
Installation Technical Manual: Innovation - All For Conveying!
Installation Technical Manual: Innovation - All For Conveying!
You might also like
- Sankey Diagrams WorksheetDocument4 pagesSankey Diagrams WorksheetDora Aye100% (1)
- Timing Belt Drive Catalog (Powerdrive - Com)Document85 pagesTiming Belt Drive Catalog (Powerdrive - Com)PowerDriveNo ratings yet
- 6.1 Consequences of Misalignment of Kiln and Evaluation of of Misalignment of KilnDocument22 pages6.1 Consequences of Misalignment of Kiln and Evaluation of of Misalignment of Kilnritesh shrivastavNo ratings yet
- Safeguards Against Hazards Section 2Document11 pagesSafeguards Against Hazards Section 2NaelNo ratings yet
- Importance of Dedusting Pipe LayoutDocument4 pagesImportance of Dedusting Pipe LayoutManoj ThakurNo ratings yet
- S-03-H11180-630-AV Group Nackawic Alignment and Diagnostics ReportDocument58 pagesS-03-H11180-630-AV Group Nackawic Alignment and Diagnostics ReportSiddharth DeshmukhNo ratings yet
- Kiln Hydraulic Thrust DeviceDocument30 pagesKiln Hydraulic Thrust Devicehamedmustafa093No ratings yet
- AUMUND Bucket Elevators 180801Document16 pagesAUMUND Bucket Elevators 180801Tino TorehNo ratings yet
- Beltway Scale Manual 2009Document56 pagesBeltway Scale Manual 2009morris_timNo ratings yet
- Rotary Kiln Tire Support Pad Lubrication PDFDocument3 pagesRotary Kiln Tire Support Pad Lubrication PDFMuhammadShoaib100% (1)
- Tyre CouplingsDocument5 pagesTyre CouplingsKarthik VkNo ratings yet
- Fluidised Bed SeederDocument11 pagesFluidised Bed SeederAmritanshu ManuNo ratings yet
- Motox N Operating ManualDocument39 pagesMotox N Operating ManualNina FelaNo ratings yet
- Area Report Raw Mill: Submitted By: Zohaib Ahmed Memon (96658) SMT (Production)Document7 pagesArea Report Raw Mill: Submitted By: Zohaib Ahmed Memon (96658) SMT (Production)Zohaib AhmedNo ratings yet
- Shock Load Roller MillDocument1 pageShock Load Roller MillrecaiNo ratings yet
- Presep Air Separator VTP enDocument6 pagesPresep Air Separator VTP enBrunoNo ratings yet
- Atox Gear PresentationDocument27 pagesAtox Gear PresentationMujahid BalochNo ratings yet
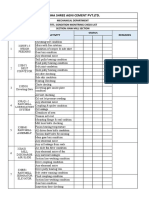
- Raw Mill Check ListDocument2 pagesRaw Mill Check Listlaxman JoshiNo ratings yet
- Design Clinker CoolerDocument67 pagesDesign Clinker CoolerMinh Tien LeNo ratings yet
- Bucket Elevators: Installation and Operation ManualDocument20 pagesBucket Elevators: Installation and Operation Manualboyka yuriNo ratings yet
- To Weld or Not To Weld The Face of Kiln RollersDocument3 pagesTo Weld or Not To Weld The Face of Kiln RollerssreeganeshrNo ratings yet
- Failure Analysis of Belt Conveyor Damage Caused by The Falling Material. Part 1 PDFDocument9 pagesFailure Analysis of Belt Conveyor Damage Caused by The Falling Material. Part 1 PDFCezar PajaresNo ratings yet
- Stoppage Job List For VRM&CRUSHER - NOV 2019: G2X01BC-1 Addtive BeltDocument50 pagesStoppage Job List For VRM&CRUSHER - NOV 2019: G2X01BC-1 Addtive BeltAditya DhimanNo ratings yet
- SWP - Kiln Shell ReplacementDocument21 pagesSWP - Kiln Shell ReplacementSantosh SinghNo ratings yet
- Rotary Vessel Mechanical MaintenanceDocument6 pagesRotary Vessel Mechanical Maintenanceritesh shrivastavNo ratings yet
- 2 - Polytrack Cooler HydDocument168 pages2 - Polytrack Cooler Hydruchikaporwal2018No ratings yet
- Jaypee Cement Project ReportDocument29 pagesJaypee Cement Project ReportPurnendu MishraNo ratings yet
- Increasing The Kiln SpeedDocument1 pageIncreasing The Kiln SpeedsreeganeshrNo ratings yet
- KILn Tyre FailureDocument5 pagesKILn Tyre FailureTarun AroraNo ratings yet
- Air Slide DesignDocument1 pageAir Slide Designjoe_frangiehNo ratings yet
- Infinity Bucket Elevator ComponentsDocument19 pagesInfinity Bucket Elevator ComponentsKumar Jbs100% (3)
- MAMMUT Single-Shaft Hammer Crusher: HilfsvorrichtungenDocument1 pageMAMMUT Single-Shaft Hammer Crusher: HilfsvorrichtungenpeymanNo ratings yet
- Air Slide Conveyor SystemsDocument3 pagesAir Slide Conveyor Systemsjoe_kudoNo ratings yet
- Flow Process Cement PlantDocument10 pagesFlow Process Cement PlantAgung BinantoroNo ratings yet
- Fan Build Up ControlDocument2 pagesFan Build Up ControlSafrin SangiaNo ratings yet
- Equip. Name:-RAW MILL Equip. TAG No. 300 RM-1Document1 pageEquip. Name:-RAW MILL Equip. TAG No. 300 RM-1vinodsnNo ratings yet
- Duct Flex 2018 - Expansion JointDocument48 pagesDuct Flex 2018 - Expansion Jointcentaury2013No ratings yet
- Process - Operation - Optimization of The ETA Cooler - MugherDocument138 pagesProcess - Operation - Optimization of The ETA Cooler - Mugherzewdu dechasaNo ratings yet
- Infinity For Cement EquipmentDocument128 pagesInfinity For Cement EquipmentLe Hoang100% (1)
- The Kiln Must Be Aligned So That Flexing and Distortion of The Kiln Shell Are Minimized and That Loads To The Support Bearings Are Properly SharedDocument10 pagesThe Kiln Must Be Aligned So That Flexing and Distortion of The Kiln Shell Are Minimized and That Loads To The Support Bearings Are Properly SharedsreeganeshrNo ratings yet
- Dispelling Myths in Kiln Mechanics: Tomtom-Tools GMBH, SwitzerlandDocument3 pagesDispelling Myths in Kiln Mechanics: Tomtom-Tools GMBH, SwitzerlandRajatNo ratings yet
- Tooth Design: Forces Acting On Spur GearsDocument77 pagesTooth Design: Forces Acting On Spur GearsJitendra KumarNo ratings yet
- Inlet SealingDocument30 pagesInlet SealingAndrei DiacuNo ratings yet
- Tire Migration Measurement & Information 17042019Document2 pagesTire Migration Measurement & Information 17042019Zegera MgendiNo ratings yet
- Learning More About Roller Press: Transporation, Storage & Bearing AssemblyDocument27 pagesLearning More About Roller Press: Transporation, Storage & Bearing AssemblyHari Prathap ReddyNo ratings yet
- Ball Mill GrindingDocument6 pagesBall Mill GrindingShyanu Udeshika WijerathnaNo ratings yet
- WNT PDFDocument1,993 pagesWNT PDFMehmed Mela SaleemNo ratings yet
- 3.4 - Burning in A KilnDocument4 pages3.4 - Burning in A KilnIrshad Hussain100% (1)
- Safe Operation of Kilns, Furnaces & Driers: A Tool Kit For BusinessDocument23 pagesSafe Operation of Kilns, Furnaces & Driers: A Tool Kit For BusinessAdewaleNo ratings yet
- HTDDocument18 pagesHTDSami YouseefNo ratings yet
- ATOX Raw Mill. Weekly ReportDocument7 pagesATOX Raw Mill. Weekly ReportDilnesa EjiguNo ratings yet
- Kiln Readings 23 06 17Document4 pagesKiln Readings 23 06 17zain140No ratings yet
- Qena Hka ReportDocument56 pagesQena Hka ReportMohammed gNo ratings yet
- Omar KhayyamDocument171 pagesOmar KhayyambehroozNo ratings yet
- Example of Cement Mill QuestionnaireDocument5 pagesExample of Cement Mill QuestionnaireIrfan AhmedNo ratings yet
- Vibration Analysis of Rotary Cement Kiln Using Fin 2Document5 pagesVibration Analysis of Rotary Cement Kiln Using Fin 2nunchakuNo ratings yet
- 15th NCB Technical PaperDocument10 pages15th NCB Technical PaperSalah RomdaniNo ratings yet
- Graphite Blocks - Gear Lubricant - Rotary Kilns - PKSEDocument7 pagesGraphite Blocks - Gear Lubricant - Rotary Kilns - PKSEliofasNo ratings yet
- Pipe Conveyor: Sheet 1 of 3Document3 pagesPipe Conveyor: Sheet 1 of 3Ravi KumarNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Trelleborg - Juntas TransflexDocument8 pagesTrelleborg - Juntas TransflexMauricio_Vera_5259No ratings yet
- Chiller PipelineDocument2 pagesChiller Pipelinezul isymaNo ratings yet
- Audible and Visual Alarm Lamp Emergency Stop Button Lifting EyeDocument1 pageAudible and Visual Alarm Lamp Emergency Stop Button Lifting Eyezul isymaNo ratings yet
- 1.0 PURPOSE:: Machine Movement From Crp1 To Crp2Document4 pages1.0 PURPOSE:: Machine Movement From Crp1 To Crp2zul isymaNo ratings yet
- Gty Automation: External Device For WeigherDocument7 pagesGty Automation: External Device For Weigherzul isymaNo ratings yet
- 1.1 Position, Distance, and DisplacementDocument5 pages1.1 Position, Distance, and DisplacementFreddo WonNo ratings yet
- Assignment-1 Noc18 ch23 41Document5 pagesAssignment-1 Noc18 ch23 41Samarjeet Kumar SinghNo ratings yet
- Fundamentals of Cascade ControlDocument6 pagesFundamentals of Cascade ControlCyrix.One100% (1)
- Envi Sci - Module 2, Unit 3Document5 pagesEnvi Sci - Module 2, Unit 3Roshin TejeroNo ratings yet
- GENERAL PHYSICS 1 Module 11 FinalDocument18 pagesGENERAL PHYSICS 1 Module 11 Finalljaneee14No ratings yet
- Engineering Physics PDFDocument216 pagesEngineering Physics PDFVenkateshNo ratings yet
- Forces and MotionDocument3 pagesForces and MotionJulia Geonzon LabajoNo ratings yet
- Chapter 4 TrigonometryDocument26 pagesChapter 4 TrigonometryTechie AD100% (1)
- Achilleas - N - Parathiras 1994 PHD Thesis PDFDocument392 pagesAchilleas - N - Parathiras 1994 PHD Thesis PDFDaniel Felipe Rodriguez RamirezNo ratings yet
- A Completely Algebraic Solution of The Simple Harmonic OscillatorDocument11 pagesA Completely Algebraic Solution of The Simple Harmonic OscillatorDiego Alejandro Rasero CausilNo ratings yet
- Electronic SpectrosDocument22 pagesElectronic SpectrosBandita DattaNo ratings yet
- Edited - Edited - NEET UG Physics Dual Nature of Matter MCQsDocument49 pagesEdited - Edited - NEET UG Physics Dual Nature of Matter MCQsEswar AnandNo ratings yet
- Lab - Acceleration of Gravity - Ball Toss - OnlineDocument5 pagesLab - Acceleration of Gravity - Ball Toss - Onlineapi-356551305No ratings yet
- Hooke'S Law and Potential EnergyDocument3 pagesHooke'S Law and Potential EnergyJUNIORNo ratings yet
- Hooke's Law Notes by Jaff Lawrence AsuiyiDocument4 pagesHooke's Law Notes by Jaff Lawrence AsuiyiJaff LawrenceNo ratings yet
- Class 12 Physics Revision Notes Electromagnetic WavesDocument21 pagesClass 12 Physics Revision Notes Electromagnetic WavesMayank PandeyNo ratings yet
- Proposal and Analysis of A Novel Single-Drive Bearingless MotorDocument10 pagesProposal and Analysis of A Novel Single-Drive Bearingless MotorMohsenHonarNo ratings yet
- Molecular Modeling Instructions-F11Document4 pagesMolecular Modeling Instructions-F11jvbsangi3949No ratings yet
- Jntuh Ettl Model Papers and Important QuestionsDocument7 pagesJntuh Ettl Model Papers and Important QuestionsKishore Kumar100% (1)
- Berklee Critical Listening SoundDocument7 pagesBerklee Critical Listening SoundBlakkaxeNo ratings yet
- Worksheet 10: AnswerDocument2 pagesWorksheet 10: AnswerMac KYNo ratings yet
- Tekla Structural Designer 2022 Australian Standards ReferenceDocument28 pagesTekla Structural Designer 2022 Australian Standards ReferenceManuelDarioFranciscoNo ratings yet
- Chemical Engineering Thermodynamics: Volumetric Properties of Pure FluidDocument20 pagesChemical Engineering Thermodynamics: Volumetric Properties of Pure FluidThurgah VshinyNo ratings yet
- Chapter 4chamDocument33 pagesChapter 4chamhoangvubui4632No ratings yet
- Marking Scheme Physics P1P2P3 SPM Kelantan 2009Document9 pagesMarking Scheme Physics P1P2P3 SPM Kelantan 2009Mohd Khairul AnuarNo ratings yet
- Finite Element Primer For Engineers: Part 3: Mike Barton & S. D. RajanDocument30 pagesFinite Element Primer For Engineers: Part 3: Mike Barton & S. D. RajanJohann BarcelosNo ratings yet
- Dom Qbank IIIDocument5 pagesDom Qbank IIISabareeswaran MurugesanNo ratings yet
- GPD Paper Comparative Study of Laminated Glass Fins - Stutzki Engineering KurarayDocument6 pagesGPD Paper Comparative Study of Laminated Glass Fins - Stutzki Engineering KurarayGiri DharanNo ratings yet
- Physics I Problems PDFDocument1 pagePhysics I Problems PDFBOSS BOSSNo ratings yet


























































































Download as pdf or txt
You might also like
- Sankey Diagrams WorksheetDocument4 pagesSankey Diagrams WorksheetDora Aye100% (1)
- Timing Belt Drive Catalog (Powerdrive - Com)Document85 pagesTiming Belt Drive Catalog (Powerdrive - Com)PowerDriveNo ratings yet
- 6.1 Consequences of Misalignment of Kiln and Evaluation of of Misalignment of KilnDocument22 pages6.1 Consequences of Misalignment of Kiln and Evaluation of of Misalignment of Kilnritesh shrivastavNo ratings yet
- Safeguards Against Hazards Section 2Document11 pagesSafeguards Against Hazards Section 2NaelNo ratings yet
- Importance of Dedusting Pipe LayoutDocument4 pagesImportance of Dedusting Pipe LayoutManoj ThakurNo ratings yet
- S-03-H11180-630-AV Group Nackawic Alignment and Diagnostics ReportDocument58 pagesS-03-H11180-630-AV Group Nackawic Alignment and Diagnostics ReportSiddharth DeshmukhNo ratings yet
- Kiln Hydraulic Thrust DeviceDocument30 pagesKiln Hydraulic Thrust Devicehamedmustafa093No ratings yet
- AUMUND Bucket Elevators 180801Document16 pagesAUMUND Bucket Elevators 180801Tino TorehNo ratings yet
- Beltway Scale Manual 2009Document56 pagesBeltway Scale Manual 2009morris_timNo ratings yet
- Rotary Kiln Tire Support Pad Lubrication PDFDocument3 pagesRotary Kiln Tire Support Pad Lubrication PDFMuhammadShoaib100% (1)
- Tyre CouplingsDocument5 pagesTyre CouplingsKarthik VkNo ratings yet
- Fluidised Bed SeederDocument11 pagesFluidised Bed SeederAmritanshu ManuNo ratings yet
- Motox N Operating ManualDocument39 pagesMotox N Operating ManualNina FelaNo ratings yet
- Area Report Raw Mill: Submitted By: Zohaib Ahmed Memon (96658) SMT (Production)Document7 pagesArea Report Raw Mill: Submitted By: Zohaib Ahmed Memon (96658) SMT (Production)Zohaib AhmedNo ratings yet
- Shock Load Roller MillDocument1 pageShock Load Roller MillrecaiNo ratings yet
- Presep Air Separator VTP enDocument6 pagesPresep Air Separator VTP enBrunoNo ratings yet
- Atox Gear PresentationDocument27 pagesAtox Gear PresentationMujahid BalochNo ratings yet
- Raw Mill Check ListDocument2 pagesRaw Mill Check Listlaxman JoshiNo ratings yet
- Design Clinker CoolerDocument67 pagesDesign Clinker CoolerMinh Tien LeNo ratings yet
- Bucket Elevators: Installation and Operation ManualDocument20 pagesBucket Elevators: Installation and Operation Manualboyka yuriNo ratings yet
- To Weld or Not To Weld The Face of Kiln RollersDocument3 pagesTo Weld or Not To Weld The Face of Kiln RollerssreeganeshrNo ratings yet
- Failure Analysis of Belt Conveyor Damage Caused by The Falling Material. Part 1 PDFDocument9 pagesFailure Analysis of Belt Conveyor Damage Caused by The Falling Material. Part 1 PDFCezar PajaresNo ratings yet
- Stoppage Job List For VRM&CRUSHER - NOV 2019: G2X01BC-1 Addtive BeltDocument50 pagesStoppage Job List For VRM&CRUSHER - NOV 2019: G2X01BC-1 Addtive BeltAditya DhimanNo ratings yet
- SWP - Kiln Shell ReplacementDocument21 pagesSWP - Kiln Shell ReplacementSantosh SinghNo ratings yet
- Rotary Vessel Mechanical MaintenanceDocument6 pagesRotary Vessel Mechanical Maintenanceritesh shrivastavNo ratings yet
- 2 - Polytrack Cooler HydDocument168 pages2 - Polytrack Cooler Hydruchikaporwal2018No ratings yet
- Jaypee Cement Project ReportDocument29 pagesJaypee Cement Project ReportPurnendu MishraNo ratings yet
- Increasing The Kiln SpeedDocument1 pageIncreasing The Kiln SpeedsreeganeshrNo ratings yet
- KILn Tyre FailureDocument5 pagesKILn Tyre FailureTarun AroraNo ratings yet
- Air Slide DesignDocument1 pageAir Slide Designjoe_frangiehNo ratings yet
- Infinity Bucket Elevator ComponentsDocument19 pagesInfinity Bucket Elevator ComponentsKumar Jbs100% (3)
- MAMMUT Single-Shaft Hammer Crusher: HilfsvorrichtungenDocument1 pageMAMMUT Single-Shaft Hammer Crusher: HilfsvorrichtungenpeymanNo ratings yet
- Air Slide Conveyor SystemsDocument3 pagesAir Slide Conveyor Systemsjoe_kudoNo ratings yet
- Flow Process Cement PlantDocument10 pagesFlow Process Cement PlantAgung BinantoroNo ratings yet
- Fan Build Up ControlDocument2 pagesFan Build Up ControlSafrin SangiaNo ratings yet
- Equip. Name:-RAW MILL Equip. TAG No. 300 RM-1Document1 pageEquip. Name:-RAW MILL Equip. TAG No. 300 RM-1vinodsnNo ratings yet
- Duct Flex 2018 - Expansion JointDocument48 pagesDuct Flex 2018 - Expansion Jointcentaury2013No ratings yet
- Process - Operation - Optimization of The ETA Cooler - MugherDocument138 pagesProcess - Operation - Optimization of The ETA Cooler - Mugherzewdu dechasaNo ratings yet
- Infinity For Cement EquipmentDocument128 pagesInfinity For Cement EquipmentLe Hoang100% (1)
- The Kiln Must Be Aligned So That Flexing and Distortion of The Kiln Shell Are Minimized and That Loads To The Support Bearings Are Properly SharedDocument10 pagesThe Kiln Must Be Aligned So That Flexing and Distortion of The Kiln Shell Are Minimized and That Loads To The Support Bearings Are Properly SharedsreeganeshrNo ratings yet
- Dispelling Myths in Kiln Mechanics: Tomtom-Tools GMBH, SwitzerlandDocument3 pagesDispelling Myths in Kiln Mechanics: Tomtom-Tools GMBH, SwitzerlandRajatNo ratings yet
- Tooth Design: Forces Acting On Spur GearsDocument77 pagesTooth Design: Forces Acting On Spur GearsJitendra KumarNo ratings yet
- Inlet SealingDocument30 pagesInlet SealingAndrei DiacuNo ratings yet
- Tire Migration Measurement & Information 17042019Document2 pagesTire Migration Measurement & Information 17042019Zegera MgendiNo ratings yet
- Learning More About Roller Press: Transporation, Storage & Bearing AssemblyDocument27 pagesLearning More About Roller Press: Transporation, Storage & Bearing AssemblyHari Prathap ReddyNo ratings yet
- Ball Mill GrindingDocument6 pagesBall Mill GrindingShyanu Udeshika WijerathnaNo ratings yet
- WNT PDFDocument1,993 pagesWNT PDFMehmed Mela SaleemNo ratings yet
- 3.4 - Burning in A KilnDocument4 pages3.4 - Burning in A KilnIrshad Hussain100% (1)
- Safe Operation of Kilns, Furnaces & Driers: A Tool Kit For BusinessDocument23 pagesSafe Operation of Kilns, Furnaces & Driers: A Tool Kit For BusinessAdewaleNo ratings yet
- HTDDocument18 pagesHTDSami YouseefNo ratings yet
- ATOX Raw Mill. Weekly ReportDocument7 pagesATOX Raw Mill. Weekly ReportDilnesa EjiguNo ratings yet
- Kiln Readings 23 06 17Document4 pagesKiln Readings 23 06 17zain140No ratings yet
- Qena Hka ReportDocument56 pagesQena Hka ReportMohammed gNo ratings yet
- Omar KhayyamDocument171 pagesOmar KhayyambehroozNo ratings yet
- Example of Cement Mill QuestionnaireDocument5 pagesExample of Cement Mill QuestionnaireIrfan AhmedNo ratings yet
- Vibration Analysis of Rotary Cement Kiln Using Fin 2Document5 pagesVibration Analysis of Rotary Cement Kiln Using Fin 2nunchakuNo ratings yet
- 15th NCB Technical PaperDocument10 pages15th NCB Technical PaperSalah RomdaniNo ratings yet
- Graphite Blocks - Gear Lubricant - Rotary Kilns - PKSEDocument7 pagesGraphite Blocks - Gear Lubricant - Rotary Kilns - PKSEliofasNo ratings yet
- Pipe Conveyor: Sheet 1 of 3Document3 pagesPipe Conveyor: Sheet 1 of 3Ravi KumarNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Trelleborg - Juntas TransflexDocument8 pagesTrelleborg - Juntas TransflexMauricio_Vera_5259No ratings yet
- Chiller PipelineDocument2 pagesChiller Pipelinezul isymaNo ratings yet
- Audible and Visual Alarm Lamp Emergency Stop Button Lifting EyeDocument1 pageAudible and Visual Alarm Lamp Emergency Stop Button Lifting Eyezul isymaNo ratings yet
- 1.0 PURPOSE:: Machine Movement From Crp1 To Crp2Document4 pages1.0 PURPOSE:: Machine Movement From Crp1 To Crp2zul isymaNo ratings yet
- Gty Automation: External Device For WeigherDocument7 pagesGty Automation: External Device For Weigherzul isymaNo ratings yet
- 1.1 Position, Distance, and DisplacementDocument5 pages1.1 Position, Distance, and DisplacementFreddo WonNo ratings yet
- Assignment-1 Noc18 ch23 41Document5 pagesAssignment-1 Noc18 ch23 41Samarjeet Kumar SinghNo ratings yet
- Fundamentals of Cascade ControlDocument6 pagesFundamentals of Cascade ControlCyrix.One100% (1)
- Envi Sci - Module 2, Unit 3Document5 pagesEnvi Sci - Module 2, Unit 3Roshin TejeroNo ratings yet
- GENERAL PHYSICS 1 Module 11 FinalDocument18 pagesGENERAL PHYSICS 1 Module 11 Finalljaneee14No ratings yet
- Engineering Physics PDFDocument216 pagesEngineering Physics PDFVenkateshNo ratings yet
- Forces and MotionDocument3 pagesForces and MotionJulia Geonzon LabajoNo ratings yet
- Chapter 4 TrigonometryDocument26 pagesChapter 4 TrigonometryTechie AD100% (1)
- Achilleas - N - Parathiras 1994 PHD Thesis PDFDocument392 pagesAchilleas - N - Parathiras 1994 PHD Thesis PDFDaniel Felipe Rodriguez RamirezNo ratings yet
- A Completely Algebraic Solution of The Simple Harmonic OscillatorDocument11 pagesA Completely Algebraic Solution of The Simple Harmonic OscillatorDiego Alejandro Rasero CausilNo ratings yet
- Electronic SpectrosDocument22 pagesElectronic SpectrosBandita DattaNo ratings yet
- Edited - Edited - NEET UG Physics Dual Nature of Matter MCQsDocument49 pagesEdited - Edited - NEET UG Physics Dual Nature of Matter MCQsEswar AnandNo ratings yet
- Lab - Acceleration of Gravity - Ball Toss - OnlineDocument5 pagesLab - Acceleration of Gravity - Ball Toss - Onlineapi-356551305No ratings yet
- Hooke'S Law and Potential EnergyDocument3 pagesHooke'S Law and Potential EnergyJUNIORNo ratings yet
- Hooke's Law Notes by Jaff Lawrence AsuiyiDocument4 pagesHooke's Law Notes by Jaff Lawrence AsuiyiJaff LawrenceNo ratings yet
- Class 12 Physics Revision Notes Electromagnetic WavesDocument21 pagesClass 12 Physics Revision Notes Electromagnetic WavesMayank PandeyNo ratings yet
- Proposal and Analysis of A Novel Single-Drive Bearingless MotorDocument10 pagesProposal and Analysis of A Novel Single-Drive Bearingless MotorMohsenHonarNo ratings yet
- Molecular Modeling Instructions-F11Document4 pagesMolecular Modeling Instructions-F11jvbsangi3949No ratings yet
- Jntuh Ettl Model Papers and Important QuestionsDocument7 pagesJntuh Ettl Model Papers and Important QuestionsKishore Kumar100% (1)
- Berklee Critical Listening SoundDocument7 pagesBerklee Critical Listening SoundBlakkaxeNo ratings yet
- Worksheet 10: AnswerDocument2 pagesWorksheet 10: AnswerMac KYNo ratings yet
- Tekla Structural Designer 2022 Australian Standards ReferenceDocument28 pagesTekla Structural Designer 2022 Australian Standards ReferenceManuelDarioFranciscoNo ratings yet
- Chemical Engineering Thermodynamics: Volumetric Properties of Pure FluidDocument20 pagesChemical Engineering Thermodynamics: Volumetric Properties of Pure FluidThurgah VshinyNo ratings yet
- Chapter 4chamDocument33 pagesChapter 4chamhoangvubui4632No ratings yet
- Marking Scheme Physics P1P2P3 SPM Kelantan 2009Document9 pagesMarking Scheme Physics P1P2P3 SPM Kelantan 2009Mohd Khairul AnuarNo ratings yet
- Finite Element Primer For Engineers: Part 3: Mike Barton & S. D. RajanDocument30 pagesFinite Element Primer For Engineers: Part 3: Mike Barton & S. D. RajanJohann BarcelosNo ratings yet
- Dom Qbank IIIDocument5 pagesDom Qbank IIISabareeswaran MurugesanNo ratings yet
- GPD Paper Comparative Study of Laminated Glass Fins - Stutzki Engineering KurarayDocument6 pagesGPD Paper Comparative Study of Laminated Glass Fins - Stutzki Engineering KurarayGiri DharanNo ratings yet
- Physics I Problems PDFDocument1 pagePhysics I Problems PDFBOSS BOSSNo ratings yet