Download as pdf or txt
You might also like
- How to Rebuild & Modify Rochester Quadrajet CarburetorsFrom EverandHow to Rebuild & Modify Rochester Quadrajet CarburetorsRating: 5 out of 5 stars5/5 (2)
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- Canting KeelDocument7 pagesCanting KeelrafaelcaseiroNo ratings yet
- Thrust Free Tailbar For Mill DriveDocument3 pagesThrust Free Tailbar For Mill Driveanwar mughalNo ratings yet
- Design Basic of Industrial Gear BoxesDocument84 pagesDesign Basic of Industrial Gear Boxesalfatih1407497100% (2)
- Tuerich PDFDocument9 pagesTuerich PDFarda akkayaNo ratings yet
- Large Gear ConstructionDocument7 pagesLarge Gear ConstructionozbeymNo ratings yet
- Rules PDFDocument9 pagesRules PDFLibardo Cardenas PNo ratings yet
- Single or Double Helical GearDocument7 pagesSingle or Double Helical Gearhumayun121No ratings yet
- Gorge LsDocument8 pagesGorge LsdanvicNo ratings yet
- Gears HoningDocument7 pagesGears Honingsav33No ratings yet
- MAAG Turbo Planetary Gear UnitsDocument5 pagesMAAG Turbo Planetary Gear Unitssuna06m6403No ratings yet
- A Crowning Achievement For Automotive ApplicationsDocument10 pagesA Crowning Achievement For Automotive ApplicationsCan CemreNo ratings yet
- Super Finishing of Gear Tooth Profile Using Profile GrindingDocument8 pagesSuper Finishing of Gear Tooth Profile Using Profile GrindingTJPRC PublicationsNo ratings yet
- Pages From MASTER - Publications-4Document1 pagePages From MASTER - Publications-4gioNo ratings yet
- Shaving PDFDocument8 pagesShaving PDFd_a0nNo ratings yet
- Improved Method Evaluates Deflection Performance of Bent Housing Motors - Print This PageDocument7 pagesImproved Method Evaluates Deflection Performance of Bent Housing Motors - Print This PageJames PassNo ratings yet
- 10 Development of A High Performance Centrifugal Compressor Using A 3D Inverse Design TechniqueDocument11 pages10 Development of A High Performance Centrifugal Compressor Using A 3D Inverse Design TechniqueSubhash PadmanabhanNo ratings yet
- Karpuschewski2018 ReferenceWorkEntry GearGrindingDocument9 pagesKarpuschewski2018 ReferenceWorkEntry GearGrindingسید مرتضی حسینیNo ratings yet
- Gear Cutting Grinding and Measuring MethodsDocument15 pagesGear Cutting Grinding and Measuring Methodshumayun121No ratings yet
- An Efficient Spur Gear Shaping Method Based On Homogenizing Cutting Area Through Variational Circular Feed RateDocument13 pagesAn Efficient Spur Gear Shaping Method Based On Homogenizing Cutting Area Through Variational Circular Feed RateTemesgen HenokNo ratings yet
- Shaping Breakthrough: Eliminating Mechanical Guides To Take Time and Cost Out of Helical Gear ProductionDocument6 pagesShaping Breakthrough: Eliminating Mechanical Guides To Take Time and Cost Out of Helical Gear ProductionSanjay MehrishiNo ratings yet
- Optimizing Gear Geometry For Minimum Transmission Error, Mesh Friction Losses and Scuffing Risk Through Computer - Aided EngineeringDocument10 pagesOptimizing Gear Geometry For Minimum Transmission Error, Mesh Friction Losses and Scuffing Risk Through Computer - Aided EngineeringGoffardNo ratings yet
- Deformation of Gear Teeth and RotorsDocument7 pagesDeformation of Gear Teeth and Rotorshumayun121No ratings yet
- Grinding Shaving Cutters & Rolling Dies by CBN WheelsDocument15 pagesGrinding Shaving Cutters & Rolling Dies by CBN Wheelshumayun121No ratings yet
- Gear Backlash - KHK GearsDocument7 pagesGear Backlash - KHK Gearsadhytia farma arsalNo ratings yet
- An Efficient Spur Gear Shaping Method Based On Homogenizing Cutting Area Through Variational Circular Feed RateDocument15 pagesAn Efficient Spur Gear Shaping Method Based On Homogenizing Cutting Area Through Variational Circular Feed RateTemesgen HenokNo ratings yet
- A General Discussion of Gear ConfigurationsDocument14 pagesA General Discussion of Gear ConfigurationsAnonymous kHYFVEONo ratings yet
- Calculation of The Tooth Root Load Carrying Capacity of Beveloid GearsDocument10 pagesCalculation of The Tooth Root Load Carrying Capacity of Beveloid GearsdineshkshirsagarNo ratings yet
- Update On JHEP SAG Mill Drive SelectionDocument20 pagesUpdate On JHEP SAG Mill Drive SelectionZiggy GregoryNo ratings yet
- New Gear Locking Design in Synchromesh Gearbox Which Reduces Gear Shift EffortDocument8 pagesNew Gear Locking Design in Synchromesh Gearbox Which Reduces Gear Shift EffortsamanaveenNo ratings yet
- Development of Reciprocating Parts and Crankshaft in Honda's Third Formula One EraDocument10 pagesDevelopment of Reciprocating Parts and Crankshaft in Honda's Third Formula One EraBlaze123xNo ratings yet
- GearboxDocument5 pagesGearboxakshaybj4396100% (1)
- High Speed Helical GearsDocument0 pagesHigh Speed Helical GearsAnibal Rios100% (1)
- How To Spec A Mill GearDocument8 pagesHow To Spec A Mill GearawfahaddadinNo ratings yet
- Harmonic DriveDocument52 pagesHarmonic DriveRahul TanwarNo ratings yet
- Space Lubrication and Performance of Harmonic Drive GearsDocument8 pagesSpace Lubrication and Performance of Harmonic Drive GearsyayichangNo ratings yet
- Cylindrical Gear Conversions - AGMA To ISO - Gear Solutions Magazine Your Resource To The Gear IndustryDocument11 pagesCylindrical Gear Conversions - AGMA To ISO - Gear Solutions Magazine Your Resource To The Gear Industrymahaprabhu78No ratings yet
- DieselNet Technology GuideDocument5 pagesDieselNet Technology Guidealoksemail2011No ratings yet
- Non-Circular Grinding of Backup Rolls To Reduce Rolling Force VariationDocument12 pagesNon-Circular Grinding of Backup Rolls To Reduce Rolling Force VariationAli RayyaNo ratings yet
- Conversions Agm A To I SoDocument9 pagesConversions Agm A To I SoKarthikeyan NatarajanNo ratings yet
- Open Ended LabDocument7 pagesOpen Ended LabSaad AliKhanNo ratings yet
- Gear Manufacturing MethodDocument89 pagesGear Manufacturing MethodRamalingam AlagarajaNo ratings yet
- GearDocument13 pagesGearAditya TanwarNo ratings yet
- Face Gears: Geometry and Strength: Ulrich Kissling and Stefan BeermannDocument8 pagesFace Gears: Geometry and Strength: Ulrich Kissling and Stefan BeermannosaniamecNo ratings yet
- DEC - 10 - RAJIV - PAPER Geearless Vs Geared Mill Drives PROCEMINDocument12 pagesDEC - 10 - RAJIV - PAPER Geearless Vs Geared Mill Drives PROCEMINPeluche de PapelNo ratings yet
- Contemporary Crankshaft DesignDocument14 pagesContemporary Crankshaft DesignAbdulrahman AlkhowaiterNo ratings yet
- 70 Ijmperdapr201870Document8 pages70 Ijmperdapr201870TJPRC PublicationsNo ratings yet
- Shaft Diameter PDFDocument8 pagesShaft Diameter PDFrusruleti100% (1)
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsFrom EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsRating: 4 out of 5 stars4/5 (1)
- Southern Marine Engineering Desk Reference: Second Edition Volume IiFrom EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IiNo ratings yet
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Farm Machinery - Tractors - A Collection of Articles on the Operation, Mechanics and Maintenance of TractorsFrom EverandFarm Machinery - Tractors - A Collection of Articles on the Operation, Mechanics and Maintenance of TractorsNo ratings yet
- Hybrid Systems Based on Solid Oxide Fuel Cells: Modelling and DesignFrom EverandHybrid Systems Based on Solid Oxide Fuel Cells: Modelling and DesignNo ratings yet
- Bearings: A Tribology HandbookFrom EverandBearings: A Tribology HandbookM. J. NealeRating: 3 out of 5 stars3/5 (8)
- Internal Combustion Engine Bearings Lubrication in Hydrodynamic BearingsFrom EverandInternal Combustion Engine Bearings Lubrication in Hydrodynamic BearingsNo ratings yet
- Performance-Based Gear Metrology: Kinematic - Transmission - Error Computation and DiagnosisFrom EverandPerformance-Based Gear Metrology: Kinematic - Transmission - Error Computation and DiagnosisNo ratings yet
- Producto Academico 2 Conversation ClassDocument8 pagesProducto Academico 2 Conversation Classangel pinto100% (1)
- Part Book d6r2 STD, XL & LGP - Sss - TTT - PPP - Sebp7236-16Document1,173 pagesPart Book d6r2 STD, XL & LGP - Sss - TTT - PPP - Sebp7236-16otnielfredericNo ratings yet
- CAT HammersDocument236 pagesCAT HammersJUAN PABLO ACOSTANo ratings yet
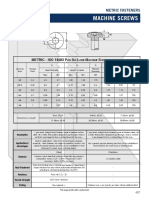
- Screw, ISO 14583, PAN, Metric, TorxDocument1 pageScrew, ISO 14583, PAN, Metric, TorxDerekNo ratings yet
- Hydraulic Power Unit Local Control Cubicle: LEN-CK-1-03 AR-ALLDocument9 pagesHydraulic Power Unit Local Control Cubicle: LEN-CK-1-03 AR-ALLLy Thanh HaNo ratings yet
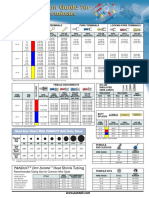
- Panduit: Ring Terminals Fork Terminals Locking Fork TerminalsDocument2 pagesPanduit: Ring Terminals Fork Terminals Locking Fork TerminalsMarius BudauNo ratings yet
- RE GW3 - Chapter 4Document15 pagesRE GW3 - Chapter 4hoquangloi789No ratings yet
- cr01 Manual Uk PDFDocument24 pagescr01 Manual Uk PDFravellNo ratings yet
- Baby Lock Triumph BLETS8 Sewing Machine Service ManualDocument27 pagesBaby Lock Triumph BLETS8 Sewing Machine Service ManualiliiexpugnansNo ratings yet
- HydrocarbonDocument17 pagesHydrocarbonlalitkumarNo ratings yet
- Pile Foundation: by Aditya Raghaw Singh 5 Sem. B.Arch (I.D.) Construction-Pile Foundation PPT P.I.A.D.S., NagpurDocument11 pagesPile Foundation: by Aditya Raghaw Singh 5 Sem. B.Arch (I.D.) Construction-Pile Foundation PPT P.I.A.D.S., NagpurpriyaNo ratings yet
- WPCE Enviro™ Wireline Grease Injection Control HeadDocument2 pagesWPCE Enviro™ Wireline Grease Injection Control HeadwillyrozoNo ratings yet
- ALP Striker Specifications - PortraitDocument1 pageALP Striker Specifications - PortraitluciannuNo ratings yet
- ESD@ Dispatch PlanDocument251 pagesESD@ Dispatch PlanSubhash ReddyNo ratings yet
- Ut-Soldadura SimbolosDocument5 pagesUt-Soldadura Simbolosluisescamilla.oviaraNo ratings yet
- Z500 CatalogDocument45 pagesZ500 CatalogГалина КарташоваNo ratings yet
- Steel PR 8Document48 pagesSteel PR 8Fraz AliNo ratings yet
- VT2814B Eng 01 953722Document2 pagesVT2814B Eng 01 953722Memeng 51No ratings yet
- Pipe Wall Thickness CHARTDocument1 pagePipe Wall Thickness CHARTabbey_josephNo ratings yet
- Data Sheet: Impulse Valve Pneumatic Operator (Ivpo) KitDocument2 pagesData Sheet: Impulse Valve Pneumatic Operator (Ivpo) KitAnoirNo ratings yet
- (Refer Page 5) HPLC - Access - Cat - 2013 - ValvesDocument6 pages(Refer Page 5) HPLC - Access - Cat - 2013 - ValvesNitin KurupNo ratings yet
- Accessories For Orbital Welding: WIG 10/175 Tungsten Electrode GrinderDocument2 pagesAccessories For Orbital Welding: WIG 10/175 Tungsten Electrode GrinderBudiNo ratings yet
- Specs PR-SDQ MSN 24022 (1) - 6Document13 pagesSpecs PR-SDQ MSN 24022 (1) - 6eddy eddyNo ratings yet
- Annexure-I For SPCPL-RW-PPP-0720-332 PDFDocument1 pageAnnexure-I For SPCPL-RW-PPP-0720-332 PDFWASIM MAKANDARNo ratings yet
- Scania P410 Cylinder BlockDocument3 pagesScania P410 Cylinder BlockNEKHIL MATTAA25% (4)
- Nichols Brosch Wurst Wolfe: The WynhouseDocument53 pagesNichols Brosch Wurst Wolfe: The Wynhousethe next miamiNo ratings yet
- SM - Sheet 5 - Q PDFDocument2 pagesSM - Sheet 5 - Q PDFlovely_mhmdNo ratings yet
- CH-1 Introduction To Design of Machine Elements: Iot, Coe Department of Mechanical EngineeringDocument16 pagesCH-1 Introduction To Design of Machine Elements: Iot, Coe Department of Mechanical EngineeringBK MKNo ratings yet
- Cable Tray Ladder SLU Type NOBI SeriesDocument12 pagesCable Tray Ladder SLU Type NOBI SeriestRiaS eGanTeaNo ratings yet