Download as pdf or txt
You might also like
- Turbo Expander PDFDocument105 pagesTurbo Expander PDFwqs_1960% (5)
- Advanced Vibration Analysis On Gear Box TrainDocument25 pagesAdvanced Vibration Analysis On Gear Box TrainmitrachintuNo ratings yet
- Advanced Vibration Analysis On Gear Box TrainDocument25 pagesAdvanced Vibration Analysis On Gear Box Trainoded98100% (1)
- Examples of Balancing Method - Four-Run and Least-Squares Influence CoefficientsDocument44 pagesExamples of Balancing Method - Four-Run and Least-Squares Influence CoefficientsNguyen Anh TuNo ratings yet
- EECS240 - Spring 2008 Comparator Gain-Bandwidth: Lecture 20: ComparatorsDocument4 pagesEECS240 - Spring 2008 Comparator Gain-Bandwidth: Lecture 20: ComparatorsnadeemjuttNo ratings yet
- Goulds Pumps: G&L Series Model SSVDocument56 pagesGoulds Pumps: G&L Series Model SSVkatherine MerchanNo ratings yet
- Kaplan Design TueDocument45 pagesKaplan Design Tuelucas.barravaiteNo ratings yet
- Application of Star-Ccm+ To Turbocharger Modeling at Borgwarner Turbo SystemsDocument40 pagesApplication of Star-Ccm+ To Turbocharger Modeling at Borgwarner Turbo SystemsAdna ŠestićNo ratings yet
- Kaplan Design WedDocument48 pagesKaplan Design WedNathan ThomsonNo ratings yet
- Study CaseDocument23 pagesStudy CaseWidya PermonoNo ratings yet
- CaseStudy Turbo ExpanderCompressorActiveMagneticBearingTripsReduction PDFDocument23 pagesCaseStudy Turbo ExpanderCompressorActiveMagneticBearingTripsReduction PDFWidya PermonoNo ratings yet
- Pump Sizing Calculations vII123Document8 pagesPump Sizing Calculations vII123H VNo ratings yet
- Gearbox Bull Gear High Vibration Due To Fluid InstabilityDocument26 pagesGearbox Bull Gear High Vibration Due To Fluid InstabilitySasi NimmakayalaNo ratings yet
- PVP 23-33Document10 pagesPVP 23-33ahmed.abdelhameedNo ratings yet
- TS 100-1-2 2 PDFDocument76 pagesTS 100-1-2 2 PDFHamnah HosanyNo ratings yet
- Analyzing and Resolving An ID Fan Failure Due To Torsional VibrationDocument16 pagesAnalyzing and Resolving An ID Fan Failure Due To Torsional Vibrationsatya krishna chagantiNo ratings yet
- CST09 PDFDocument18 pagesCST09 PDFChristopher Garcia100% (1)
- Group 3 Tests and Adjustments Group 3 Tests and AdjustmentsDocument12 pagesGroup 3 Tests and Adjustments Group 3 Tests and AdjustmentsTaha RdmanNo ratings yet
- Design of Experiment and Taguchi Method Application in Analysis of Gear Oil Pump Flow CapacityDocument8 pagesDesign of Experiment and Taguchi Method Application in Analysis of Gear Oil Pump Flow CapacityPipirikiNo ratings yet
- Design and Flow Analysis in Micro Jet Turbine Engine: Guide: MRDocument30 pagesDesign and Flow Analysis in Micro Jet Turbine Engine: Guide: MRkrishnaNo ratings yet
- 1 Engine Types and OperationDocument57 pages1 Engine Types and OperationAnas AsifNo ratings yet
- KM Labobar-Late Comb UstionDocument34 pagesKM Labobar-Late Comb UstionAliyyusSya'niNo ratings yet
- Gearbox Vibration - Fact or FictionDocument9 pagesGearbox Vibration - Fact or Fictioneko bagus sunaryoNo ratings yet
- 200706-PD-Overview-for Distributor TrainingDocument96 pages200706-PD-Overview-for Distributor TrainingChester Dalitso MwanzaNo ratings yet
- 320B & 320B L TRACK-TYPE EXCAVATORS 6CR00001-UP (MACHINE) POWERED BY 3066 ENGINE (XEBP7645 - 03) - DocumentaciónDocument6 pages320B & 320B L TRACK-TYPE EXCAVATORS 6CR00001-UP (MACHINE) POWERED BY 3066 ENGINE (XEBP7645 - 03) - Documentaciónjohana ruiz cervantesNo ratings yet
- Toric Calculator V2.0 HengDocument1 pageToric Calculator V2.0 Hengdr.mannNo ratings yet
- Engine ParametersDocument27 pagesEngine ParametersTrần Đại NamNo ratings yet
- Lab 1 ReportDocument6 pagesLab 1 ReportStephen JonesNo ratings yet
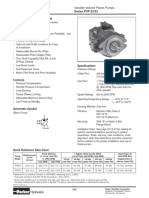
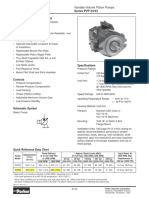
- Performance Information: Series PVP 23/33 Technical InformationDocument10 pagesPerformance Information: Series PVP 23/33 Technical InformationhaggNo ratings yet
- Power Performance - Power at Sea Level and Altitudes: ObjectivesDocument13 pagesPower Performance - Power at Sea Level and Altitudes: ObjectivesNino TabigueNo ratings yet
- Engine ParametersDocument27 pagesEngine ParametersAnas AlbasarhNo ratings yet
- 555 TimerDocument25 pages555 TimerDr-Muhammad Aqeel AslamNo ratings yet
- Sample Vibration Assessment Analysis Report PDFDocument10 pagesSample Vibration Assessment Analysis Report PDFmahreza189No ratings yet
- Class 11Document51 pagesClass 11shivaharshNo ratings yet
- IPC Medium-Pressure Internal Gear Pumps: Technical Data SheetDocument20 pagesIPC Medium-Pressure Internal Gear Pumps: Technical Data SheetNutrición SaludableNo ratings yet
- Kaplan Design WedDocument48 pagesKaplan Design WedIvan Batistic BeloNo ratings yet
- Wel Come To Our Presentation On Manufacturing and Testing of Over Flow Type Treadle PumpDocument33 pagesWel Come To Our Presentation On Manufacturing and Testing of Over Flow Type Treadle PumpKirubel MogesNo ratings yet
- ESP - Artificial LiftDocument46 pagesESP - Artificial LiftAYUNo ratings yet
- Axial Piston Variable Motor AA6VM Series 63 Americas: RE-A 91604/08.2016, Bosch Rexroth CorpDocument34 pagesAxial Piston Variable Motor AA6VM Series 63 Americas: RE-A 91604/08.2016, Bosch Rexroth CorpLUIS SANCHEZ SANZCHEZNo ratings yet
- Performance Report SBTDocument3 pagesPerformance Report SBTOscar SandovalNo ratings yet
- Lec 3 - Engine ParametersDocument26 pagesLec 3 - Engine ParametersGODNo ratings yet
- High-Pressure Internal Gear Pumps Technical Data SheetDocument14 pagesHigh-Pressure Internal Gear Pumps Technical Data Sheetabdelhanin bouzianeNo ratings yet
- Spe 125644 MSDocument10 pagesSpe 125644 MSAT8iNo ratings yet
- Modeling Vibration and Noise in A Gearbox: Created in COMSOL Multiphysics 5.6Document48 pagesModeling Vibration and Noise in A Gearbox: Created in COMSOL Multiphysics 5.6Soumya ChaphaleNo ratings yet
- Managed Pressure Drilling StatoilDocument37 pagesManaged Pressure Drilling StatoilWaleed Barakat Maria100% (1)
- Effective Procedure For Turbomachinery Field BalanceDocument16 pagesEffective Procedure For Turbomachinery Field BalanceReyes SanchezNo ratings yet
- Problem Set 9-Chapter 15 - Spur Gears-Selected Problems PDFDocument33 pagesProblem Set 9-Chapter 15 - Spur Gears-Selected Problems PDFCris ArroyoNo ratings yet
- HCCI and Stratified-Charge CI Engine Combustion Research: Sandia National LaboratoriesDocument18 pagesHCCI and Stratified-Charge CI Engine Combustion Research: Sandia National Laboratoriesudaysinh0032878No ratings yet
- Drooping Curve of Two Stage PumpDocument33 pagesDrooping Curve of Two Stage PumpPUMPSNo ratings yet
- GSL Actuator Sizing Calculation PDFDocument1 pageGSL Actuator Sizing Calculation PDFAnonymous yQ7SQrNo ratings yet
- Pure Axial Flow With Aerofoil Theory .: Kaplan TurbineDocument26 pagesPure Axial Flow With Aerofoil Theory .: Kaplan TurbineXADA YADANo ratings yet
- PVT ExpressDocument28 pagesPVT ExpressAlbertoNo ratings yet
- Centrifuge ComparisonDocument6 pagesCentrifuge ComparisonRicardo VillarNo ratings yet
- Compressor Specifications H2DA124DBELDocument1 pageCompressor Specifications H2DA124DBELCarlos José CastorinaNo ratings yet
- 132kv Grid Station FNF, SheikhupuraDocument18 pages132kv Grid Station FNF, Sheikhupurasyed waheedNo ratings yet
- 2UZ FE - Engine Description PDFDocument2 pages2UZ FE - Engine Description PDFbob loblawNo ratings yet
- Cep 1 PDFDocument17 pagesCep 1 PDFNisha YadavNo ratings yet
- Design Consideration of Gas TurbineDocument155 pagesDesign Consideration of Gas Turbinecosta59dac9242No ratings yet
- Southern Marine Engineering Desk Reference: Second Edition Volume IFrom EverandSouthern Marine Engineering Desk Reference: Second Edition Volume INo ratings yet