Download as pdf or txt
You might also like
- BS en 10163 1Document16 pagesBS en 10163 1smylmr80% (5)
- Design of Steel Structures Vol2.Kumar, KumarDocument553 pagesDesign of Steel Structures Vol2.Kumar, Kumarj-balderas100% (2)
- Design of Steel Structures II, Prof. S.R.satish Kumar & Prof.a.R.santha KumarDocument553 pagesDesign of Steel Structures II, Prof. S.R.satish Kumar & Prof.a.R.santha Kumarmesecipres100% (1)
- Asme Sect. Viii Div-I Codes, Standards & SpecificationsDocument72 pagesAsme Sect. Viii Div-I Codes, Standards & SpecificationsrodrigoperezsimoneNo ratings yet
- Approximate RT Calculation For API 650 TankDocument2 pagesApproximate RT Calculation For API 650 Tankjayaarnav100% (6)
- CSE Syllabus Booklet 4 Yr BTech Revised 060120163 PDFDocument83 pagesCSE Syllabus Booklet 4 Yr BTech Revised 060120163 PDFkappi4uNo ratings yet
- Steel Structures: General DetailsDocument24 pagesSteel Structures: General DetailsArslan RaoNo ratings yet
- Prestressed Concrete: General DetailsDocument34 pagesPrestressed Concrete: General DetailsThe GLOBENo ratings yet
- Materials For Prestressed ConcreteDocument31 pagesMaterials For Prestressed ConcreteThe GLOBENo ratings yet
- Lec#16. Deflection, Crack Control & Masonry Structures PDFDocument45 pagesLec#16. Deflection, Crack Control & Masonry Structures PDFThe GLOBENo ratings yet
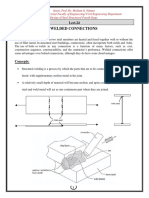
- Welded Connections: Lect.24Document15 pagesWelded Connections: Lect.24sanketNo ratings yet
- Ad. RCSDocument28 pagesAd. RCSThe GLOBENo ratings yet
- Repair and Rehabilitation of StructuresDocument55 pagesRepair and Rehabilitation of Structuresmd aamirNo ratings yet
- Roof Truss Design For Industrial BuildingsDocument10 pagesRoof Truss Design For Industrial Buildingsalluru anuradhaNo ratings yet
- Pre Stress LecDocument28 pagesPre Stress LecArslan RaoNo ratings yet
- Chap 3Document31 pagesChap 3danielNo ratings yet
- 10 1 1 685 4139 PDFDocument6 pages10 1 1 685 4139 PDFOvidiu Si Roxana IvascuNo ratings yet
- MODELING, SIMULATION AND FABRICATION OF LATTICE BASED FinalDocument22 pagesMODELING, SIMULATION AND FABRICATION OF LATTICE BASED FinalNitin SinghNo ratings yet
- PCS Question BankDocument67 pagesPCS Question BankAnonymous 9xO18CwY0% (2)
- CE 437 - PDF 01 - Intro 01 - Steel - (Design of Steel Structure)Document13 pagesCE 437 - PDF 01 - Intro 01 - Steel - (Design of Steel Structure)Md Mufazzel Hossain ChowdhuryNo ratings yet
- Faridmehr2019 Article CyclicBehaviourOfFully-RigidAnDocument22 pagesFaridmehr2019 Article CyclicBehaviourOfFully-RigidAnRonald SiraitNo ratings yet
- Fresh Properties of ConcreteDocument25 pagesFresh Properties of ConcreteThe GLOBENo ratings yet
- Applsci 14 03900 v2Document13 pagesApplsci 14 03900 v2jjjimenezdecisnerosNo ratings yet
- Kuldeep GrowingscienceDocument17 pagesKuldeep GrowingscienceashwagandyNo ratings yet
- Design and Fabrication of Fatigue Test Rig For Composite Leaf SpringDocument12 pagesDesign and Fabrication of Fatigue Test Rig For Composite Leaf SpringIJRASETPublicationsNo ratings yet
- Srividya College of Engineering and Technology Question BankDocument6 pagesSrividya College of Engineering and Technology Question BankAravindNo ratings yet
- 01 Prajwal JiwtodeDocument20 pages01 Prajwal Jiwtode01 - Prajwal JiwtodeNo ratings yet
- 2 Concept of Limit State DesignDocument3 pages2 Concept of Limit State DesignVinoth KumarNo ratings yet
- Study On Behaviour of Stud Type Shear Connector in Composite Beam Using ANSYSDocument5 pagesStudy On Behaviour of Stud Type Shear Connector in Composite Beam Using ANSYSShubham BajpaiNo ratings yet
- Lecture 5Document8 pagesLecture 5عمر حسن محمدNo ratings yet
- Chap 08Document24 pagesChap 08m092011603No ratings yet
- Seismic Behavior of Steel-Concrete Composite Structures: December 2019Document7 pagesSeismic Behavior of Steel-Concrete Composite Structures: December 2019Usha EngineeringNo ratings yet
- Research CritiqueDocument11 pagesResearch CritiqueJaphet BumaatNo ratings yet
- Flexural Integrity Between The Individual Channels of Built Up CFS BeamsDocument18 pagesFlexural Integrity Between The Individual Channels of Built Up CFS BeamsSuhail BabaNo ratings yet
- Free Vibration Analysis of Composite Laminated BeamsDocument18 pagesFree Vibration Analysis of Composite Laminated Beams紀俞揚No ratings yet
- IJE - Volume 33 - Issue 11 - Pages 2384-2398Document15 pagesIJE - Volume 33 - Issue 11 - Pages 2384-2398THIAGO DOMINGOS DE ARAÚJO LEMOSNo ratings yet
- Design of Steel ConnectionsDocument34 pagesDesign of Steel ConnectionsMashudha Sulthana100% (2)
- CE2352 DSS 2 Marks With AnswerDocument33 pagesCE2352 DSS 2 Marks With Answerkavithamartin28No ratings yet
- Research CritiqueDocument4 pagesResearch CritiqueJaphet BumaatNo ratings yet
- Failure Analysis of Bolted Composite Joint-A Review: Rashmi Gill, Veerendra Kumar, Anshul ChoudharyDocument7 pagesFailure Analysis of Bolted Composite Joint-A Review: Rashmi Gill, Veerendra Kumar, Anshul ChoudharySpeeder JohnNo ratings yet
- .Use of Mechanical Threaded Coupler in Steel ReinforcementDocument3 pages.Use of Mechanical Threaded Coupler in Steel ReinforcementOm Krish RamNo ratings yet
- 52IJMPERDJUN201952Document10 pages52IJMPERDJUN201952TJPRC PublicationsNo ratings yet
- Shear Connector BehaviourDocument10 pagesShear Connector BehaviourNONGTHONNo ratings yet
- Analysis and Design of Cold-Formed Z PurlinsDocument13 pagesAnalysis and Design of Cold-Formed Z PurlinsIJRASETPublicationsNo ratings yet
- STEEL2Document524 pagesSTEEL2Abdul HadhiNo ratings yet
- Brockenbrough. Structural Steel Designer's Handbook 3ed - Parte2Document5 pagesBrockenbrough. Structural Steel Designer's Handbook 3ed - Parte2Nicolás GuerreroNo ratings yet
- Irjet V3i523Document4 pagesIrjet V3i523anon_294850851No ratings yet
- 5 Paper IJDMSCLDocument17 pages5 Paper IJDMSCLGanesh KothandapaniNo ratings yet
- Solid State Diffusion Bonding Process-A ReviewDocument5 pagesSolid State Diffusion Bonding Process-A Reviewkevin.roberts40No ratings yet
- Modeling and FE Analysis of Column To Beam End-Plate Bolted ConnectionDocument17 pagesModeling and FE Analysis of Column To Beam End-Plate Bolted ConnectionAhmed MoniemNo ratings yet
- JPNR - S07 - 611Document12 pagesJPNR - S07 - 611Bien Thuy TranNo ratings yet
- Mesh Insensitive Structural Stress Method For Fatigue Analysis of Welded Joints Using The Finite Element MethodDocument7 pagesMesh Insensitive Structural Stress Method For Fatigue Analysis of Welded Joints Using The Finite Element MethodNguyen Thanh Duc BKNo ratings yet
- Introduction To STRUCTURAL DESIGNDocument6 pagesIntroduction To STRUCTURAL DESIGNalbatroos earlybirdNo ratings yet
- Steel PR 7Document57 pagesSteel PR 7Fraz AliNo ratings yet
- IJSET V9 Issue5 467Document10 pagesIJSET V9 Issue5 467zay107No ratings yet
- Mechanicalproperties Ofpolymermatrixcomposites-SuhasiniDocument55 pagesMechanicalproperties Ofpolymermatrixcomposites-SuhasiniMACLIN JOHN VASANTH KNo ratings yet
- Purlins 3 PDFDocument35 pagesPurlins 3 PDFrajNo ratings yet
- Experimental Investigation of Steel Fibre Reinforced ConcreteDocument17 pagesExperimental Investigation of Steel Fibre Reinforced ConcreteCHEIF EDITORNo ratings yet
- Structural Performance of Bolted Moment ConnectionDocument10 pagesStructural Performance of Bolted Moment ConnectionNarasimha DvlNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Fundamentals of Materials Engineering - A Basic GuideFrom EverandFundamentals of Materials Engineering - A Basic GuideNo ratings yet
- Client: Abdul Wadood: Structure Design Plot No. 327, Block - A, Psahe - I, Citi Housing, MultanDocument1 pageClient: Abdul Wadood: Structure Design Plot No. 327, Block - A, Psahe - I, Citi Housing, MultanHammad ZafarNo ratings yet
- Kameyab Engineering Services. Consulting Engineers.: (Residential Building)Document1 pageKameyab Engineering Services. Consulting Engineers.: (Residential Building)Hammad ZafarNo ratings yet
- bd3afceab355d55e7f09d7c97557cfe6Document90 pagesbd3afceab355d55e7f09d7c97557cfe6Hammad ZafarNo ratings yet
- Cmy InstructDocument5 pagesCmy InstructHammad ZafarNo ratings yet
- 1755 13152F1/012023Document13 pages1755 13152F1/012023Hammad ZafarNo ratings yet
- Jeevabharathi 2021Document6 pagesJeevabharathi 2021Hammad ZafarNo ratings yet
- Kamran Javaid Residential ConstructionDocument22 pagesKamran Javaid Residential ConstructionHammad ZafarNo ratings yet
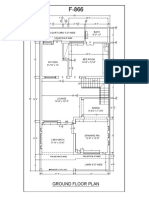
- 866 GFDocument1 page866 GFHammad ZafarNo ratings yet
- Teara 2018 IOP Conf. Ser. Mater. Sci. Eng. 342 012062Document6 pagesTeara 2018 IOP Conf. Ser. Mater. Sci. Eng. 342 012062Hammad ZafarNo ratings yet
- Zubair BhaiDocument1 pageZubair BhaiHammad ZafarNo ratings yet
- Arslan BhaiDocument1 pageArslan BhaiHammad ZafarNo ratings yet
- 34 X 79 PLAN Model 02Document1 page34 X 79 PLAN Model 02Hammad ZafarNo ratings yet
- 34 X 79 PLAN ModelDocument1 page34 X 79 PLAN ModelHammad ZafarNo ratings yet
- 34 X 79 PLAN Model 03Document1 page34 X 79 PLAN Model 03Hammad ZafarNo ratings yet
- First Floor - 3: Low RoofDocument1 pageFirst Floor - 3: Low RoofHammad ZafarNo ratings yet
- Structural Analysis Week 8Document23 pagesStructural Analysis Week 8Hammad ZafarNo ratings yet
- Irrigation Engg 3aDocument26 pagesIrrigation Engg 3aHammad ZafarNo ratings yet
- FQP BAR 660MW BOWL MILL R00 - VoidDocument31 pagesFQP BAR 660MW BOWL MILL R00 - VoidMatthew JacobsNo ratings yet
- A358 PDFDocument6 pagesA358 PDFwiNo ratings yet
- Curriculum Vitae: Sadam Hussain M.SDocument6 pagesCurriculum Vitae: Sadam Hussain M.SGanesan RamamoorthyNo ratings yet
- Log Y.ir: Inspection and Supervision of Welding of Crack in TyreDocument8 pagesLog Y.ir: Inspection and Supervision of Welding of Crack in TyreAnonymous BWxmaSf0qPNo ratings yet
- BS en Iso 15792-1Document12 pagesBS en Iso 15792-1Bart Ho100% (1)
- TLE - SM 11 - w1Document4 pagesTLE - SM 11 - w1CrisTopher L CablaidaNo ratings yet
- Residual Life Assessment of 60 MW Steam Turbine RotorDocument11 pagesResidual Life Assessment of 60 MW Steam Turbine RotorGanseh100% (1)
- Most Common Types of Welding DefectsDocument23 pagesMost Common Types of Welding DefectsRommel GocotanoNo ratings yet
- Detail - A Typical Plan For Module Mounting Structure: Section 1-1Document1 pageDetail - A Typical Plan For Module Mounting Structure: Section 1-1Spandan MurthyNo ratings yet
- Ncpfirst - X-Form - PDF Example: (Epc - Dedicated Front Cover Sheet Here)Document12 pagesNcpfirst - X-Form - PDF Example: (Epc - Dedicated Front Cover Sheet Here)Anil100% (1)
- Chapter 8 Quality ProcedureDocument6 pagesChapter 8 Quality Procedureมิตร อันมาNo ratings yet
- TUGAS-03 Metlas PDFDocument1 pageTUGAS-03 Metlas PDFyanuarNo ratings yet
- Field Inspection & Test PlanDocument2 pagesField Inspection & Test PlanEgbert A. OgoloNo ratings yet
- A Powerful Boring Machine That Can Be Customized To Suit Your NeedsDocument16 pagesA Powerful Boring Machine That Can Be Customized To Suit Your NeedsAnibal CastroNo ratings yet
- En 10025 s275 s355Document2 pagesEn 10025 s275 s355Alex LeungNo ratings yet
- CIWS 2020 Brochure 004Document15 pagesCIWS 2020 Brochure 004Ronald BienemiNo ratings yet
- Welding Practice PDFDocument119 pagesWelding Practice PDFradugorj100% (1)
- SL306 - 317 Manual PDFDocument54 pagesSL306 - 317 Manual PDFOvvet Maqueda100% (1)
- Steel Plates For Offshore StructuresDocument8 pagesSteel Plates For Offshore StructuresYiengeChanYeeNo ratings yet
- 22%Cr Duplex Stainless Steels: Astm Bs en & Din BS UNS Proprietary Alloys IncludeDocument7 pages22%Cr Duplex Stainless Steels: Astm Bs en & Din BS UNS Proprietary Alloys IncludeOnM deptNo ratings yet
- GasFluxWelding PDFDocument72 pagesGasFluxWelding PDFjuandajdjNo ratings yet
- 24 - Hofmann - Dragline Brochure - A4Document4 pages24 - Hofmann - Dragline Brochure - A4Jorge VillalobosNo ratings yet
- CSWIP 3.1 Course (2017) - Compressed-471-476Document6 pagesCSWIP 3.1 Course (2017) - Compressed-471-476Tahar DabbarNo ratings yet
- LNG eDocument3 pagesLNG evijay10484No ratings yet
- B.Tech 6th Sem ME Final 1Document14 pagesB.Tech 6th Sem ME Final 1World TodayNo ratings yet