Download as pdf or txt
You might also like
- Acnis Brochure-Titanium GradesDocument12 pagesAcnis Brochure-Titanium Gradesanilsamuel0077418No ratings yet
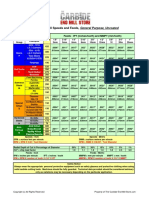
- Carbide End Mill Speeds and Feeds, General Purpose, UncoatedDocument1 pageCarbide End Mill Speeds and Feeds, General Purpose, UncoatedMihir SevakNo ratings yet
- SFM Formulae Chart 2Document2 pagesSFM Formulae Chart 2Carlos Gabriel PensamientoNo ratings yet
- Stainless Steel Molecular Etching PDFDocument6 pagesStainless Steel Molecular Etching PDFp.designNo ratings yet
- Speeds and Feeds 1053 1054Document1 pageSpeeds and Feeds 1053 1054P CHNo ratings yet
- A 400 HB Wear Resistant Steel: StandardDocument4 pagesA 400 HB Wear Resistant Steel: StandardVíctor SandovskyNo ratings yet
- Cutting SpeedDocument5 pagesCutting Speedokooy erusNo ratings yet
- Milling Parameters: N (RPM) (VC (M/min) 1000) / 3.14 Ø d1 (MM) )Document4 pagesMilling Parameters: N (RPM) (VC (M/min) 1000) / 3.14 Ø d1 (MM) )Damir PrstenkovNo ratings yet
- Milling Speeds and FeedsDocument1 pageMilling Speeds and FeedsMahesh Deivasiga Mani DNo ratings yet
- AUT 1076 en US FactSheet Main 01Document2 pagesAUT 1076 en US FactSheet Main 01Victor Solis BrevisNo ratings yet
- Cutting Speed and Feedrate SouthbayDocument5 pagesCutting Speed and Feedrate SouthbayShahed FacebookNo ratings yet
- NPA104 enDocument4 pagesNPA104 enAdelino GasparNo ratings yet
- FR4 4806Document2 pagesFR4 4806Trasma_Yunita_1885No ratings yet
- 05 MachiningDocument12 pages05 MachiningVisvas RajyaguruNo ratings yet
- Precision and Laboratory EquipmentsDocument33 pagesPrecision and Laboratory EquipmentsTone RatanalertNo ratings yet
- NTK General TechnicalDocument32 pagesNTK General TechnicalsathishelakkiyaNo ratings yet
- Mill Details IndiaDocument7 pagesMill Details IndiaYash JainNo ratings yet
- End Mill Speed FeedDocument12 pagesEnd Mill Speed FeedkxeNo ratings yet
- Assignment 4Document2 pagesAssignment 4Lhekha RaviendranNo ratings yet
- Millermatic 350P: The Power of BlueDocument4 pagesMillermatic 350P: The Power of BlueVic HernandezNo ratings yet
- Master Tungsten Carbide Rotary Burrs PDFDocument12 pagesMaster Tungsten Carbide Rotary Burrs PDFFred AksoNo ratings yet
- Specification: EN9 - 070M55: Hollowbar - Co.zaDocument3 pagesSpecification: EN9 - 070M55: Hollowbar - Co.zaAnantha RamanNo ratings yet
- SAF Welding Cutting GuideDocument165 pagesSAF Welding Cutting GuideSelvem0% (1)
- Trimmer PartsDocument29 pagesTrimmer PartsHAVENSALNo ratings yet
- Bi-Metal Tek Screw: Product DatasheetDocument1 pageBi-Metal Tek Screw: Product Datasheetbravo deltafoxNo ratings yet
- Technical Guide For Steel & Stainless Steel Turning - Seco Tools PDFDocument20 pagesTechnical Guide For Steel & Stainless Steel Turning - Seco Tools PDFwilsonNo ratings yet
- 4-1 RN3 - 4 - 6 - Ba - enDocument42 pages4-1 RN3 - 4 - 6 - Ba - enVali BobNo ratings yet
- RFQ of C45 SteelDocument3 pagesRFQ of C45 Steelnhirpara1No ratings yet
- 3835 Series Alumamill End Mill Is Designed For Aggressive Material Removal Rates in Non-Ferrous MaterialsDocument2 pages3835 Series Alumamill End Mill Is Designed For Aggressive Material Removal Rates in Non-Ferrous MaterialsAlex L. CruzNo ratings yet
- Interlloy Grade 1045 Carbon Steel BarDocument3 pagesInterlloy Grade 1045 Carbon Steel BarPRASHANT KANTENo ratings yet
- Section 1 Abrasive Produk EbookDocument16 pagesSection 1 Abrasive Produk EbookKurniawanNo ratings yet
- Hot Rolled China SteelDocument43 pagesHot Rolled China Steeledgarc999No ratings yet
- Achteck CatalogueDocument8 pagesAchteck CatalogueManas D SinghNo ratings yet
- 272101GBDocument8 pages272101GBHady AdjahNo ratings yet
- Speeds & Feeds: Drilling & Reaming Surface Feet Per Minute (SFM)Document6 pagesSpeeds & Feeds: Drilling & Reaming Surface Feet Per Minute (SFM)naninoNo ratings yet
- Thyssenkrupp s355jr Product Information Precision Steel en PDFDocument2 pagesThyssenkrupp s355jr Product Information Precision Steel en PDFjackcan501No ratings yet
- EvolutionTekDatasheet PDFDocument1 pageEvolutionTekDatasheet PDFRobNo ratings yet
- Reference Tables: General Guide For Cutting Speeds and Feeds For DrillsDocument1 pageReference Tables: General Guide For Cutting Speeds and Feeds For DrillsleonboneNo ratings yet
- Product Catalogue: Redefining Racing SolutionsDocument22 pagesProduct Catalogue: Redefining Racing SolutionsVaibhav AnandNo ratings yet
- Tooling For Composites and Aerospace Materials: Guhring Coating and Reconditioning Services The Tool CompanyDocument4 pagesTooling For Composites and Aerospace Materials: Guhring Coating and Reconditioning Services The Tool Companyjavier_mor69No ratings yet
- Code Exchanger Axapta MICNDocument428 pagesCode Exchanger Axapta MICNm3123atNo ratings yet
- Speeds and Feeds For Metal CuttingDocument4 pagesSpeeds and Feeds For Metal CuttingAnonymous dh6DITNo ratings yet
- Tgi33 7Document2 pagesTgi33 7infoNo ratings yet
- RS Pro 4 Piece TCT Holesaw Kit, 12mm Cutting Depth: DatasheetDocument2 pagesRS Pro 4 Piece TCT Holesaw Kit, 12mm Cutting Depth: DatasheetoscarNo ratings yet
- RFQ of C45 SteelDocument3 pagesRFQ of C45 Steelnhirpara1No ratings yet
- SS 430, Type 430, WNR 1.4016, UNS S43000, AISI 430, ASTM 430, Grade 430, AFNOR Z8C-17Document3 pagesSS 430, Type 430, WNR 1.4016, UNS S43000, AISI 430, ASTM 430, Grade 430, AFNOR Z8C-17Harish AmpoluNo ratings yet
- Standard ThreadmillsDocument1 pageStandard ThreadmillsshawntsungNo ratings yet
- Mitek Cyclone TieDocument7 pagesMitek Cyclone TieTony PedaNo ratings yet
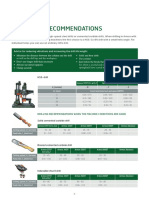
- Machining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthDocument3 pagesMachining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthbasaricaNo ratings yet
- Speeds and Feeds: © 2013 Project Lead The Way, Inc. Computer Integrated ManufacturingDocument28 pagesSpeeds and Feeds: © 2013 Project Lead The Way, Inc. Computer Integrated ManufacturingAbel David Olmos BotelloNo ratings yet
- Fan SpecificationDocument3 pagesFan SpecificationEmrah MertyürekNo ratings yet
- 21 R Wire and Pin Implants PDFDocument8 pages21 R Wire and Pin Implants PDFEduardo BernardinoNo ratings yet
- Data Sheet AluminaDocument10 pagesData Sheet AluminaXin EnNo ratings yet
- OSBORN Crimped Cup BrushDocument2 pagesOSBORN Crimped Cup BrushThái Mai ĐìnhNo ratings yet
- Carbide Tipped Reamers - Technical Information - Hannibal Carbide Tool, IncDocument2 pagesCarbide Tipped Reamers - Technical Information - Hannibal Carbide Tool, Incsemarasik_651536604No ratings yet
- Foot Valve Cataloque IFCDocument2 pagesFoot Valve Cataloque IFCPuntanata SiagianNo ratings yet
- Aristo Feed 3004 U6 With Mig 4002c/6502c Power SupplyDocument3 pagesAristo Feed 3004 U6 With Mig 4002c/6502c Power SupplyChinta IulianNo ratings yet
- PAC - 316L Stainless Steel Tubing DatasheetDocument1 pagePAC - 316L Stainless Steel Tubing DatasheetChan Yong SoonNo ratings yet