Download as pdf or txt
You might also like
- Milling Steel Hawg - Cat. 4245 - Milwaukee - Taladro MagneticoDocument19 pagesMilling Steel Hawg - Cat. 4245 - Milwaukee - Taladro MagneticoOscar100% (1)
- Redscrew Twin Screw Disassembly Reassembly Manual WebDocument40 pagesRedscrew Twin Screw Disassembly Reassembly Manual WebOscarNo ratings yet
- SEMINARDocument11 pagesSEMINARCssusnejwhsNo ratings yet
- Expert Systems With Applications: Van Tung Tran, Bo-Suk YangDocument12 pagesExpert Systems With Applications: Van Tung Tran, Bo-Suk Yangcgarciag3250No ratings yet
- Analysis of The Condition Based Monitoring System For Heavy Industrial MachineriesDocument4 pagesAnalysis of The Condition Based Monitoring System For Heavy Industrial MachineriessebastianNo ratings yet
- Maintenance Decision-Making Support For Textile Machines: A Knowledge-Based Approach Using Fuzzy Logic and Vibration MonitoringDocument11 pagesMaintenance Decision-Making Support For Textile Machines: A Knowledge-Based Approach Using Fuzzy Logic and Vibration MonitoringsyakurNo ratings yet
- Condition Monitoring Systemsin Power Plantsto Determinethe Typeof Maintenance Using Multiple Typesof SensorsDocument9 pagesCondition Monitoring Systemsin Power Plantsto Determinethe Typeof Maintenance Using Multiple Typesof Sensorsandika surya hadiwinataNo ratings yet
- Applying Reliability Centered Maintenance RCM To Sampling Subsystem in Continuous Emission Monitoring SystemDocument9 pagesApplying Reliability Centered Maintenance RCM To Sampling Subsystem in Continuous Emission Monitoring SystemteguhNo ratings yet
- Maintenance Management of Tractors and Agricultural Machinery PDFDocument13 pagesMaintenance Management of Tractors and Agricultural Machinery PDFIg0r91100% (1)
- ACTIVIDAD1 - Practical Aspects of The Application of RCMDocument10 pagesACTIVIDAD1 - Practical Aspects of The Application of RCMeduardoperez.uniNo ratings yet
- SIMAP: Intelligent System For Predictive Maintenance Application To The Health Condition Monitoring of A Windturbine GearboxDocument17 pagesSIMAP: Intelligent System For Predictive Maintenance Application To The Health Condition Monitoring of A Windturbine GearboxGuilherme CuzzuolNo ratings yet
- Ojsadmin,+jarte 1-1 13740Document11 pagesOjsadmin,+jarte 1-1 13740HugoNo ratings yet
- Selection of Diagnostic Techniques and Instrumentation in A Predictive Maintenance Program. A Case StudyDocument17 pagesSelection of Diagnostic Techniques and Instrumentation in A Predictive Maintenance Program. A Case StudyDayan AGUILAR RINCONNo ratings yet
- Reliability-Centered Maintenance Planning Based On Computer-Aided FMEADocument7 pagesReliability-Centered Maintenance Planning Based On Computer-Aided FMEAAhmed El-FayoomiNo ratings yet
- IJETR031106Document5 pagesIJETR031106erpublicationNo ratings yet
- IJETR031103Document6 pagesIJETR031103erpublicationNo ratings yet
- Optimizing Maintenance Policies For A Yaw System Using Reliability-Centered Maintenance and Data-Driven Condition MonitoringDocument9 pagesOptimizing Maintenance Policies For A Yaw System Using Reliability-Centered Maintenance and Data-Driven Condition MonitoringclarkyeahNo ratings yet
- Analyse Plant and Equipment Condition Monitoring ResultsDocument9 pagesAnalyse Plant and Equipment Condition Monitoring Resultslabemanza03No ratings yet
- Reliability Centered Maintenance in Industrial Planning - A Case StudyDocument6 pagesReliability Centered Maintenance in Industrial Planning - A Case Studybirhan getayeNo ratings yet
- Predictive Maintenance in Intelligent-Control-Maintenance-Management System For Hydroelectric Generating UnitDocument8 pagesPredictive Maintenance in Intelligent-Control-Maintenance-Management System For Hydroelectric Generating UnitGabrielWalersonNo ratings yet
- Mca 27 00002Document21 pagesMca 27 00002Rittik Kumar NaskarNo ratings yet
- The Application of Reliability Centered Maintenance (RCM)Document6 pagesThe Application of Reliability Centered Maintenance (RCM)Ðian KpNo ratings yet
- Advances in Integrated Vehicle Health Monitoring S PDFDocument6 pagesAdvances in Integrated Vehicle Health Monitoring S PDFAdrian LojanoNo ratings yet
- Data-Driven Condition Monitoring of Mining Mobile Machinery in Non-Stationary Operations Using Wireless Accelerometer Sensor ModulesDocument17 pagesData-Driven Condition Monitoring of Mining Mobile Machinery in Non-Stationary Operations Using Wireless Accelerometer Sensor ModulessebastianNo ratings yet
- ВибрацияDocument11 pagesВибрацияmaratova.m98No ratings yet
- Compressor Health Monitoring Using IotDocument8 pagesCompressor Health Monitoring Using IotTJPRC PublicationsNo ratings yet
- Machine Condition Monitoring and Fault DiagnosticsDocument28 pagesMachine Condition Monitoring and Fault Diagnosticsزيد فؤاد اليافعيNo ratings yet
- Sciencedirect: Context Driven Remaining Useful Life EstimationDocument5 pagesSciencedirect: Context Driven Remaining Useful Life EstimationBlan JoesNo ratings yet
- Critical Aircraft Systems and Components-2023Document66 pagesCritical Aircraft Systems and Components-2023wakabafunds030No ratings yet
- Toward The Automation of Infrared Thermography Inspections For Industrial Maintenance ApplicationsDocument22 pagesToward The Automation of Infrared Thermography Inspections For Industrial Maintenance ApplicationsJoaquín MedinaNo ratings yet
- X Paper 19Document17 pagesX Paper 19mohdfirdausNo ratings yet
- 368 1425 1 PBDocument9 pages368 1425 1 PBKassahun AwokeNo ratings yet
- FMECA Analysis and Condition Monitoring of Critical Equipments in Super Thermal Power PlantDocument17 pagesFMECA Analysis and Condition Monitoring of Critical Equipments in Super Thermal Power PlantSasithorn KhamputNo ratings yet
- Iot Based Predicitive Maintenance Management of Medical EquipmentDocument12 pagesIot Based Predicitive Maintenance Management of Medical EquipmentdanilomnNo ratings yet
- A Review of Prognostics and Health Management of Machine ToolsDocument22 pagesA Review of Prognostics and Health Management of Machine ToolsAchraf KachafNo ratings yet
- Reliability Based Maintenance Strategy Selection in Process Plants: A Case StudyDocument8 pagesReliability Based Maintenance Strategy Selection in Process Plants: A Case StudyAline MariaNo ratings yet
- دراسة 1Document28 pagesدراسة 1SALIM HUSAYN AMBEEYAH ALOUKILINo ratings yet
- Paper On Evolution of Maintenance For FEAST On EITAC 2018 Conference - Eyoh Jerry1Document10 pagesPaper On Evolution of Maintenance For FEAST On EITAC 2018 Conference - Eyoh Jerry1Mohammad NajibullahNo ratings yet
- Energies 15 04705 v2Document18 pagesEnergies 15 04705 v218118135No ratings yet
- Sensors: Condition Assessment of Industrial Gas Turbine Compressor Using A Drift Soft Sensor Based in AutoencoderDocument14 pagesSensors: Condition Assessment of Industrial Gas Turbine Compressor Using A Drift Soft Sensor Based in AutoencoderMohamed Bin IerousNo ratings yet
- TPM RCMDocument15 pagesTPM RCMflih khadidjaNo ratings yet
- Affiliated To APJ Abdul Kalam Technological UniversityDocument19 pagesAffiliated To APJ Abdul Kalam Technological UniversitySHANASHIRIN CNo ratings yet
- Real-Time Control of Maintenance On Deteriorating Manufacturing SystemDocument6 pagesReal-Time Control of Maintenance On Deteriorating Manufacturing SystemPrince SharmaNo ratings yet
- FMEA CostDocument6 pagesFMEA CostNhan HuynhNo ratings yet
- Artículo 14Document36 pagesArtículo 14Juan Sebastian Ayllon ManriqueNo ratings yet
- A Hybrid Tree Sensor Network For Condition Monitoring System To Optimize Maintenance PolicyDocument8 pagesA Hybrid Tree Sensor Network For Condition Monitoring System To Optimize Maintenance Policytomo tomoNo ratings yet
- Evaluation of Machine DowntimeDocument5 pagesEvaluation of Machine DowntimeRickle Vincent PilongoNo ratings yet
- Applying Predictive Maintenance Techniques To Utility SystemsDocument0 pagesApplying Predictive Maintenance Techniques To Utility SystemsAbdan ShidqiNo ratings yet
- Predictive Maint IJESIT201406 17Document12 pagesPredictive Maint IJESIT201406 17No NameNo ratings yet
- MACD Promo EmersonZoneSafety WP JR 08202019Document5 pagesMACD Promo EmersonZoneSafety WP JR 08202019Khor Tze MingNo ratings yet
- Accepted Manuscript: Computers & Industrial EngineeringDocument19 pagesAccepted Manuscript: Computers & Industrial EngineeringDayan AGUILAR RINCONNo ratings yet
- Intelligent Automation Systems For Predictive Maintenance: A Case StudyDocument7 pagesIntelligent Automation Systems For Predictive Maintenance: A Case StudyMerouane AmraouiNo ratings yet
- Predictive Maintenance of Rotating Equipment.: White PaperDocument18 pagesPredictive Maintenance of Rotating Equipment.: White PaperzufriateguiNo ratings yet
- IJTIR Article 201307003Document24 pagesIJTIR Article 201307003revange2112No ratings yet
- Case Study UTAD - ENDocument3 pagesCase Study UTAD - ENgranados.saderNo ratings yet
- CIGRE 2018 Paris - Letal, Sedding, Sasic, HusnjakDocument11 pagesCIGRE 2018 Paris - Letal, Sedding, Sasic, HusnjakKashif AshrafNo ratings yet
- Fault Classification in Three-Phase Motors Based On Vibration Signal Analysis and Artificial Neural NetworksDocument19 pagesFault Classification in Three-Phase Motors Based On Vibration Signal Analysis and Artificial Neural NetworksEd snowdenNo ratings yet
- Short and Long Forecast To ImplemenDocument9 pagesShort and Long Forecast To ImplemenjoaoramossousaNo ratings yet
- Computers & Industrial Engineering: Anish Sachdeva, Dinesh Kumar, Pradeep KumarDocument13 pagesComputers & Industrial Engineering: Anish Sachdeva, Dinesh Kumar, Pradeep KumarVikrant AggarwalNo ratings yet
- Ageing Management and Long Term Operation of Nuclear Power Plants: Data Management, Scope Setting, Plant Programmes and DocumentationFrom EverandAgeing Management and Long Term Operation of Nuclear Power Plants: Data Management, Scope Setting, Plant Programmes and DocumentationNo ratings yet
- Safe Use of Smart Devices in Systems Important to Safety in Nuclear Power PlantsFrom EverandSafe Use of Smart Devices in Systems Important to Safety in Nuclear Power PlantsNo ratings yet
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- GNSP10B Vacuum Pump User ManualDocument81 pagesGNSP10B Vacuum Pump User ManualOscarNo ratings yet
- ABB Greensboro ISO 9001-2000 CertificateDocument1 pageABB Greensboro ISO 9001-2000 CertificateOscarNo ratings yet
- API - 2550 - Medicion y Calibracion de Tanques Table III - Espanol Rev.1Document4 pagesAPI - 2550 - Medicion y Calibracion de Tanques Table III - Espanol Rev.1OscarNo ratings yet
- Stanwade Tanks 2010Document52 pagesStanwade Tanks 2010OscarNo ratings yet
- Iso 20816 2 2017 en PDFDocument11 pagesIso 20816 2 2017 en PDFOscar0% (1)
- TB Woods Dura Flex P 1690 TBWDocument104 pagesTB Woods Dura Flex P 1690 TBWOscarNo ratings yet
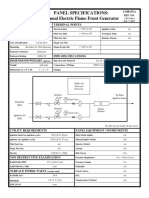
- Panel Specifications: Manual Electric Flame Front Generator: CoronaDocument1 pagePanel Specifications: Manual Electric Flame Front Generator: CoronaOscarNo ratings yet
- Redscrew Twin Screw Product Brochure WebDocument20 pagesRedscrew Twin Screw Product Brochure WebOscarNo ratings yet
- Redscrew Twin Screw Iom RSW 10000 E 01 WebDocument12 pagesRedscrew Twin Screw Iom RSW 10000 E 01 WebOscarNo ratings yet
- Tachometer Extech - IR461893 - 1007653Document1 pageTachometer Extech - IR461893 - 1007653OscarNo ratings yet