Download as pdf or txt
You might also like
- Cu ZN 15 TombacDocument2 pagesCu ZN 15 TombacPetrus UngureanuNo ratings yet
- Shouldice HospitalDocument10 pagesShouldice HospitalMuhammad SunnyNo ratings yet
- Internship Survival Guide NSHDocument36 pagesInternship Survival Guide NSHRichardNo ratings yet
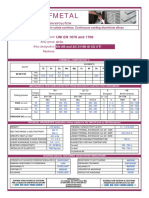
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Raj RajeshNo ratings yet
- CSF-71T en 2014Document1 pageCSF-71T en 2014Yousab CreatorNo ratings yet
- CSF-71T en 2014Document1 pageCSF-71T en 2014HoangNo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Martin DuarteNo ratings yet
- Product Data Sheet - OK Tigrod 13.09 PDFDocument2 pagesProduct Data Sheet - OK Tigrod 13.09 PDFarman pangestuNo ratings yet
- Total Requirements PDFDocument7 pagesTotal Requirements PDFsmrndrdasNo ratings yet
- Durehete 1055Document5 pagesDurehete 1055alextentwenty100% (1)
- Interlloy Grade 8620 Case Hardening SteelDocument3 pagesInterlloy Grade 8620 Case Hardening Steelajitchavan2150No ratings yet
- Venvu 116Document1 pageVenvu 116ronaldb322No ratings yet
- Rules For Materials and Welding 2021 AmendmentsDocument29 pagesRules For Materials and Welding 2021 AmendmentsSUEZSHIPYARD QCNo ratings yet
- AISI416Document2 pagesAISI416shamsi862620No ratings yet
- En 10305 1 Sunny SteelDocument6 pagesEn 10305 1 Sunny Steelmohamed belkadiNo ratings yet
- Rail Specification S & CorrosionDocument94 pagesRail Specification S & CorrosionGowthami Priya HanumuthuNo ratings yet
- E10018d2-Eng LINCOLNDocument1 pageE10018d2-Eng LINCOLNBenfil ViernezNo ratings yet
- TNI2TIDocument2 pagesTNI2TIKureiNo ratings yet
- 1.4305 Sae303 DatasheetDocument2 pages1.4305 Sae303 Datasheetehudingram6535No ratings yet
- LFBCW510L TN enDocument4 pagesLFBCW510L TN endrgilleNo ratings yet
- Ok 347 AutrodDocument2 pagesOk 347 Autrodjoao guilhermeNo ratings yet
- Copper-Nickel Cu-Ni 90/10 Alloy (UNS C70600) : Heanjia Super-Metals Co., LTD, Call-12068907337. WebDocument7 pagesCopper-Nickel Cu-Ni 90/10 Alloy (UNS C70600) : Heanjia Super-Metals Co., LTD, Call-12068907337. Webboydoc inspectionNo ratings yet
- Product Data Sheet: S 'Submerged Arc Welding'Document1 pageProduct Data Sheet: S 'Submerged Arc Welding'adanmeneses1No ratings yet
- AUTROD 316LSiDocument2 pagesAUTROD 316LSijoao guilhermeNo ratings yet
- 41 CR 4Document2 pages41 CR 4Jhon ChitNo ratings yet
- KME CuNI Welding ProcedureDocument11 pagesKME CuNI Welding ProcedureJoaoNo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Amandeep SinghNo ratings yet
- Saw ProcessDocument55 pagesSaw ProcessSatheesh KumarNo ratings yet
- Quality C10E: Lucefin GroupDocument3 pagesQuality C10E: Lucefin Grouptuananh638No ratings yet
- Quality C10E: Lucefin GroupDocument3 pagesQuality C10E: Lucefin Grouptuananh638No ratings yet
- FICHA Técnica Weld 71T-1 PDFDocument2 pagesFICHA Técnica Weld 71T-1 PDFCarlos Padilla67% (3)
- Indura Em12k-H400Document2 pagesIndura Em12k-H400Rodrigo CarizNo ratings yet
- Tempering Conditions For 30CrNiMo8Document2 pagesTempering Conditions For 30CrNiMo8madyeNo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Raj RajeshNo ratings yet
- Quality X20Cr13: Lucefin GroupDocument2 pagesQuality X20Cr13: Lucefin GroupRajeev ChandelNo ratings yet
- Material Data Sheet Thermally Broken Steel USADocument2 pagesMaterial Data Sheet Thermally Broken Steel USAYungfang HuangNo ratings yet
- Product Data Sheet Pipeweld 70S-6: G 'Gas-Shielded Metal-Arc Welding'Document2 pagesProduct Data Sheet Pipeweld 70S-6: G 'Gas-Shielded Metal-Arc Welding'RobertoNo ratings yet
- 36CrB4 Rod - Wire Rev4 PDFDocument6 pages36CrB4 Rod - Wire Rev4 PDFKarthi KeyanNo ratings yet
- Quality 1.4021 Chemical Composition: Lucefin GroupDocument2 pagesQuality 1.4021 Chemical Composition: Lucefin GroupSonNguyenNo ratings yet
- Copper Cu-Dhp / Sf-Cu: Page 1/2Document2 pagesCopper Cu-Dhp / Sf-Cu: Page 1/2gemilanglpNo ratings yet
- E 6013 Fincord M electrode-oerlikon-en-TN110429Document1 pageE 6013 Fincord M electrode-oerlikon-en-TN110429Khhg AgddsNo ratings yet
- 1%ni For Improved Toughness: Data SheetDocument4 pages1%ni For Improved Toughness: Data Sheetmohamed AdelNo ratings yet
- En 1706 Aluminum and Aluminum Alloys Castings en 1676 Aluminum Alloyed Ingots For RemeltingDocument1 pageEn 1706 Aluminum and Aluminum Alloys Castings en 1676 Aluminum Alloyed Ingots For RemeltingBahar ÇolakNo ratings yet
- Hobart 9LDocument1 pageHobart 9LFelipe montanaNo ratings yet
- Consumables To Match Cast & Wrought Alloy 800: Astm Bs en & DinDocument3 pagesConsumables To Match Cast & Wrought Alloy 800: Astm Bs en & Dinankitniranjan1390No ratings yet
- CM-9CB TG-S9Cb US-9CbDocument3 pagesCM-9CB TG-S9Cb US-9Cbamit singhNo ratings yet
- Datasheet Sandvik 3r65 For Medical Applications en v2020!12!10 06 - 47 Version 1Document6 pagesDatasheet Sandvik 3r65 For Medical Applications en v2020!12!10 06 - 47 Version 1Mohammed Saleem Syed KhaderNo ratings yet
- DATASHEET WELDING CONSUMABLE - ESAB OK Tubrod 15.15-Rev14Document2 pagesDATASHEET WELDING CONSUMABLE - ESAB OK Tubrod 15.15-Rev14Dries VandezandeNo ratings yet
- CK45Document5 pagesCK45kumhluangNo ratings yet
- 1.6523 - 20NiCrMo2-2 - SAE 8620 - 21NiCrMo2 - SS-2506 - SFS-506 - Datasheet - 1Document2 pages1.6523 - 20NiCrMo2-2 - SAE 8620 - 21NiCrMo2 - SS-2506 - SFS-506 - Datasheet - 1javadmohammadiNo ratings yet
- Material No. EN Symbol (Short) Aisi/Sae UNS Afnor BS Alloy Registered Work's Labelen StandardsDocument1 pageMaterial No. EN Symbol (Short) Aisi/Sae UNS Afnor BS Alloy Registered Work's Labelen StandardschetanNo ratings yet
- Böhler Q 71 RC (C1) : Flux-Cored Wire, Mild Steel, RutileDocument1 pageBöhler Q 71 RC (C1) : Flux-Cored Wire, Mild Steel, RutileRaviTeja BhamidiNo ratings yet
- High Pressure FittingsDocument16 pagesHigh Pressure FittingsEdwin TacoNo ratings yet
- Chemical Composition: Si Fe Cu MN MG Ni ZN SN Ti PB CRDocument2 pagesChemical Composition: Si Fe Cu MN MG Ni ZN SN Ti PB CRQuality teamNo ratings yet
- Tigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-ADocument1 pageTigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-AsatnamNo ratings yet
- Product Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenDocument3 pagesProduct Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenKARLNo ratings yet
- 20 MN CR 5Document2 pages20 MN CR 5sansmgNo ratings yet
- Extractive Metallurgy 2: Metallurgical Reaction ProcessesFrom EverandExtractive Metallurgy 2: Metallurgical Reaction ProcessesRating: 5 out of 5 stars5/5 (1)
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- The Causes and Effects of The Keys Missed in The Main Hoist Gear Reducer On The Ladle CranesDocument20 pagesThe Causes and Effects of The Keys Missed in The Main Hoist Gear Reducer On The Ladle CranesJJNo ratings yet
- Development of Basic Gunning Mixes: Comparison of Laboratory Trials, Thermochemical Calculations and Steel Plant TrialsDocument10 pagesDevelopment of Basic Gunning Mixes: Comparison of Laboratory Trials, Thermochemical Calculations and Steel Plant TrialsJJNo ratings yet
- SMS SN200-9 2016 Manufacturing Instructions Shipment-TransportDocument24 pagesSMS SN200-9 2016 Manufacturing Instructions Shipment-TransportJJNo ratings yet
- SMS SN200-7 2022 Manufacturing Instructions - Corrosion ProtectionDocument13 pagesSMS SN200-7 2022 Manufacturing Instructions - Corrosion ProtectionJJNo ratings yet
- SMS SN200-5 2022 Manufacturing Instructions - Mechanical ProcessingDocument20 pagesSMS SN200-5 2022 Manufacturing Instructions - Mechanical ProcessingJJNo ratings yet
- SMS SN200-1 2023 Manufacturing Instructions - PrinciplesDocument5 pagesSMS SN200-1 2023 Manufacturing Instructions - PrinciplesJJNo ratings yet
- SMS SN200-3 2022 Manufacturing Instructions - Thermal Cutting & BendingDocument7 pagesSMS SN200-3 2022 Manufacturing Instructions - Thermal Cutting & BendingJJNo ratings yet
- Non-Destructive Magnetic Measurements and Thermodynamics Calculations For Evaluation of Carburization of Tubes During PyrolysisDocument8 pagesNon-Destructive Magnetic Measurements and Thermodynamics Calculations For Evaluation of Carburization of Tubes During PyrolysisJJNo ratings yet
- Optimized Heating of Steel Slabs With Radar MeasurementsDocument14 pagesOptimized Heating of Steel Slabs With Radar MeasurementsJJNo ratings yet
- Analysis of The Effects of Oxygen Enrichment in A Reheating FurnaceDocument12 pagesAnalysis of The Effects of Oxygen Enrichment in A Reheating FurnaceJJNo ratings yet
- How Furnace Model Predictive Control Forecasts Transitions To Enhance Strip Quality and ProductivityDocument12 pagesHow Furnace Model Predictive Control Forecasts Transitions To Enhance Strip Quality and ProductivityJJNo ratings yet
- Mathematical Model of Static and Dynamic Recrystallization, Roll Force and Mean Flow Stress of The Nb-Microalloyed Steels For Plain Steel Hot Roughing MillDocument10 pagesMathematical Model of Static and Dynamic Recrystallization, Roll Force and Mean Flow Stress of The Nb-Microalloyed Steels For Plain Steel Hot Roughing MillJJNo ratings yet
- Development of Ti-Nb Microalloyed HSLA and UHSS On A Thin-Slab Casting and Rolling MillDocument8 pagesDevelopment of Ti-Nb Microalloyed HSLA and UHSS On A Thin-Slab Casting and Rolling MillJJNo ratings yet
- Effect of Allotriomorphic Ferrite Thickness On Advanced High-Strength Steel ToughnessDocument12 pagesEffect of Allotriomorphic Ferrite Thickness On Advanced High-Strength Steel ToughnessJJNo ratings yet
- Reheat Furnace Efficiency at Laverton Rod MillDocument12 pagesReheat Furnace Efficiency at Laverton Rod MillJJNo ratings yet
- Achieving Optimal Energy Savings in Hot Strip Mills With Predictive SolutionDocument8 pagesAchieving Optimal Energy Savings in Hot Strip Mills With Predictive SolutionJJNo ratings yet
- Carburization Degree, Pyrolysis, Non-Destructive Techniques, Thermodynamics Calculation, Diffusion CalculationDocument10 pagesCarburization Degree, Pyrolysis, Non-Destructive Techniques, Thermodynamics Calculation, Diffusion CalculationJJNo ratings yet
- Process Optimization and Product Metallurgy in Long ProductsDocument12 pagesProcess Optimization and Product Metallurgy in Long ProductsJJNo ratings yet
- Modernization of Continuous Casting Machine in The Era of Intelligent ManufacturingDocument12 pagesModernization of Continuous Casting Machine in The Era of Intelligent ManufacturingJJNo ratings yet
- Evolution of Oxide Inclusions in 304 Stainless Steel Treated by Rare Earth During Isothermal Heating at 1,473 K (1,200°C)Document6 pagesEvolution of Oxide Inclusions in 304 Stainless Steel Treated by Rare Earth During Isothermal Heating at 1,473 K (1,200°C)JJNo ratings yet
- The Effect of Heat Treatment On The HAZ Microhardness and Fracture Resistance of Weld Joints of ABS EH36 150-mm Heavy Plates For Monopiles of Offshore Wind GeneratorsDocument10 pagesThe Effect of Heat Treatment On The HAZ Microhardness and Fracture Resistance of Weld Joints of ABS EH36 150-mm Heavy Plates For Monopiles of Offshore Wind GeneratorsJJNo ratings yet
- Effect of Solution Treatment On Grain Size and Toughness of Lightweight Fe-Mn-Al-C SteelDocument10 pagesEffect of Solution Treatment On Grain Size and Toughness of Lightweight Fe-Mn-Al-C SteelJJNo ratings yet
- Advanced Continuous Annealing Technology and Application For High-Strength SteelDocument10 pagesAdvanced Continuous Annealing Technology and Application For High-Strength SteelJJNo ratings yet
- Inclusion Classification by Computer Vision and Machine LearningDocument6 pagesInclusion Classification by Computer Vision and Machine LearningJJNo ratings yet
- Modeling of Multiphase Flow and Argon Bubble Entrapment in Continuous Slab Casting of SteelDocument14 pagesModeling of Multiphase Flow and Argon Bubble Entrapment in Continuous Slab Casting of SteelJJNo ratings yet
- Texture and Mechanical Behavior of UNS S32205 Duplex Stainless Steel Processed by Warm, Cold Rolling and AnnealingDocument8 pagesTexture and Mechanical Behavior of UNS S32205 Duplex Stainless Steel Processed by Warm, Cold Rolling and AnnealingJJNo ratings yet
- Development of A Predictive Tundish Open Eye Model Using Artificial Neural Network (ANN)Document12 pagesDevelopment of A Predictive Tundish Open Eye Model Using Artificial Neural Network (ANN)JJNo ratings yet
- Development of A Predictive Model For Minimizing Ladle Desulfurization Cycle Time and Associated CostsDocument14 pagesDevelopment of A Predictive Model For Minimizing Ladle Desulfurization Cycle Time and Associated CostsJJNo ratings yet
- Practical Mitigation Procedures To Control Hydrogen-Related Damage During Production of Structural SteelsDocument12 pagesPractical Mitigation Procedures To Control Hydrogen-Related Damage During Production of Structural SteelsJJNo ratings yet
- Effect of M-EMS On Steel Solidification Behavior of A Round Billet CastingDocument12 pagesEffect of M-EMS On Steel Solidification Behavior of A Round Billet CastingJJNo ratings yet
- Design of Material Handling System For SpecificDocument14 pagesDesign of Material Handling System For SpecificKaran Virbhadre100% (3)
- Optics-Hecht - 03-Chap4-The Propagation of Light - OKDocument45 pagesOptics-Hecht - 03-Chap4-The Propagation of Light - OKfara latifa100% (2)
- Concept of Disaster Risk Reduction and ManagementDocument2 pagesConcept of Disaster Risk Reduction and ManagementPrincess BalquinNo ratings yet
- 5.1.HRM Issues-HR - Planning&RecruitmentDocument22 pages5.1.HRM Issues-HR - Planning&Recruitmentaci liuNo ratings yet
- Preconception Counselling PDFDocument4 pagesPreconception Counselling PDFponekNo ratings yet
- Magnetic Fields in Food Processing 4Document2 pagesMagnetic Fields in Food Processing 4PamilaNo ratings yet
- Institute of Technology Division of Civil Eng. Safety and Environment Protection Management BDC 323 2 CRHDocument81 pagesInstitute of Technology Division of Civil Eng. Safety and Environment Protection Management BDC 323 2 CRHKinfe Dufera Gonfa100% (1)
- Hilti Drywall Screws Technical DetailsDocument6 pagesHilti Drywall Screws Technical DetailsEssam Nabih YacoubNo ratings yet
- The Bhawanipur Education Society College Department of CommerceDocument3 pagesThe Bhawanipur Education Society College Department of CommerceAyush PathakNo ratings yet
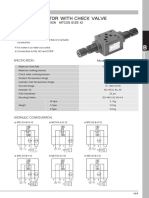
- MTC 03 W Throttle Check ValveDocument4 pagesMTC 03 W Throttle Check Valve박준용No ratings yet
- Drew Z CVDocument4 pagesDrew Z CVapi-483994460No ratings yet
- Quality Control TFDocument150 pagesQuality Control TFPrabhat Kumar100% (2)
- Embryology MCQ ReviewDocument58 pagesEmbryology MCQ ReviewAriba Asif100% (1)
- Criminal Justice Reform ActDocument5 pagesCriminal Justice Reform ActDNAinfoNewYork100% (1)
- ANT-ATR4517R10v06-2579 DatasheetDocument2 pagesANT-ATR4517R10v06-2579 DatasheetSilviuSNo ratings yet
- Paranthropology Journal of Anthropologic PDFDocument72 pagesParanthropology Journal of Anthropologic PDFCarlos José Lacava Fernández100% (1)
- Questionnaire On Consumer Buying Behaviour of Cosmetics PDFDocument15 pagesQuestionnaire On Consumer Buying Behaviour of Cosmetics PDFNishaNo ratings yet
- Foothills Boulevard Regional LandfillDocument2 pagesFoothills Boulevard Regional LandfillGage DhansawNo ratings yet
- God's Cure For The World'sDocument9 pagesGod's Cure For The World'svanNo ratings yet
- Isuzu Exp Ubs Workshop Manual Part 3Document20 pagesIsuzu Exp Ubs Workshop Manual Part 3hope100% (61)
- Iep-Case 8Document9 pagesIep-Case 8api-238729229No ratings yet
- Slide FlexusDocument13 pagesSlide FlexusAmin SanimanNo ratings yet
- "Body Ritual Among The Nacirema": MinerDocument7 pages"Body Ritual Among The Nacirema": MinerALLIA LOPEZNo ratings yet
- Sales Executives Promote Products and Services To Customers and Negotiate Contracts With The Aim of Maximising ProfitsDocument2 pagesSales Executives Promote Products and Services To Customers and Negotiate Contracts With The Aim of Maximising ProfitsNikhil MauryaNo ratings yet
- LABOR LAW I - Finals Case DigestsDocument8 pagesLABOR LAW I - Finals Case DigestsLDNo ratings yet
- Articulo 1 Indirect Ecological Interactions in The Rhizosphere PDFDocument28 pagesArticulo 1 Indirect Ecological Interactions in The Rhizosphere PDFRUBEN SANTIAGO ARIAS AGUDELONo ratings yet
- Hidden Valley Deed RestrictionsDocument2 pagesHidden Valley Deed Restrictionsapi-4678260460% (1)
- Stress Si RezilientaDocument14 pagesStress Si RezilientaAlina NeagoeNo ratings yet