Sunlord TWPEP131313B305T DSDocument7 pagesSunlord TWPEP131313B305T DSrathish.aNo ratings yet
- Elec1106 1Document6 pagesElec1106 1MohamedHussein MohamedHusseinNo ratings yet
- Spec of 500 Amp ZS Coupler 13.03.2014Document17 pagesSpec of 500 Amp ZS Coupler 13.03.2014BABLU RAM MEENANo ratings yet
- Lp133wh1 Tpd1 LGDocument32 pagesLp133wh1 Tpd1 LGjohnel ruszkiNo ratings yet
- ES-05015 - Especificação de Chapas Na Aplicação de FlangesDocument2 pagesES-05015 - Especificação de Chapas Na Aplicação de FlangesRafah1212No ratings yet
- MGT-FF-007 - Master List of External OriginDocument6 pagesMGT-FF-007 - Master List of External OriginGourav SharmaNo ratings yet
- 10-67-02 Field Welding Fusion & Fin Welded WallsDocument3 pages10-67-02 Field Welding Fusion & Fin Welded WallsJKKNo ratings yet
- S 000 13A0 102 Wrapping and CoatingDocument17 pagesS 000 13A0 102 Wrapping and CoatingMidhun K Chandrabose100% (1)
- Mil DTL 19834CDocument11 pagesMil DTL 19834Csales1spreadNo ratings yet
- RDSO - PE - SPEC - AC - 0177 (Rev-1) 2013 Dated 29-11-2021Document124 pagesRDSO - PE - SPEC - AC - 0177 (Rev-1) 2013 Dated 29-11-2021Chiller PartyNo ratings yet
- WPS 2014-002 006 - 6G PipeDocument3 pagesWPS 2014-002 006 - 6G PipejeswinNo ratings yet
- Mil DTL 19834c Amendment 1Document11 pagesMil DTL 19834c Amendment 1Logo SkyNo ratings yet
- 6-12-0017 - Standard Specification For 1% CR - % Mo and 1 % CR - % Mo Steel VesselsDocument5 pages6-12-0017 - Standard Specification For 1% CR - % Mo and 1 % CR - % Mo Steel Vesselspl_arunachalam79100% (1)
- Surface Vehicle Information: Rev. AUG2002Document29 pagesSurface Vehicle Information: Rev. AUG2002Julio Herrera VenegasNo ratings yet
- Less Than Three Vendors of RdsoDocument11 pagesLess Than Three Vendors of RdsoYOU COMFY YOU LOSENo ratings yet
- Technical Specification For Motor Operated ValvesDocument6 pagesTechnical Specification For Motor Operated ValvesĐặng Trung AnhNo ratings yet
- ISO - 8503-1 - 1988 Surface ProfileDocument8 pagesISO - 8503-1 - 1988 Surface ProfileWahyu IrwansyahNo ratings yet
- TSA Spec-2Document9 pagesTSA Spec-2Subodh KulkarniNo ratings yet
- Basai 1 PDFDocument79 pagesBasai 1 PDFBurra DayanandamNo ratings yet
- ZPS1030725-71395 - NDT Accept LevelDocument33 pagesZPS1030725-71395 - NDT Accept LevelHoangNo ratings yet
- Renault Truck - KDocument16 pagesRenault Truck - KPaul FisherNo ratings yet
- COAL BLENDING SILO Hopper Design CalculationDocument12 pagesCOAL BLENDING SILO Hopper Design CalculationShajal ChowdhuryNo ratings yet
- Cooling Gas Compressor: DP07J1-FE21-E3020-RS504Document5 pagesCooling Gas Compressor: DP07J1-FE21-E3020-RS504Haitham AbdEl-TawabNo ratings yet
- Mil DTL 14072FDocument64 pagesMil DTL 14072FJader PetrucciNo ratings yet
- 9.57405-Eng - Plating Std.Document20 pages9.57405-Eng - Plating Std.Baravkar Auto Parts100% (1)
- TR1096 Weld Spec For S-LayDocument14 pagesTR1096 Weld Spec For S-LayWaronNo ratings yet
- 51-10-08 - Hfec Inspection For Surface Breaking Cracks: 51-10-08 - DescriptionsDocument32 pages51-10-08 - Hfec Inspection For Surface Breaking Cracks: 51-10-08 - DescriptionsphanthanhhungNo ratings yet
- ADocument1 pageAakranganNo ratings yet
- SAE J2340 (2017 03) (Categorization, Properties DentResistant, HighStrength, UltraHighStrength)Document18 pagesSAE J2340 (2017 03) (Categorization, Properties DentResistant, HighStrength, UltraHighStrength)dpfloresNo ratings yet
- Refining Major Projects General ManagementDocument20 pagesRefining Major Projects General ManagementJacarreroNo ratings yet
- Sae J120-2002Document21 pagesSae J120-2002Marcos Rosenberg100% (1)
- Engineering Engineering Engineering Engineering Standard Standard Standard StandardDocument12 pagesEngineering Engineering Engineering Engineering Standard Standard Standard StandardgustavoNo ratings yet
- 1 Subject: Marking The Date of ManufactureDocument6 pages1 Subject: Marking The Date of ManufacturegustavoNo ratings yet
- S T A N D A R D: Marking of Parts Fitted On Iveco Products General RequirementsDocument4 pagesS T A N D A R D: Marking of Parts Fitted On Iveco Products General RequirementsgustavoNo ratings yet
- UntitledDocument8 pagesUntitledgustavoNo ratings yet
- UntitledDocument6 pagesUntitledgustavoNo ratings yet
- UntitledDocument6 pagesUntitledgustavoNo ratings yet
- Aws Nema d16 2d16 2mDocument6 pagesAws Nema d16 2d16 2mjessy eghNo ratings yet
- API 570 Study Guide 2010 Chevron Angola May 2010 PDFDocument316 pagesAPI 570 Study Guide 2010 Chevron Angola May 2010 PDFkbpatel123100% (1)
- Machote WPQ SoldadoresDocument17 pagesMachote WPQ SoldadoresAries MarteNo ratings yet
- Api 510 - Book 6Document120 pagesApi 510 - Book 6Tauqeer SalimNo ratings yet
- D-01 NocDocument29 pagesD-01 NocRochdi Sahli100% (1)
- Shielded Metal Arc Welding NC Ii: Tle/Tve/Tvl PacketsDocument7 pagesShielded Metal Arc Welding NC Ii: Tle/Tve/Tvl PacketsJoy BuycoNo ratings yet
- Welding Electrode-Wire SpecificationDocument3 pagesWelding Electrode-Wire SpecificationRajan SteeveNo ratings yet
- Brochure - FAQ Pipe GalvanizingDocument32 pagesBrochure - FAQ Pipe GalvanizingĐình Khoa PhanNo ratings yet
- Piping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature ServiceDocument6 pagesPiping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature ServicemilecsaNo ratings yet
- Pages From DGS-6300-001 Red Marked PDFDocument1 pagePages From DGS-6300-001 Red Marked PDFvijayachiduNo ratings yet
- Model 65040W Model 65040W: SensortronicsDocument3 pagesModel 65040W Model 65040W: SensortronicsEong Huat Corporation Sdn BhdNo ratings yet
- Seismic Design of Steel Structures PDFDocument54 pagesSeismic Design of Steel Structures PDFSumanth100% (1)
- Design of Fillet WeldsDocument72 pagesDesign of Fillet WeldsKaushal KumarNo ratings yet
- Method of Statement For Instalaltion of Earthing Lightning Protection PDFDocument9 pagesMethod of Statement For Instalaltion of Earthing Lightning Protection PDFKuljinder VirdiNo ratings yet
- DNV RP-F201Document26 pagesDNV RP-F201Mr. EngineerNo ratings yet
- Power Wave PC Board Replacement Calibration ProceduresDocument32 pagesPower Wave PC Board Replacement Calibration ProceduresBasarNo ratings yet
- Epimastic 7200: Product DescriptionDocument2 pagesEpimastic 7200: Product DescriptionSu KaNo ratings yet
- Service Bulletin RTA-46Document12 pagesService Bulletin RTA-46Christopher Garcia100% (1)
- Encardio CatalogDocument36 pagesEncardio CataloggahsoonNo ratings yet
- Electroref Engineers (PVT) LTD: Radiographic Inspection ReportDocument10 pagesElectroref Engineers (PVT) LTD: Radiographic Inspection ReportindikumaNo ratings yet
- 05.1 HSE Inspection ChecklistDocument8 pages05.1 HSE Inspection ChecklistAng D. PortgasNo ratings yet
- 68 Multiple Choice Questions: No Answer GivenDocument18 pages68 Multiple Choice Questions: No Answer GivenAkram AlhaddadNo ratings yet
- Parametric Optimization of Shielded Metal Arc Welding Processes by Using Factorial Design ApproachDocument4 pagesParametric Optimization of Shielded Metal Arc Welding Processes by Using Factorial Design ApproachdindaNo ratings yet
- 09 Samss 091Document30 pages09 Samss 091Aravind BabuNo ratings yet
- Submerged Arc Welding-SAWDocument64 pagesSubmerged Arc Welding-SAWjhas988No ratings yet
- Computer Aided Machine Drawing ManualDocument74 pagesComputer Aided Machine Drawing ManualSengottaiyan Malaisamy0% (1)
- Assignment 3 - UpdatedDocument8 pagesAssignment 3 - UpdatedgowricivilNo ratings yet
- Metal Roof PDFDocument15 pagesMetal Roof PDFJuan TorresNo ratings yet