Professional Documents
Culture Documents
Manual Catalog
Manual Catalog
Uploaded by
Aycan AhmedovOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Manual Catalog
Manual Catalog
Uploaded by
Aycan AhmedovCopyright:
Available Formats
MODEL
NOVATIG 203 PULSE PFC
INSTRUCTION MANUAL
for installation,
use and maintenance
of welding
machines.
Original instructions in Italian.
Please keep for future use.
1.995.226 EN - Rev. 1.1
NOVATIG 203 PULSE PFC
Contents
1. PREFACE 4
1.1. PURPOSE OF THE INSTRUCTION MANUAL FOR USE AND MAINTENANCE 4
1.2. RECIPIENTS 4
1.3. STORAGE OF THE INSTRUCTION MANUAL 5
1.4. UPDATING THE INSTRUCTION MANUAL 5
1.5. HOW TO READ THE INSTRUCTION MANUAL 5
1.6. TERMS, SYMBOLS AND PICTOGRAMS 5
2. GENERAL INFORMATION 6
2.1. MANUFACTURER IDENTIFICATION DATA 6
2.2. MACHINE IDENTIFICATION DATA AND PLATES 6
2.3. DECLARATIONS OF CONFORMITY 7
2.4. SAFETY STANDARDS 7
2.5. INFORMATION ON TECHNICAL ASSISTANCE 7
2.6. PREPARATION BY THE CUSTOMER 8
3. SAFETY 8
3.1. GENERAL SAFETY WARNINGS 8
3.2. INTENDED USE 13
3.3. CONTRAINDICATIONS FOR USE 13
3.4. HAZARDOUS AREAS 13
3.5. SAFETY DEVICES 13
3.6. SIGNS 14
3.7. RESIDUAL RISKS 15
4. INSTALLATION 15
4.1. SHIPPING 15
4.2. PACKAGING 15
4.3. MACHINE RECEIPT 15
4.4. HANDLING AND LIFTING 16
4.5. UNPACKING 16
4.6. STORAGE 17
4.7. PREPARATIONS 17
4.8. ASSEMBLY/POSITIONING 18
4.9. CONNECTIONS 18
4.10. PRELIMINARY CHECKS 19
5. MACHINE DESCRIPTION 19
5.1. OPERATING PRINCIPLE 19
5.2. FEATURES AND MAIN COMPONENTS 19
5.3. ENVIRONMENTAL CONDITIONS 20
5.4. LIGHTING 20
5.5. VIBRATIONS 20
5.6. NOISE 20
5.7. TECHNICAL SPECIFICATIONS 20
2 1.995.226 EN - Rev. 1.1
NOVATIG 203 PULSE PFC
6. MACHINE USE 22
6.1. MACHINE LAYOUT DESCRIPTION 22
6.1.1. Layout for the front and rear panel 22
6.1.2. Further Controls Explained 22
6.2. POWER SUPPLY INPUT CONNECTION 24
6.3. INSTALLATION & OPERATION FOR MMA WELDING 24
6.3.1. Set up installation for MMA Welding 24
6.3.2. Operation for MMA Welding 25
6.4. INSTALLATION & OPERATION FOR TIG WELDING 25
6.4.1. Set up installation for TIG Welding 25
6.4.2. Operation for TIG Welding 26
6.4.3. Remote current control 26
6.5. REMOTE CONTROL CONFIGURATION 27
6.5.1. Wireless remote control Configuration 27
6.5.2. Wire foot pedal Configuration 28
6.6. START-UP 29
6.7. NORMAL STOP 29
6.8. DECOMMISSIONING 29
7. MAINTENANCE 30
7.1. MACHINE ISOLATION 30
7.2. SPECIAL PRECAUTIONS 30
7.3. CLEANING 30
7.4. ROUTINE MAINTENANCE 30
7.5. WELDING MACHINE REPAIRS 31
7.6. DIAGNOSTICS AND TROUBLESHOOTING 32
8. ACCESSORIES AND SPARE PARTS 33
8.1. CUSTOMER SERVICE 33
8.2. SPARE PARTS 33
9. ADDITIONAL INSTRUCTIONS 33
9.1. WASTE DISPOSAL 33
9.2. DECOMMISSIONING AND DISMANTLING 33
10. ANNEXES 35
10.1. WIRING DIAGRAMS 35
10.2. SPARE PARTS 36
1.995.226 EN - Rev. 1.1 3
NOVATIG 203 PULSE PFC
1. PREFACE THE OFFICIAL LANGUAGE CHOSEN BY THE MANU-
FACTURER IS ITALIAN. The manufacturer cannot be
held liable for translations in other languages that do
1.1. PURPOSE OF THE INSTRUCTION not conform to the original meaning (ORIGINAL IN-
MANUAL FOR USE AND MAINTENANCE STRUCTIONS).
This manual has been designed to provide the user
with general knowledge of the machine and to allow
it to be used safely. 1.2. RECIPIENTS
This instruction manual is an integral part of the ma-
This Instruction Manual is intended for the installer,
chine and has the purpose of providing all the infor-
the operator/user, the system manager, the system
mation necessary to ensure:
safety manager and the qualified or qualified and au-
1. safe handling of the machine, either packaged
thorised technician authorised to maintain the ma-
and unpackaged;
chine.
2. correct machine installation;
3. knowledge of the technical specifications of the
INSTALLER: Technician authorised by the manufac-
machine;
turer and expert in handling, installation, connection
4. thorough understanding of machine operations
and adjustment of the machine.
and limitations;
5. indication of the qualifications and specific train-
OPERATOR/USER: This is the person in charge of us-
ing required of those operating and carrying out
ing the machine and cleaning it.
maintenance work on the machine
6. in-depth knowledge of its intended, unforeseen
PLANT MANAGER: The individual who makes the
and prohibited uses;
adjustments and the programming.
7. its proper and safe use;
8. how to carry out correct and safe maintenance
PLANT SAFETY MANAGER: Person responsible for
and repair operations;
verifying that all applicable safety regulations and
9. technical assistance and management of spare
the provisions set out in this manual are observed.
parts;
10. disposal of waste produced by the machine;
QUALIFIED TECHNICIAN: Qualified person who, by
11. the safe dismantling of the machine in accord-
virtue of an accurate technical knowledge of the ma-
ance with applicable regulations to protect work-
chine and all the safety procedures, performs ordi-
ers’ health and the environment.
nary maintenance and minor repairs.
This document assumes that the applicable occu-
pational health & safety and hygiene regulations
QUALIFIED AND AUTHORISED TECHNICIAN: High-
are complied with at the site where the machine
ly qualified person, trained and authorised by the
will be used.
manufacturer to make significant adjustments and
extraordinary maintenance or repairs during the war-
IMPORTANT: Those in charge have the respon-
ranty period.
sibility, in accordance with current legislation,
to carefully read the contents of this Instruction
EXPOSED PERSON: Any person who is wholly or
Manual and ensure that operators and mainte-
partly in a dangerous area (near the machine and ex-
nance personnel read the parts relevant to them.
posed to risk due to his or her safety).
The customer has the responsibility to make sure
The machine is intended for industrial use, so its use
that, if this document is modified by the Manufactur-
is strictly for qualified, skilled technical personnel, in
er, only the updated versions of the manual are actu-
particular those:
ally present at the workplace.
•• over 18 years of age;
The instructions, documentation and drawings
•• physically and psychologically capable of per-
found in this Manual are of a confidential technical
forming particularly difficult technical work;
nature and strictly the property of the Manufactur-
•• sufficiently trained to use the machine and carry
er, therefore, aside from the purpose for which it was
out maintenance work on it;
produced, any reproduction in whole or in part of the
•• deemed suitable for carrying out the task entrust-
contents and/or format must have the prior consent
ed to them by their employer;
of the Manufacturer.
4 1.995.226 EN - Rev. 1.1
NOVATIG 203 PULSE PFC
•• capable of comprehending and interpreting the 1.5. HOW TO READ THE INSTRUCTION
operator manual and the safety instructions;
MANUAL
•• familiar with the emergency procedures and how
to implement them; The Manual is split into chapters, each one dedicated
•• have understood the operational procedures es- to a specific category of information addressed to the
tablished by the machine's Manufacturer. personnel for whom the relevant qualifications have
been defined.
To facilitate immediate comprehension of the text,
1.3. STORAGE OF THE INSTRUCTION terms, abbreviations and pictograms are used, the
meanings of which can be found in Paragraph 1.6.
MANUAL
The Instruction Manual must be carefully stored and
must accompany the machine each time it changes 1.6. TERMS, SYMBOLS AND PICTO-
hands throughout its life cycle.
GRAMS
It should be kept in good condition by handling it
with care, with clean hands, and not placing it on To highlight parts of text of significant importance
dirty surfaces. the following symbols were adopted:
Parts of the manual must not be removed, torn or
changed. ATTENTION: Indicates the need to adopt appropri-
The Manual should be kept close to the machine to ate behaviours so as not to put people's health and
which it refers in an environment free from humidity safety at risk and not to cause damage to the ma-
and heat. chine or the environment.
HAZARD: Indicates situations of serious danger that
1.4. UPDATING THE INSTRUCTION can seriously endanger the health and safety of peo-
ple.
MANUAL
The Manufacturer is only liable for the Instructions IMPORTANT: Indicates technical information of par-
issued and validated by itself (Original Instructions); ticular importance which should not be neglected.
any translations MUST always be accompanied by
the Original Instructions to verify the correctness of The following pictogram stickers are affixed to the
the translation. In any case, the Manufacturer is not machine, depending on the version:
liable for translations that have not been approved
by the Manufacturer himself, thus if an inconsisten- The product complies with the safety
cy is detected, attention must be paid to the origi- requirements provided by the applica-
nal language and, if necessary, the manufacturer's ble EU directives or regulations.
sales office should be contacted, which will make the
changes deemed appropriate. Carefully read the instructions listed in
The Manufacturer reserves the right to make chang- the manual.
es to the project, changes/improvements to the ma-
chine and updates to the Instruction Manual without
previously informing Customers. However, should Machine subjected to general danger
changes be made to the machine installed at the (see instruction manual).
Customer's site, in agreement with the Manufacturer
and involving the adaptation of one or more chap-
ters of the Instruction Manual, the Manufacturer shall Machine used in environments with a
provide the Customer with the parts of the Instruc- high risk of electric shock.
tion Manual that concern the change, with the new
global revision model. The Customer shall be respon-
sible, following the instructions that accompany the WARNING!
updated documentation, for replacing any parts that Moving mechanical parts.
are no longer valid with the new ones. (For MIG generators only)
1.995.226 EN - Rev. 1.1 5
NOVATIG 203 PULSE PFC
2. GENERAL INFORMATION 2.2. MACHINE IDENTIFICATION DATA
AND PLATES
2.1. MANUFACTURER IDENTIFICATION Each machine is identified by a CE plate on which its
DATA reference data is indelibly marked. For any commu-
nication with the manufacturer or service centre al-
MANUFACTURER: SINCOSALD S.r.l ways quote these references.
HEADQUARTERS - OFFICES IMPORTANT: The plate must not be removed for
via della Fisica, 26/28 any reason, under penalty of forfeiture of the
20864 Agrate Brianza (MB) Italy guarantee and the unavailability of spare parts
Tel: +39 039 641171 due to failure to be identified. The position of the
Fax: +39 039 6057122 nameplate on the Machine can vary from machine
to machine.
CONTACTS:
export@sincosald.it www.sincosald.it
NOVATIG 203 PULSE PFC
2 3
4 5
6a 10
8 11 11b 11c 11e
7 12 12b 12c 12e
9 13 13b 13c 13e
6b 10
8 11 11a 11c 11e
12 12a 12c 12e
7
9 13 13a 13c 13e
16 17
14 20 18 19
15 21 22 23
6a 10
8 11 11d 11e
7 12 12d 12e
9 13 13d 13e
6b 10
8 11 11c 11e
12 12c 12e
7
9 13 13c 13e
16 17
14 20 18 19
15 21 22 23
6 1.995.226 EN - Rev. 1.1
NOVATIG 203 PULSE PFC
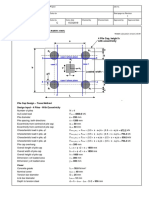
NOVATIG 203 PULSE PFC plate explanation Pos. 19 Actual current in TIG welding
Pos. 1 Name and address of the manufacturer Pos. 20 Air forced
and trademark Pos. 21 Indicates the degree of welding machine
Pos. 2 Identification of the welding machine protection: IP 23
model Pos. 22 Product complies with the safety require-
Pos. 3 Welding machine serial number ments established by the applicable EU
Pos. 4 Welding machine type symbol: Transform- directives or regulations
er - Rectifier for arch welding Pos. 23 See chapter 9. ADDITIONAL INSTRUCTIONS
Pos. 5 Reference to the legislation followed for
welding machine construction: EN 60974-1
Pos. 6a Welding with TIG procedure 2.3. DECLARATIONS OF CONFORMITY
Pos. 6b Welding with MMA procedure
Pos. 7 Symbol indicating that the welding ma- The machine is constructed in compliance with the
chine can be used in environments with relevant EU Directives, applicable at the time of its
an increased risk of electric shock entering onto the market.
Pos. 8 Welding current symbol: Direct/Alternat-
ing Current
Pos. 9 Rated no-load voltage U0 in V 2.4. SAFETY STANDARDS
Pos. 10 Electric adjustment range of the welding The machine was built in accordance with the follow-
machine: minimum and maximum rated ing standards and directives:
welding current, with the relevant charged
voltages
Harmonised standards
Pos. 11 Welding machine service factor (X): this
figure indicates the welding machine ser- IEC 60974-1 - IEC 60974-5 - IEC 60974-10
vice factor as a percentage of a 10-minute Directives
work cycle. Example X = 60% - I2 350 A, EN 60204-1 - 2014-35-EV - 9231 EEC - 9368 EEC
these data indicate that the welding ma-
chine on a work cycle can weld with a cur- Standards
rent I2 = 350 A for a time of 6 minutes out EN/IEC 61000-3-12 - EN/IEC 61000-3-11 - EN/IEC
of 10, that is 60%. 61000-3-3
Pos. 11a Service factor: 30 %
Pos. 11b Service factor: 50 %
Pos. 11c Service factor: 60 %
Pos. 11d Service factor: 90 %
2.5. INFORMATION ON TECHNICAL
Pos. 11e Service factor: 100 % ASSISTANCE
Pos. 12 Rated welding current (I2) The machines are covered by a warranty, as provided
Pos. 12a Value of the rated welding current at 30 % for in the general conditions of sale.
Pos. 12b Value of rated welding current at 50 % If during the warranty period you experience a mal-
Pos. 12c Value of rated welding current at 60 % function or failure of the machine parts, which fall un-
Pos. 12d Value of rated welding current at 90 % der the cases covered by the warranty, the manufac-
Pos. 12e Value of rated welding current at 100 % turer, after the necessary machine checks, will repair
Pos. 13 Conventional load voltage (U2) or replace defective parts.
Pos. 13a Voltage at 30 % load
Pos. 13b Voltage at 35 % load The goods travel at the customer's risk; product dam-
Pos. 13c Voltage at 60 % load age caused by transportation or unloading is not
Pos. 13d Voltage at 90 % load covered by the warranty. All equipment and consum-
Pos. 13e Voltage at 100 % load ables supplied with the product are also excluded
Pos. 14 Symbol for the welding machine power from the warranty.
supply and number of phases (3) followed It is reminded that any modifications carried out by
by the direct/alternating current symbol the user, without the express written consent of the
Pos. 15 Rated power voltage manufacturer, will void the warranty and free the
Pos. 16 Maximum current in MMA welding manufacturer from any liability for damage caused
Pos. 17 Actual current in MMA welding by a defective product.
Pos. 18 Maximum current in TIG welding This applies in particular to alterations made to safety
1.995.226 EN - Rev. 1.1 7
NOVATIG 203 PULSE PFC
devices that reduce their effectiveness. 3. SAFETY
The same considerations apply when using non-orig-
inal spare parts or those different to the ones explicit-
ly specified by the manufacturer. 3.1. GENERAL SAFETY WARNINGS
For these reasons, we recommend our customers to WARNING: your safety depends on you!!!
always contact our Customer Service. -- Follow all safety rules carefully.
-- It is your duty to protect yourself and others from the
risks of welding operations.
2.6. PREPARATION BY THE CUSTOMER -- The operator is responsible for his own safety and
that of those in the work area. He must therefore
Unless otherwise agreed in the contract, the follow-
know all the safety rules and observe them.
ing are normally the Customer's responsibility:
Nothing can replace common sense!!!
•• Room preparations, including any building work
and/or ducting systems required;
IMPORTANT: Before operating the machine, care-
•• Electrical supply of the equipment, in compliance
fully read the instructions contained in this man-
with the standards in force in the country of use.
ual and follow them thoroughly.
Particular care must be given to the protective
conductor commonly known as "earthing" and
The manufacturer has made every effort to design
to the efficiency of the circuit breaker installed to
this machine and to make it as INTRINSICALLY SAFE
protect the power outlet. It is the purchaser's re-
as possible.
sponsibility to keep the above system adequately
The manufacturer has also equipped the machine
efficient, in compliance with current accident pre-
with all the protective and safety devices considered
vention regulations.
necessary. Finally, it has provided enough informa-
•• Consumables or material normally subject to
tion for it to be used safely and correctly.
wear;
•• Equipment unloading at delivery and the conse-
IMPORTANT: This information must be scrupu-
quent liabilities.
lously followed.
The user may chose to appropriately add to the infor-
mation provided by the manufacturer with addition-
al processing instructions, which, obviously, do not
contradict that contained in this Instruction Manual,
in order contribute to safe machine use.
For example, you must pay close attention to the
clothing that anyone working on the machine is
wearing:
•• Avoid using clothes with hooks that can remain
attached to parts of the machine;
•• Avoid using ties or other fluttering clothing parts;
•• Avoid wearing bulky rings or bracelets that may
get caught in parts of the machine.
Whenever necessary, further recommendations for
use will be provided in the Manual for the user re-
lated to preventive measures, personal protective
equipment, information to prevent human error and
any reasonably foreseeable prohibited behaviour.
It is, however, essential to diligently follow the follow-
ing indications:
•• It is absolutely forbidden to operate the machine
automatically with the fixed and/or mobile guards
removed;
•• It is strictly prohibited to disable the safety mech-
8 1.995.226 EN - Rev. 1.1
NOVATIG 203 PULSE PFC
anisms installed on the machine; direct superior of any defects or anomalies presented
•• Operations at reduced safety levels must be car- on the mobile parts.
ried out in strict accordance with the instructions
given in the relevant descriptions; A) Electric shock
•• After any operation with reduced safety levels, ELECTRIC SHOCK CAN BE FATAL!!!
guards/safety devices should be replaced on the -- All electric shocks are potentially fatal.
machine as soon as possible; -- Do not touch live parts.
•• Any cleaning must be carried out with the electri- -- Insulate yourself from the piece to be welded and
cal and pneumatic separation devices sectioned. from the earth, wearing insulating gloves and
•• Do not alter parts of the machine for any reason; clothes.
in the event of malfunction, due to non-compli- -- Keep clothing (gloves, shoes, headgear, clothes)
ance with the above, the manufacturer cannot be and body dry.
held liable for the consequences. We recommend -- Do not work in damp or wet environments. Do not
that you request any changes to be made directly lean on the piece to be welded.
to the manufacturer; -- If you have to work near or in an area at risk, use all
•• Clean the casing of the machines, the panels and possible precautions.
the controls with soft cloths that are dry or have -- If you also feel a little electric shock, stop welding
been lightly soaked in a mild detergent solution; immediately; do not use the device until the prob-
do not use any type of solvent, such as alcohol or lem is identified and resolved.
petrol, as the surfaces may be damaged; -- Provide an automatic wall switch, of adequate ca-
•• Position the machines as determined at the time pacity and possibly in the vicinity of the machine,
of order according to the diagrams provided by to immediately cut off the device in the event of
the manufacturer, otherwise it cannot be held li- an emergency situation.
able for any problems. -- Frequently inspect the power cord.
-- Disconnect the power cord from the mains before
ATTENTION: working on the cables or before opening the ma-
The Manufacturer cannot be held liable for dam- chine.
age caused by the machine to persons, animals or -- Do not use the machine without the protective
property in the event of: bulkheads.
•• use of the machine by personnel who are not -- Always replace any damaged parts of the machine
adequately trained; with original materials.
•• improper use of the machine; -- Never bypass machine safety devices.
•• electrical, hydraulic or pneumatic power sup- -- Make sure that the power supply line is equipped
ply faults; with an efficient earth socket.
•• incorrect installation; -- Make sure that the work bench and the work piece
•• failure to perform scheduled maintenance; are connected to an efficient earth socket.
•• unauthorised modifications or operations; -- Never electrically and simultaneously touch "hot"
•• the use of spare parts that are not original or parts of pliers connected to two welders because
not specific to the model; the voltage between the two can be the total of
•• total or partial failure to follow the instruc- the no-load voltage of both welding machines.
tions; -- Any maintenance must be performed only by
•• use contrary to the specific national regula- expert personnel, aware of the risks due to the
tions; voltages necessary for the operation of the equip-
•• calamities and exceptional events. ment.
General requirements B) Radiation
The moving parts must always be used according to Ultraviolet radiation, emitted from the electric arc,
the manufacturer's instructions, as indicated in this can damage the eyes and burn the skin.
manual, which must always be available at the work- Follow the instructions below:
place. -- Wear appropriate clothing and protective masks.
All safety features placed on moving parts to prevent -- DO NOT use CONTACT LENSES!!! The intense heat
accidents and safeguard safety can not be modified emanating from the electric arc could stick them
or removed, but must be adequately safeguarded.
The user must promptly inform the employer or his
1.995.226 EN - Rev. 1.1 9
NOVATIG 203 PULSE PFC
to the cornea. -- Do not lift the cylinders from the ground by hold-
-- Use masks with lenses, with a minimum DIN 10 or ing them by the valve or by the cap, or by using
DIN 11 protection grade. chains, slings or magnets.
-- Protect people near the welding area. -- Do not attempt to mix any gas inside the cylinders.
-- REMEMBER: The arc can blind or damage your -- Never refill the cylinders, but have them refilled by
eyes. The arc is dangerous up to a distance of 15 specialised companies.
metres. Never look at the arc with the naked eye! -- Do not modify or exchange the cylinder fittings.
-- Prepare the welding area so as to reduce reflection
and transmission of ultraviolet radiation: paint 2) Pressure regulators:
walls and exposed surfaces black to reduce reflec- -- Keep pressure regulators in good condition. Dam-
tion, installing protective screens or curtains, to aged regulators can cause damage or serious ac-
reduce ultraviolet transmissions. cidents; they must be repaired only by qualified
-- Replace the mask lenses when they are damaged personnel.
or broken. -- Do not use regulators for gases other than those
for which they were manufactured.
C) Welding wire -- Never use a regulator that leaks or appears physi-
Attention: the welding wire can cause perforated cally damaged.
wounds. -- Never lubricate a regulator with oil or grease.
-- Do not press the button on the welding torch be-
fore carefully reading the instructions for use. 3) Hoses:
-- Do not point the torch towards parts of the body, -- Replace hoses that appear damaged.
other people or metals, when mounting the weld- -- Keep hoses taut to avoid accidental creases.
ing wire on the welding machine. -- Keep the excess hose collected and keep it out of
the work area to prevent damage.
D) Explosions
-- Do not weld above or near pressurised containers. E) Fire
-- Do not weld in an atmosphere containing explo- -- Avoid igniting fire due to sparks and hot slag or
sive powders, gases or vapours. incandescent parts.
This welder uses inert gases such as CO2, ARGON, or -- Ensure that appropriate fire protection devices are
ARGON + CO2 mixtures to protect the arc, therefore it available near the welding area.
is necessary to pay the utmost attention to: -- Remove flammable and combustible materials
from the welding area and the surrounding area
1) Cylinders: (minimum 10 metres).
-- Handle or use pressurised cylinders in accordance -- Do not weld on fuel and lubricant containers, even
with the regulations in force. if empty; these must be carefully cleaned before
-- Do not connect the cylinder directly to the machine's being welded.
gas pipe, without using a pressure regulator. -- Allow the welded piece to cool before touching it
-- Do not use cylinders that leak or are physically or putting it in contact with combustible or flam-
damaged. mable materials.
-- Do not use cylinders that are not well secured to -- Do not weld on parts with cavities containing
the welding machine or to suitable supports. flammable materials.
-- Do not transport cylinders without the valve pro- -- Do not operate in atmospheres with high concen-
tection fitted. trations of combustible vapours, flammable gases
-- Do not use cylinders whose contents have not or dust.
been clearly identified. -- Always check the work area thirty minutes af-
-- Do not put the cylinder in electrical contact with ter the end of welding operations to ensure that
the arc. there are no fires.
-- Do not expose cylinders to excessive heat, sparks, -- Do not keep combustible materials such as light-
molten slag or flames. ers or matches in your pocket.
-- Do not tamper with the cylinder valves.
-- Do not attempt to unlock blocked valves with F) Burns
hammers, keys, tools or other systems. Protect the skin against burns caused by ultraviolet
-- Never delete or alter the name, number or other radiation emitted by the electric arc, by sparks and
markings on the cylinders. It is illegal and dangerous. slag from molten metal, using fireproof clothing,
10 1.995.226 EN - Rev. 1.1
NOVATIG 203 PULSE PFC
which covers all exposed surfaces of the body. H) Moving parts can cause damage
Wear protective clothing and welder gloves, head- Moving parts, such as the fan, can cut fingers and
gear and high shoes with safety tip. Button the shirt hands and catch clothes.
collars and pocket flaps and wear trousers without Keep all doors, covers and guards closed and securely
cuff to avoid the entry of sparks and slag. in place.
Wear a mask with protective glass on the outside and Protections and coverings can be removed, for pos-
adiactinic glass filter inside. This is MANDATORY for sible maintenance and checks, only by qualified per-
welding operations, in order to protect the eyes from sonnel.
radiant energy and volatile metals. Replace the pro- Keep hands, hair, loose clothing and tools away from
tective glass if it is broken, pitted or spotted. Avoid moving parts.
oily or greasy clothes; a spark could ignite them. In- Refit the covers and guards and close the doors when
candescent metal parts, such as work pieces, should the operation is completed and before restarting the
always be handled with gloves. machine.
First aid equipment and a qualified person should be
available for each shift, unless there are health facili- I) Noise
ties nearby for immediate treatment of eye and skin These welders do not in themselves produce any
burns. noise exceeding 70 dB. Arc welding processes can
produce noise levels above this limit. Therefore, users
G) Fumes must implement the precautions required by law.
Welding operations produce harmful fumes and met- Ear plugs should be used when working overhead or
al dust, which can damage health: in a small space.
-- Do not work in spaces without adequate ventila- A rigid helmet should be used when others work in
tion. Keep your head out of the fumes. the area above.
-- In closed environments, use suitable exhaust fans. Welders should not use flammable hair products.
If ventilation is not adequate, use suitable respi-
rators. WARNINGS ABOUT ELECTROMAGNETIC COMPAT-
-- Clean the material to be welded if there are solvents IBILITY
or halogen degreasers, which give rise to toxic gases. Although these welding machines have been built ac-
During welding, some chlorinated solvents can de- cording to the regulations, they can generate electro-
compose in the presence of radiation emitted by the magnetic disturbances, that is disturbances to the tel-
electric arc and produce phosgene gas. ecommunication systems (telephone, radio, television)
-- Do not weld coated metals or those containing lead, or to the control and safety systems. Read the instruc-
graphite, cadmium, zinc, chromium, mercury or be- tions carefully to eliminate or minimise interference.
ryllium, unless a suitable respirator is available.
The electric arc generates ozone. Prolonged expo- ATTENTION: the welding machine has been de-
sure, in environments with high concentrations of signed to work in an industrial environment,
ozone, can cause headaches, irritation of the nose, therefore, to operate in domestic environments it
throat and eyes and severe congestion and chest may be necessary to observe special precautions
pain. in order to avoid possible electromagnetic inter-
ference.
IMPORTANT: DO NOT USE OXYGEN FOR VENTILA-
TION!!! You must install and use the welding machine accord-
ing to the manufacturer's instructions. If electromag-
Gas leaks must be avoided in small spaces. Large gas netic interference is detected, countermeasures must
leaks can dangerously change the oxygen concentra- be taken to eliminate the problem, possibly using the
tion. manufacturer's technical assistance. In any case, do
Do not place cylinders in small spaces. not modify the welding machine without the manu-
DO NOT WELD or cut where solvent vapours can facturer's approval.
be drawn into the welding atmosphere or if radiant Work area control to prevent E.M. interference
energy can penetrate into atmospheres containing Before installing the welding machine it is necessary
even tiny amounts of trichloroethylene and perchlo- to check the work area to detect the existence of ser-
rethylene. vices that could malfunction in the event of electro-
magnetic disturbances.
Below is a list of services to consider:
1.995.226 EN - Rev. 1.1 11
NOVATIG 203 PULSE PFC
a) Power cables, control cables, transmission system chine must never be modified in any part except for
and telephone cables that pass near the welding modifications planned and authorised by the manu-
machine. facturer and carried out by persons authorised by the
b) Radio or television transmitters and receivers. manufacturer.
c) Computer or control equipment. In particular, the distance of the arc from the work
d) Safety and industrial process control equipment. piece and the stabilisation devices must be adjusted
e) Calibration and measurement instruments. and maintained according to the manufacturer's rec-
f ) Check the level of electromagnetic immunity of ommendations.
the equipment operating in the work area.
g) The health of people in the vicinity, for example C) Welding cables
people who use pacemakers and earphones for Welding cables must be kept as short as possible and
hearing. must be placed close to each other and passed on
h) The daily duration of welding operations or other the floor or as low as possible.
activities.
The other devices must be electromagnetically com- D) Work piece earthing
patible. This operation may require additional protec- The earth connection of the work piece can reduce
tive measures. electromagnetic emissions in some cases.
The dimensions of the area to be considered depend The operator must pay attention to avoid that the
on the structure of the building and the type of activ- earthing of the piece is not a source of danger for
ity in progress. people and damage to the equipment. Where nec-
essary, earthing must be carried out with a direct
PACEMAKERS AND HEARING AIDS connection between the work piece and the ground,
Magnetic fields deriving from high currents can affect while in countries where this is not permitted, the
the correct functioning of pacemakers and hearing aids. connection must be made using a capacitor in ac-
Wearers of electronic equipment should consult a phy- cordance with the regulations of the country.
sician before approaching arc welding operations.
E) Shielding
METHODS FOR REDUCING EMISSIONS Cable and equipment shielding in the work area can
reduce interference. Shielding of the entire welding
A) Power supply or cutting installation can be considered for special
The welding or cutting device must be connected to applications.
the power supply following the manufacturer's rec-
ommendations. F) Equipotential connections
When interference problems arise, it may be neces- The equipotential connections of all metal compo-
sary to take measures to solve the problem, such as nents in and near welding installations should be
the addition of filters on the power supply. considered.
In the case of permanent installation of the equip- In any case the metal components connected to the
ment, the metal shielding of the power cables can be piece to be welded will increase the risk for the op-
taken into consideration. The shielding must be con- erator to receive an electric shock from the simulta-
nected to the welding machine so that there is good neous contact with these metal components and the
electrical contact between it and the mantle of the electrode. The operator should be isolated from all
welding machine itself. these metal components rendered equipotential.
B) Welding machine maintenance Checks and inspections
The welding machine must be periodically subjected Checks must be carried out by a qualified technician
to maintenance, according to the manufacturer's in- or a qualified and authorised technician; they must
structions. be visual and functional, with the aim of guarantee-
Remove dust or foreign materials every 6 months, ing the safety of the machine.
which may have been deposited on the transformer They include:
or on the diodes of the rectifier unit; to do this use a •• inspection of all supporting structures, which
jet of dry, clean air. must not show any signs of cracking, breakage,
The mantle and all the possible accesses inside the damage, deformation, corrosion, wear or altera-
welding machine must be correctly closed during tion to the original characteristics;
the welding and cutting operations. The welding ma- •• checking all mechanical parts;
12 1.995.226 EN - Rev. 1.1
NOVATIG 203 PULSE PFC
•• inspection of all the safety devices installed on the 3.3. CONTRAINDICATIONS FOR USE
machine;
•• ll connections with pins and screws; The machine must not be used:
•• inspection of the machine operations; •• For uses other than those specified by the man-
•• inspection of the machine status; ufacturer, for different uses or not mentioned in
•• verification of the correct operation and efficiency this manual;
of the electrical system; •• In explosive, corrosive atmospheres or with a high
•• checking the seal and efficiency of the pneumatic concentration of dust or oily substances suspend-
and/or hydraulic system. ed in the air;
The results of these checks must be reported on a •• In atmospheres with high fire risks;
specific sheet. •• Exposed to adverse weather conditions;
•• With safety devices bypassed or out of order;
ATTENTION: If worn or faulty parts are not •• With electrical bridges and/or other means that
promptly replaced, the manufacturer cannot be exclude power/parts of the machine.
held in any way liable for the damage caused by
accidents that may result.
If faults or anomalies are detected, they must be 3.4. HAZARDOUS AREAS
eliminated before the machine is put into opera- The work area pertaining to the operator which is
tion, and the expert carrying out the inspection substantially the entire perimeter of the machine is
will have to certify that the repair has been made, considered hazardous.
thus allowing the machine to be used. It is the responsibility of the operator to keep the
If the person performing the inspection detects haz- work area clear of persons or objects while using the
ardous faults, they must promptly inform the ma- machine and to avoid damage to persons, things or
chine manufacturer. animals.
Place the machine out of service if operating faults The use of the machine near other equipment or
are found while performing the appropriate checks/ machines introduces additional risks. The operator is
inspections and/or repairs. Check that no objects are asked to evaluate these risks in order to prevent ac-
left between the moving parts after any maintenance cidents.
work.
In order to guarantee maximum safety of the ma-
chine it is, nonetheless, PROHIBITED to:
•• Tamper with any part of the machine;
3.5. SAFETY DEVICES
•• Leave moving parts unattended; Welding machines are equipped with safety devices
•• Use the machine when not operating at full effi- designed to prevent damage to the operator or to the
ciency; welding machine itself. A safety device is any object
•• Modify the machine to change the originally es- or system that can reduce the risk of such damage.
tablished use, without explicit authorisation from Do not tamper with active safety devices or their con-
the Manufacturer; nections.
•• Run moving parts with manual operations in case Do not operate with the welding machine without
of power failure. the metal covers or with non-insulated connections.
If necessary, during installation and connection, they
must be integrated with others in order to guarantee
3.2. INTENDED USE compliance with the laws in force.
The welding system should only be used for the pur- IMPORTANT: Daily check that the safety devices
pose for which it was manufactured meaning to gen- are functioning properly and efficient.
erate an electrical arch for MIG/MAG, TIG, MMA weld-
ing accordingly.
ATTENTION: It cannot therefore be used as a de-
vice tor thaw pipes; any improper use automati-
cally voids the warranty and excludes the man-
ufacturer from any liability in case of damage to
persons and property.
1.995.226 EN - Rev. 1.1 13
NOVATIG 203 PULSE PFC
3.6. SIGNS
The safety signs must always be clearly visible and it
is absolutely forbidden to remove or hide them.
Generally there are signals or signs on the machine
or in the work environment that indicate dangerous
situations, prohibitions or instructions during use or
operations connected to it, as in the following exam-
ples:
General warning:
This symbol indicates a hazard of any
nature that may cause personal and
property damages.
Emission of optical radiation:
The risk of optical radiation exists
where the sign is affixed. Cat. 2 (EN 12198). Explosion hazard:
This symbol indicates the presence of
explosive substances or explosion hazard.
Fire hazard:
Fire hazards exist
where the sign is affixed. Warning:
Contact injuries may occur
in this point (i.e. Electrical shock).
14 1.995.226 EN - Rev. 1.1
NOVATIG 203 PULSE PFC
4. INSTALLATION
4.1. SHIPPING
The shipment, also depending on the destination,
can be carried out by different means.
The packed machine must be properly anchored to
the means of transport in order to avoid uncontrolled
movements.
Blinding: The shipment is always carried out under the respon-
Protection goggles or mask sibility of the purchaser who assumes all charges
must be worn near this symbol. for accidents and thefts that could occur during the
transport itself.
4.2. PACKAGING
The machine is shipped packed in a special container
and, if necessary, it is suitably stabilised with shock-
proof material to ensure its integrity.
The packaging is made, with containment of the
overall dimensions, also depending on the type of
Fatal hazard: transport adopted.
Pay the utmost attention near this To facilitate transport, the shipment can be per-
indication!!! Never touch the area indicated by this formed with some components disassembled and
symbol since it indicates properly protected and packaged.
a fatal hazard.
THE PACKAGING CONTAINS:
No. 1 NOVATIG 203 PULSE PFC welding machine
No. 1 Instruction manual
OPTIONAL ACCESSORIES:
No. 1 Earth cable
No. 1 Clamp cable
No. 1 Welding torch
Noise:
Protection goggles or mask
near this symbol. 4.3. MACHINE RECEIPT
Upon receipt of the machine, check that the informa-
tion in the shipping document actually corresponds
to the material received and check that the packag-
3.7. RESIDUAL RISKS ing is perfectly intact.
Careful use of the machine minimises the probability
of accidents; however, during the use of the machine IMPORTANT: in case of damage or absence of some
it is necessary to strictly observe the safety rules de- parts, immediately report the anomaly to the carri-
scribed in this manual. er, making any descriptive notes of the damage on
the transport document before signing.
Do not use the machine, but contact the seller to
agree on the procedure to be adopted.
To this end, it is advisable to carry out a check of
the packaging during the unloading phase and, in
suspicious cases, open the packaging and to ver-
ify the safety of the machine and any loose units.
1.995.226 EN - Rev. 1.1 15
NOVATIG 203 PULSE PFC
4.4. HANDLING AND LIFTING ATTENTION: The machine must remain packed
during unloading from the means of transport
ATTENTION: handling and lifting must be carried and until it is transferred to its destination.
out by trained and qualified operators, using IMPORTANT: The Manufacturer cannot be held
appropriate means and methods, to avoid risks liable for damage caused to persons or property
to personal health and damage to the machine. due to utilising lifting systems other than those
Before carrying out handling and lifting, check described above.
the position of the centre of gravity of the load;
always check the correct weight balance of the
machine when it is transported, so as to prevent
unexpected machine movements or falls. It is 4.5. UNPACKING
recommended to always use vehicles capable of IMPORTANT: Consult the "Handling and lifting"
supporting the weight and dimensions of the ma- paragraph to correctly handle the machine.
chine ("TECHNICAL SPECIFICATIONS" paragraph
of this manual), so as to avoid damage to the ma- ATTENTION: To remove the machine from the
chine or to persons or things around it. packaging, use appropriate means and methods
to avoid risks to human health. The packaging
IMPORTANT: the customer is always exclusively material must be properly disposed of in compli-
liable during the equipment loading and unload- ance with the laws in force.
ing phases.
•• Remove the protective covers such as straps, box-
For transport to the final installation site, it is prefera- es, etc. using appropriate tools so as not to ruin
ble to use a forklift or pallet truck, taking care that the the content.
lifting forks support the entire crate. •• Remove the protective covers such as straps, box-
es, etc. using appropriate tools so as not to ruin
the content.
•• Position appropriate descent ramps from the pallet
verifying that the slides are well hooked to the pallet.
< 25 kg
For movements within the plant, the machine may be
transported with a crane by properly harnessing it using
cables with the appropriate resistance characteristics, •• Complete the unloading operations by carefully
depending on the weight of the machine itself. lowering the machine from the pallet.
If the supply includes only the welding machine,
generally weighing less than 25 kg, the packaging
consists of a cardboard box without lifting pallets. It
can be easily lifted by two operators and taken to the
place of use.
16 1.995.226 EN - Rev. 1.1
NOVATIG 203 PULSE PFC
Do not lift the machine by the FEEDER or genera-
tor handles.
The welder has a sturdy handle integrated in the
frame for handling.
N.B. These lifting and handling devices com-
ply with the provisions prescribed by European
standards. Do not use other devices such as lifting
and handling equipment.
4.6. STORAGE
In the case of inactivity, the machine must be stored
in compliance with the following precautions:
•• Store the machine in an enclosed area accessible
only to employees; the storage area must have a
stable support surface with an adequate load co-
efficient and must be free of fire and/or explosion
If only the welding ma- risk; it must have adequate humidity and temper-
chine is present, this must ature and sufficient lighting.
be handled using the •• Protect the machine from any impact and stresses;
convenient handle on the •• Protect the machine from humidity and high tem-
upper part of the welding peratures;
machine itself. •• Ensure the machine does not come into contact
with corrosive substances;
•• In the event of prolonged storage, periodically
check that there are no variations in the condition
ATTENTION: risk of overturning when unloading of the packages.
the machine from the pallet equipped with de-
scent ramps.
4.7. PREPARATIONS
ATTENTION: when carrying out unpacking op-
erations, it may be necessary to have two per- Installation preparations
sons equipped with suitable personal protective For the installation, it is necessary to prepare a manoeu-
equipment. vring area suited to the machine dimensions and se-
lected lifting means. The machine must be positioned
IMPORTANT: in addition to handling the machine us- so that it is ideally ergonomic and provides maximum
ing the special trolley, it can be lifted from the ground safety in the work place: leave an area around it large
after having wrapped it with lifting straps, by sling- enough to allow easy operations and handling of the
ing it from the bottom in a stable and safe way. material to be processed and for maintenance and ad-
If provided, the machine must be lifted only and justment operations to be carried out.
exclusively by using M10 eye-bolts which are not Before installing the machine, check that the selected
supplied. area is suitable and has the necessary authorisations
Remove the protective caps from the threaded to carry out the activity, sufficiently ventilated and il-
holes and tighten up the lifting eye-bolts. luminated, with a stable and levelled support surface.
For installations on a raised floor, check that the slab
can withstand the load.
Electrical system preparation
Connection to the electrical system which powers and
combines the synchronisation with other machines
should be done by specialised and qualified staff fol-
lowing the wiring diagram and arrangements set out in
Laws and/or Technical Standards currently in force for
safety in workplaces and electrical installations.
1.995.226 EN - Rev. 1.1 17
NOVATIG 203 PULSE PFC
Appropriate safety devices must be provided for its 4.9. CONNECTIONS
operation in line with those required in the area of
safety in the workplace. Electrical connections
The machine's internal connections are carried out
IMPORTANT: The manufacturer cannot held liable by qualified personnel sent by the manufacturer. The
for any damage to property, persons and/or animals electrical connection between the machine panel
caused by non-compliance with this provision. and the customer's power distribution supply line
To achieve an adequate level of safety, the electri- must be carried out by qualified personnel from the
cal system to which the machine is connected must Customer.
provide, at the user's full charge, an earthing system
according to the provisions of the user's country, a IMPORTANT: The personnel qualified to carry out
circuit breaker to protect the power supply socket the electrical connection must make sure of the
with value ΔI (current variation) not less than 30mA perfect efficiency of the earthing of the electrical
and anything else for a correct execution in a work- system and must check that the line voltage and
manlike manner, according to Laws and/or Technical the frequency correspond to the data shown on
standards in matters of safety in the workplace and the identification plate. Incorrect supply voltages
electrical systems. Prepare connections for earthing can cause serious damage to the system.
the machine casing.
ATTENTION: These preparations are always the If the system is set to operate at single-phase 230 V at
sole liability of the user and nothing can be attrib- 50-60 Hz, wire the end of the power cable to an EEC
uted to the manufacturer for damage to proper- plug with the same capacity as the socket on the line
ty, persons and/or animals due to poor electrical switch as per the following diagram:
connections.
SINGLE-PHASE connections
Wire colour Connection
4.8. ASSEMBLY/POSITIONING
Brown "S" phase
WARNING: the assembly of any detached units
Blue "T" phase
and the installation of the machine must be car-
ried out exclusively by technicians authorised by Yellow/Green Earth
the manufacturer.
If the system is set to operate at three-phase 400 V at
To allow for correct operations, the machine must 50-60 Hz, wire the end of the power cable to an EEC
always be positioned in places that comply with plug with the same capacity as the socket on the line
the environmental conditions described in this switch as per the following diagram:
manual.
The machine must always be positioned in a per- THREE-PHASE connections
fectly levelled area; levelling can also be carried
out using any adjustment systems present on the Wire colour Connection
machine.
Black "R" phase
ATTENTION: The machine must be positioned so Brown "S" phase
as not to obstruct the entry and exit of the air Blue "T" phase
from the cooling slots. REDUCED FLOW OF AIR Yellow/Green Earth
causes overheating and possible damage to in-
ternal parts. Keep at least 500 mm of free space
around the device. ATTENTION: Make sure the system line switch is
IMPORTANT: Do not place any filtering device on in the "0" position before connecting the power
the air intake passages of this welding machine. cable.
The warranty is void if any type of filtering device
is used. ATTENTION: It is mandatory to install a circuit
breaker with interlocked CEE socket, of adequate
capacity and verifying that the earth socket is ef-
18 1.995.226 EN - Rev. 1.1
NOVATIG 203 PULSE PFC
ficient and separate from the rest of the electrical 5. MACHINE DESCRIPTION
system of the working environment.
ATTENTION: the yellow-green wire of the welding
machine power cable must always be connected 5.1. OPERATING PRINCIPLE
to the protection conductor (system earth). The The NOVATIG series welding systems were designed
yellow-green wire should NEVER be combined for TIG welding.
with another phase wire for a voltage withdrawal. The NOVATIG.series welding system composition is
Do not touch live parts. shown below.
Gas hose connection
ATTENTION: Cylinders can explode if damaged!!!
-- Keep the cylinders upright and chained to the ap-
propriate support.
-- Keep the cylinders in a place where they cannot
be damaged accidentally.
-- Do not lift the machine with the cylinder attached.
-- Never touch the cylinder with the welding wire.
-- Keep the cylinder away from the welding area or
from non-insulated electrical circuits.
The inert gas cylinder must be equipped with a pres-
sure reducer and possibly also a flow meter. Only af-
ter having correctly positioned the cylinder, connect
the gas hose, exiting from the rear of the machine, to
the pressure reducer. Next you can open the cylinder
and adjust the pressure reducer.
4.10. PRELIMINARY CHECKS
It is necessary to carry out the following operations
before each machine start-up:
•• Check all the safety systems;
•• Check protection and signs.
5.2. FEATURES AND MAIN
Before putting the machine into operation, a number COMPONENTS
of checks and controls must be carried out in order to
•• Lift TIG and HF Start Modes for versatility when
prevent errors or accidents during the Start-up phase:
welding around sensitive electronic equipment.
•• Check that the machine has not been damaged
•• Adjustable arc force, hot start & anti stick control for
during assembly;
greater control and ease of use when MMA welding.
•• Verify, with particular care, the integrity of the
•• High performance on ultra thin surfaces with no
electrical panels, control panels, electrical wiring
deformation.
and tubing;
•• 2T/4T trigger control.
•• Check the exact connection of all external power
•• Digital display meter for accurate setting & feed-
sources;
back of welding output.
•• Check the free movement and free rotation of all
•• Equipped with temperature/phase loss protection;
moving parts;
voltage and current sensors for high protection.
•• Check that hydraulic and pneumatic connections
•• Designed to work with diesel generators and to
are tight so that they do not cause dangerous
avoid failures due to its voltage spikes.
leakage.
•• Up/ Down Button Remote Control torch.
•• Roller wheel amps control on torch.
•• Wireless Remote Control. (optional)
•• Wire Foot Pedal. (optional)
1.995.226 EN - Rev. 1.1 19
NOVATIG 203 PULSE PFC
5.3. ENVIRONMENTAL CONDITIONS 5.6. NOISE
The machine does not require particular environ- The equivalent continuous A-weighted sound pres-
mental conditions. The machine must be installed in- sure level, emitted by the machine at the workplace
doors in a well-lit, ventilated industrial building with in full operating conditions, is less than 70 dB (A).
solid and level flooring. These emissions comply with the limits of the regula-
tions in force and are not such as to generate danger
The machine is suitable for operating in environ- for operators.
ments that: Arc welding processes can, however, produce noise
•• have an altitude not exceeding 2000 m a.s.l.; levels above this limit. Therefore, users must imple-
•• temperature between + 5 ° and + 35 ° C; ment the precautions required by law.
•• relative humidity not higher than 80%.
It is forbidden to use the machine in environments
that are: 5.7. TECHNICAL SPECIFICATIONS
•• dusty;
•• in corrosive atmosphere; The following table shows the main technical specifi-
•• at fire risk; cations relating to the machine:
•• in an explosive atmosphere.
ATTENTION: The welding machine has an IP 23
protection grade, therefore its use is precluded
in certain environmental situations, such as rain,
excessive presence of metallic dust, presence of
acids and corrosive atmospheres.
5.4. LIGHTING
The lighting of the area of installation must comply
with the laws in force in the country where the ma-
chine is installed and must, however, ensure good
visibility at all points, not create hazardous reflec-
tions and allow clear reading of the control panels as
well as identification of emergency buttons.
As the machine does not have its own light, it is nec-
essary for the working environment to be equipped
with general lighting to guarantee the machine has a
value of 200 and 300 lux at all points of the machine.
5.5. VIBRATIONS
Under operating conditions that comply with the in-
dications for proper use, the vibrations are not such
as to cause hazardous situations. If this happens, you
must request technical assistance and suspend the
use of the equipment until the fault is resolved.
20 1.995.226 EN - Rev. 1.1
NOVATIG 203 PULSE PFC
Parameters NOVATIG 203 PULSE PFC
Power supply, single
230V - 50/60 Hz 110V - 50/60 Hz
phase
MAX current 32 A 39 A
Fuse 40 A 40 A
Noise emissions < 70 dB < 70 dB
MAX power 4.6 KW 4,1 KVA
Duty cycle 100% 145 A 105 A
Duty cycle 60% 180 A 130 A (90%)
Duty cycle 50% 200 A -
Open circuit voltage 66 V 66 V
Welding range 5 - 200 A 5 - 130 A
Efficiency (%) 85 85
Max energy
consumption value in 68 68
the inactive state (W)
Compliant with
EN 60974 / 1 - 10 EN 60974 / 1 - 10
standards
Application class S S
Weldable electrodes
1.6 - 5 mm 1.6 - 5 mm
diameters
Dimensions, mm (L x
475 x 146 x 278 475 x 146 x 278
B x H)
Weight, kg 9 9
Insulation class F F
Protection class IP23 IP23
Cooling system AF AF
Operating
- 10 + 40 °C - 10 + 40 °C
temperature
1.995.226 EN - Rev. 1.1 21
NOVATIG 203 PULSE PFC
6. MACHINE USE 13. 2T trigger indicator.
14. 4T trigger indicator.
15. Digital display value current indicator.
6.1. MACHINE LAYOUT DESCRIPTION 16. Spot welding.
6.1.1. Layout for the front and rear panel 17. Alarm indicator*.
18. Digital multifunction display*.
19. Digital display value time indicator.
20. Digital display value percentage indicator.
21. Digital display value frequency indicator.
22. Parameter select/ adjust Knob*.
23. TIG parameter setting indicator*.
24. MMA arc force setting Indicator*.
25. Pulse welding.
26. MMA hot start setting Indicator*.
27. Pulse welding off.
28. Power Indicator.
* Denotes more detailed explanation of function to
follow.
6.1.2. Further Controls Explained
1. “-” Output terminal. TIG HF/ Lift Ignition Modes (10,11)
2. TIG torch remote connection socket. For TIG welding process, contact of the torch tung-
3. TIG torch gas connector. sten to the workpiece will cause contamination of
4. “+” Output terminal. the tungsten and the workpiece that will adversely
5. Power switch affect the weld quality, especially when the tungsten
6. Input power cable. is electrically energised.
7. Inlet gas connector. HF Ignition (High Frequency) sends a pulse of high
energy electricity through the torch system that is
capable of ‘jumping’ between the tungsten and the
28 19 20 18 26 17 workpiece, ensuring arc starting without any contact
8 21 23 15 24 between the tungsten and workpiece. The disadvan-
tage of HF ignition is that the high energy electrical
pulse creates significant electrical and radio signal in-
terference, which limits its use around sensitive elec-
tronic equipment such as computers.
9 Lift TIG Ignition is a compromise that minimises
11 tungsten contamination while eliminating the elec-
10 trical interference of HF start systems. Lift arc start-
ing works by lightly resting the tungsten on the work
piece, activating the torch trigger signal and then
lifting the tungsten off. The control circuit will sense
when the tungsten is removed from the work piece
and send a low powered pulse of electricity through
the tungsten that will cause the TIG arc to initiate. Be-
16 27 12 13
cause the tungsten is not ‘live’ when it is in contact
25 22 14
with the work, contamination is minimised.
Control Panel TIG 2T/4T Trigger Control (12)
8. Welding output mode button. 2T mode the trigger is pulled and held on to activate
9. MMA mode indicator. the welding circuit, when the trigger is released, the
10. Lift TIG mode indicator*. welding circuit stops. 4T is known as ‘latching’ mode.
11. Hf TIG mode indicator*. The trigger is pulled once and released to activate the
12. Trigger control mode button*. welding circuit, pulled and released again to stops
22 1.995.226 EN - Rev. 1.1
NOVATIG 203 PULSE PFC
the welding circuit. This function is useful to longer Up slope setting indicator (3)
welds as the trigger is not required to be held on con- When the trigger is activated, the welding current
tinuously. TIG series of welding machines also has will increase gradually over the time selected up to
more advanced current controls that can be used in the set main welding current (4). Unit(S) and setting
4T mode. range (0-10S).
Alarm Indicator (17) TIG welding current setting indicator (4)
Lights when over voltage, over current or electrical Sets the main welding current . Unit(A) and setting
overheating (due to exceeding duty cycle) is detect- range (5-200A).
ed and protection is activated. When protection is
activated, welding output will be disabled until the Base current setting indicator (5)
safety system senses the overload has reduced suffi- Only available when pulse mode (12) is selected. Sets
ciently and indicator lamp goes out. May also trigger the current of the low/ base pulse. Unit(A) and setting
if machine experiences an internal power circuit fail- range (5-200A).
ure.
Down slope setting indicator (6)
Digital Multifunction Display (18) When the trigger is released, the welding current
Before welding displays the setting selected/being will reduce gradually over the time selected down
adjusted using the control knob (22). During weld- to 0. This allows the operator to complete the weld
ing, displays welding current. The parameter setting without leaving a ‘crater’ at the end of the weld pool.
displayed is indicated by the LEDs 15, 16, 17,19,20,21. Unit(S) and setting range (0-10S).
If left inactive for several seconds, display will revert
back to main welding current setting. End current setting indicator (7)
Available in 4T trigger mode, sets a welding current
Parameter Select/ Adjust Knob (22) 5-100% of the main welding current activated when
Switch between welding parameter settings by the trigger is held on to ‘unlatch’ the trigger before
pressing this knob, adjust by turning the knob. Value the weld is finished. If downslope (6) is set, the cur-
of the parameter selected will be shown on the digi- rent will go through the downslope period before
tal multifunction display (18). going to the end current set. When the trigger is re-
leased, the arc will stop.
TIG Parameter Setting
Post gas flow setting indicator (8)
3 4 9 5 6 8 Controls the period of time the shielding gas contin-
ues to flow for after the arc is stopped. This protects
the weld area and torch tungsten from contamina-
tion while it is still hot enough to react with atmo-
spheric gases, after the weld is finished. Unit(S) and
setting range (0-10S).
1 2 10 7
Pulse width setting indicator (9)
Pre gas flow setting indicator (1) Only available when pulse mode (12) is selected.
Controls the period shielding gas will flow for when Sets the time proportion as a percentage between
the torch is triggered before the arc starts. This purg- the peak current and base current when using pulse
es the work area of atmospheric gas which could con- mode. Neutral setting is 50%, the time period of the
taminate the weld before the weld starts. Unit(S) and peak current and base current pulse is equal. High-
setting range (0-2S). er pulse duty setting will give greater heat input,
while lower pulse duty will have the opposite effect.
Start current setting indicator (2) Unit(%) and setting range (5-95%).
Available in 4T trigger mode, sets a welding current
5-100% of the main welding current activated when Pulse frequency setting indicator (10)
the trigger is held on to ‘latch’ the trigger before the Only available when pulse mode (12) is selected. Sets
main weld current is started. Once the trigger is re- the rate that the welding output alternates between
leased, the current will go through the upslope (3) the peak and base current settings. Unit(Hz) and set-
period if it is set, to the main welding current (4). ting range (0.5-200Hz).
1.995.226 EN - Rev. 1.1 23
NOVATIG 203 PULSE PFC
Pulse mode ‘off’ indicator (11) voltage, there are over voltage and under voltage
Pulse mode ‘On’ indicator (12) protection inside the welder, the alarm light will on,
Pulse welding at the same time, the current output will be cut off.
Pulse welding mode switches the welding output If the power supply voltage continually goes beyond
between a high and low current output in a cyclical the safe work voltage range, it will shorten the welder
manner. When used correctly this function has sub- life-span. The below measures can be used:
stantial benefits in the TIG welding process including •• Change the power supply input net. Such as,
greater weld penetration for less work heat input and connect the welder with the stable power supply
greater control of the weld pool. voltage of distributor;
The basic theory for setting the base current using •• Induce the machines using power supply in the
pulse mode is that the base current should be suf- same time;
ficient to maintain the existing molten weld pool, •• Set the voltage stabilization device in the front of
while the peak current is sufficient to melt new metal power cable input.
in order to move/ expand the molten weld pool. In-
creased pulse frequency will have the effect of mak-
ing the arc more tightly focused which is useful for 6.3. INSTALLATION & OPERATION FOR
fine stainless work and similar. Pulsing can also be
used to help move the weld pool, this technique is
MMA WELDING
useful for welding out of position or with materials 6.3.1. Set up installation for MMA Welding
that have higher viscosity weld pool. Higher pulse Connection of Output Cables Two sockets are
duty setting will give greater heat input, while lower available on this welding machine. For MMA welding
pulse duty will have the opposite effect. the electrode holder is shown be connected to the
positive socket, while the earth lead (work piece) is
MMA Parameter Setting connected to the negative socket, this is known as
Hot start (26) DCEP. However various electrodes require a different
Hot start provides extra power when the weld starts polarity for optimum results and careful attention
to counteract the high resistance of the electrode and should be paid to the polarity, refer to the electrode
workpiece as the arc is started. setting range (0-10). manufacturers information for the correct polarity.
DCEP: Electrode connected to “+”output socket.
Arc force (24) DCEN: Electrode connected to“-” output socket.
An MMA welding power source is designed to pro-
duce constant output current (DC).This means with
different types of electrode and arc length; the weld-
ing voltage varies to keep the current constant. This
can cause instability in some welding conditions as
MMA welding electrodes will have a minimum volt-
age they can operate with and still have a stable arc.
Arc Force control boosts the welding power if its sens-
es the welding voltage is getting too low. The higher
the arc force adjustment, the higher the minimum
voltage that the power source will allow. This effect
will also cause the welding current to increase. 0 is
Arc Force off, 10 is maximum Arc Force. This is prac-
tically useful for electrode types that have a higher
operating voltage requirement or joint types that re-
quire a short arc length such as out of position welds.
1. Connect the earth lead to “-”, tighten clockwise;
6.2. POWER SUPPLY INPUT 2. Connect the earth clamp to the work piece.
Contact with the work piece must be firm contact
CONNECTION with clean, bare metal, with no corrosion, paint or
The TIG series of welding machines is designed to scale at the contact point.
operate on a110V /220V AC power supply. 3. Connect the electrode lead to “+”, tighten
When the power supply voltage is over the safe work clockwise;
24 1.995.226 EN - Rev. 1.1
NOVATIG 203 PULSE PFC
4. Each machine is equipped with a power cable 6.4. INSTALLATION & OPERATION FOR
should be based on the input voltage welding
TIG WELDING
power cable connected to the appropriate
position, not to pick the wrong voltage; 6.4.1. Set up installation for TIG Welding
5. With the corresponding input power supply
terminal or socket good contact and prevent
oxidation;
6. With a multi meter measure the input voltage is
within the fluctuation range;
7. The power ground is well grounded.
6.3.2. Operation for MMA Welding
1. According to the above method to install is
correct, turn the power switch, so that the power
switch is “ON” position, then the power indicator
light, the fan comes on, the device work properly.
2. Set to ‘MMA’ welding mode.
3. Set the welding parameters as required using
the parameters control knob (following the
instructions in the previous section).
4. Place the electrode into the electrode holder and
clamp tight.
5. Strike the electrode against the work piece to
create and arc and hold the electrode steady to
maintain the arc.
6. Commence welding. If necessary, readjust the
Welding parameters control knob to obtain the
welding condition required.
7. After completion of welding the Power Source
should be left turned ON for 2 to 3 minutes.
This allows the fan to run and cool the internal Welding
components. Gun
8. Switch the ON/OFF Switch (located on the rear
panel) to the OFF position.
Note: Workpiece
•• Note the polarity of wiring, the general DC
welding wire in two ways. Selected according
to the technical requirements of welding the
appropriate connection, if you choose incorrectly
will result in arc instability and spatter large
adhesion and other phenomena, such cases can
be quickly reversed to joints.
•• If the work piece distance from the welding
1. Switch the ON/OFF Switch (located on the rear
machine, the second line(electrode holder and
panel) to OFF.
ground) is longer, so choose the appropriate
2. Connect the earth lead to “+”, tighten clockwise;
conductor cross-sectional area should be larger to
3. Connect the earth clamp to the work piece.
reduce cable voltage drop.
Contact with the work piece must be firm contact
with clean, bare metal, with no corrosion, paint or
scale at the contact point.
4. Connect the TIG torch cable to “-”, tighten
clockwise;
5. Connect TIG torch gas connection to the TIG
1.995.226 EN - Rev. 1.1 25
NOVATIG 203 PULSE PFC
gas outlet and TIG torch remote plug to remote 6.4.3. Remote current control
socket, ensuring all connections are tight. TIG series of welding machines can accept remote
6. Connect the gas regulator to the Gas Cylinder current control from a potentiometer / analogue signal
and connect the gas line to the Gas Regulator. or a digital up/down button signal. Potentiometer
7. Connect the gas line to the machine inlet gas remote control will change the current from the 5A
connector via the quick push lock connector minimum to the maximum set using the machine
located on the rear panel. Check for Leaks! current control. Using an up/ down button remote
8. Open gas cylinder valve and adjust regulator, signal, the current may be increased or decreased in 1A
flow should be between 5-10 l/min depending increments, or ‘scrolls’ up to 30A at a time if the button is
on application. Re-check regulator flow pressure held down. This is very useful for precision work.
with torch valve open as static gas flow setting
may drop once gas is flowing. POTENTIOMETER
9. Each machine is equipped with a power cable
should be based on the input voltage welding Adjust current roller wheel,
power cable connected to the appropriate when it’s roll upwards, the
position, not to pick the wrong voltage; current increase, when it’s roll Gun
10. With the corresponding input power supply downwards, the current increase. switch
terminal or socket good contact and prevent
oxidation;
11. With a multi meter measure the input voltage is
within the fluctuation range;
12. The power ground is well grounded.
Note:
•• Secure the gas cylinder in an upright position by
chaining them to a stationary support to prevent
falling or tipping.
6.4.2. Operation for TIG Welding
1. According to the above method to install is
correct, turn the power switch to the “ON”
position, the power L.E.D. light should illuminate,
the fan comes on, the device work properly.
2. Set the welding mode to ‘Lift TIG’ or ‘HF TIG’. UP/DOWN
3. Set the welding parameters as required using Adjust current button,
the parameters control knob (following the when it’s pushed up,
instructions in the previous section). the current increase,
4. The tungsten must be ground to a blunt point when it’s pushed down,
in order to achieve optimum welding results. It Gun switch the current decrease.
is critical to grind the tungsten electrode in the
direction the grinding wheel is turning.
5. Install the tungsten with approximately 3mm to
7mm sticking out from the gas cup, ensuring you
have correct sized collet.
6. Tighten the back cap.
7. Commence welding. If necessary, readjust the
parameters control knob to obtain the welding
condition re-quired.
8. After completion of welding the Power Source
should be left turned ON for 2 to 3 minutes.
This allows the fan to run and cool the internal
components.
9. Switch the ON/OFF Switch (located on the rear
panel) to the OFF.
26 1.995.226 EN - Rev. 1.1
NOVATIG 203 PULSE PFC
Pin Remote Plug Connection
max
Remote
min Amps
Trigger Trigger
Down Up
Switch Switch
Short
Circuit
Potentiometer UP/DOWN
Function
Socket Pin
Potentiometer Up/down
1 Not connected Not connected
2 Not connected Not connected
10k ohm (maximum) connection to 10k ohm
3 Not connected
remote control potentiometer
Wiper arm connection to 10k ohm remote
4 Not connected
control potentiometer
Zero ohm (minimum) connection to 10k
5 Not connected
ohm remote control potentiometer
6 Not connected The button of "UP" input
7 Not connected The button of "DOWN" input
8 Trigger Switch Input Trigger Switch Input
9 Trigger Switch Input Trigger Switch Input
10 Be shorted with 11 Not connected
11 Be shorted with 10 The button of "UP"& "DOWN" input
12 Not connected Not connected
6.5. REMOTE CONTROL CONFIGURA-
To synchronise a remote control to a machine,
TION
follow these instructions
6.5.1. Wireless remote control Configuration 1. Ensure the welding power supply is switched off.
TIG series of welding machines can be configured to 2. Press and hold the parameter select/adjust
communicate exclusively with wireless foot pedal or knob on the front panel of the power supply
remote control panel. This is done by a simple process (2-4 seconds) while at the same time turning the
of synchronising the wireless remote control and machine ON using the ON-OFF switch on the
the machine frequencies. Each interface frequency back of the welding power supply.
assigned is unique, so it is possible to use several 3. When the display on the front panel of the power
wireless control systems / machines in the same area supply is blank, release the control knob. Turn on
with no problems. The direct range of the wireless the remote control or foot pedal while at the same
control system is approximately 100m, this will be time pressing any buttons on the remote control
affected by the physical location of the machine and panel or foot pedal, the digital meter on the front
the remote control. panel of the welding power supply flick twice to
1.995.226 EN - Rev. 1.1 27
NOVATIG 203 PULSE PFC
indicate the synchronization is successful and 8. Only front Panel Control is active when wireless
complete. (Synchronization has to accomplish in remote control or foot pedal is in “sleep” mode.
10s after the display is blank). Any operation on the wireless remote control
4. Switch the machine off and back on again to start panel or foot pedal will “wake it up and resumes
welding operation. control of the machine.
5. If the operation is unsuccessful, repeat steps 1 to 4. 6.5.2. Wire foot pedal Configuration
6. During operation, the front panel control on the •• When plug the twelve-lead aero-socket of pedal
power supply is still functional but the remote switch in it. Welder will identify the pedal switch,
control panel or foot pedal has higher priority the welding current knob on the front panel will
level. can’t use and only 2T can be selected.
7. When the remote control panel or foot pedal is •• When use the adjustment knob of max-welding
idles for 10 seconds, it will automatically go into current beside the pedal, can set the max-current
“sleep” mode. you want.
Socket Pin Function
1 Be shorted with 2
2 Be shorted with 1
20k ohm (maximum) connection
3 to 20k ohm remote control
potentiometer
Wiper arm connection to 20k ohm
4
remote control potentiometer
Zero ohm (minimum) connection
5 to 20k ohm remote control
max
potentiometer
Remote
Amps 6 Not connected
min 7 Not connected
8 Trigger Switch Input
Trigger 9 Trigger Switch Input
Switch
10 Not connected
11 Not connected
12 Not connected
28 1.995.226 EN - Rev. 1.1
NOVATIG 203 PULSE PFC
6.6. START-UP 6.8. DECOMMISSIONING
After turning on machine or line power, conduct a During long periods of inactivity it is necessary to:
careful visual inspection of the entire machine and -- Disconnect the power supply from the gener-
make sure that no persons or material are obstruct- al electrical panel and all other power supplies
ing its normal operation, and that no objects have (pneumatic and/or hydraulic) which the machine
inadvertently been left on it. needs.
Check that all the machine safety devices are enabled; -- Perform all maintenance operations.
if necessary, reset them, and in particular check for: -- Accurately clean the machine.
•• Unlocked emergency stops; -- Store the machine in a protected area with a sta-
•• Correct operation of the safety barriers, if installed, ble support surface.
or the guards not removed -- Cover the machine to avoid dust accumulation.
•• Protection guard. -- Make sure that the environmental conditions are
suitable for preserving the machine over time.
6.7. NORMAL STOP
Turn the switch on the welder panel to OFF.
To completely disconnect the power supply from the
power line, turn the switch on the main panel to O.
1.995.226 EN - Rev. 1.1 29
NOVATIG 203 PULSE PFC
7. MAINTENANCE 7.4. ROUTINE MAINTENANCE
General requirements
7.1. MACHINE ISOLATION The machine is designed to minimise routine mainte-
nance, thus it is up to the operator to assess its condi-
Before carrying out any type of Maintenance or Re- tion and suitability for use.
pair, it is necessary to isolate the machine from the It is recommended to stop and perform maintenance
power supply and from all other energy sources pres- whenever non-optimal operation is detected, so as
ent. to ensure maximum efficiency at all times. Check the
operation of safety devices monthly. In the event of
faults or malfunction, entrust only qualified person-
7.2. SPECIAL PRECAUTIONS nel to search for the fault or call the manufacturer's
When carrying out any maintenance or repair work, technical support. Check the continuity of the earth
the following recommendations should be followed: circuit every 2 years by performing the continuity
•• Before starting work, display a sign stating "MA- measurement according to the provisions of the CEI
CHINE UNDER MAINTENANCE" in a visible spot; 44 - 5 III Art. 19 standard. Visually check the condition
•• Do not use flammable materials or solvents; of the individual parts of the machine, verifying that
•• Be careful not to pollute the environment with there is no alteration due to sagging or deformation.
coolants; At each use of the machine, if equipped with a cool-
•• To access the highest parts of the machine, use ing unit, check the coolant level and top up if neces-
the appropriate means and procedures; sary.
•• Do not climb on the machine parts, as they are not ATTENTION: Use only "SincoFluid" coolant sup-
designed to support people; plied on request by the manufacturer or an au-
•• When finished, refit and properly secure all safety thorised dealer.
guards and devices that may have been removed The use of different coolants automatically voids
or opened. the warranty and excludes the manufacturer from
any liability.
IMPORTANT: The Manufacturer cannot be held li-
able for the failure to comply with the aforemen- ATTENTION: Allow the system to cool before pro-
tioned recommendations nor for any other use ceeding with maintenance; hot surfaces can cause
that is inconsistent or not mentioned in these in- serious burns.
structions.
ATTENTION: For the entire duration of mainte-
nance, it is necessary to stop the system by dis-
7.3. CLEANING connecting the plug from the mains power supply
or by disconnecting the power supply from the
Before carrying out any cleaning operation, discon-
main panel circuit breaker, moving it to the "O"
nect the device from the mains and from the energy
position and locking it with a special padlock.
sources present.
Do not use corrosive cleaning products, flammable
or containing substances harmful to health. Always use the appropriate PPE - Personal Protective
Make sure that the parts being cleaned are complete- Equipment:
ly cold. •• Gloves;
Do not wet the internal parts to avoid damaging the •• Non-slip shoes;
electrical and electronic components. •• Suitable clothing.
Do not direct any jets of compressed air directly on
the electrical and electronic components so as not to Scheduled maintenance
damage them. The operations described below must be carried out
in line with the schedules indicated.
ATTENTION: Always use the appropriate PPE such
as gloves, mask, glasses according to current safe- IMPORTANT: Failure to comply with the above
ty standards. shall exempt the manufacturer from any liability
as specified in the Warranty.
30 1.995.226 EN - Rev. 1.1
NOVATIG 203 PULSE PFC
ATTENTION: These operations, although simple, -- If repairs are not carried out by the manufacturer,
must be performed by a Qualified or Qualified repaired welding machines, in which some com-
and Authorised Technician. ponents have been replaced or modified, must be
marked so that the person who carried out the re-
Remove dust or foreign materials every 6 months, pair can be identified.
which may have been deposited on the transformer
or on the diodes of the rectifier unit; to do this use a B) Additional repair Instructions
jet of dry, clean air. -- After having carried out a repair, be careful to
Do not direct the compressed air jet directly onto re-order the wiring, so that there is a secure insula-
the electrical and electronic components so as not to tion between the primary side and the secondary
damage them. side of the machine.
When reassembling the wire feeder roller, after hav- -- Do not allow the wires to come into contact with
ing cleaned or replaced it, make sure that the groove moving parts (i.e. with the fan motor) or parts that
is aligned with the wire and that it corresponds to the become hot during operation.
diameter of the wire used. -- Also re-assemble all the clamps that hold the
Keep the inside of the gas nozzle constantly clean, wiring, as originally arranged on the machine, so
so as to avoid metal bridges consisting of welding that, if a conductor is accidentally broken or dis-
sprays between the gas nozzle and the contact tip. connected, it is still possible to avoid a connection
Make sure that the output hole of the current collec- between the primary and the secondary.
tor nozzle is not excessively enlarged, otherwise re- -- Avoid cleaning the electronic boards with a jet
place it. of compressed air to preserve the integrity of the
Absolutely avoid beating the torch or subjecting it to components.
violent impacts. -- At the end of any repair, make sure that you have
not forgotten any tools inside the machine and
close the machine with all the bulkheads available
7.5. WELDING MACHINE REPAIRS and taking care to replace all the fixing devices of
the bulkheads themselves.
Experience has shown that many accidents originate
from repairs not performed to perfection.
For this reason, careful and complete control over a
repaired welding machine is just as important as that
performed on a new welding machine. Moreover, in
this way, manufacturers can be protected from being
held liable for defects, when the liability is to be at-
tributed to others.
Welding machine repairs must be carried out exclu-
sively by trained and qualified personnel, in posses-
sion of the necessary requisites to guarantee a work-
manlike repair and in full compliance with safety
standards EN 60974-4.
A) Instructions for repairs
-- After rewinding the transformer or the inductanc-
es, the welding machine must pass the same ap-
plied voltage tests, passed at the time of the first
test according to the regulations in force.
-- If no rewinding has been carried out, a welding
machine, which has been cleaned and/or over-
hauled, must pass a particular applied voltage test
with values given by current regulations.
-- After rewinding and/or replacing parts, the no-
load voltage must not exceed certain values given
by current regulations.
1.995.226 EN - Rev. 1.1 31
NOVATIG 203 PULSE PFC
7.6. DIAGNOSTICS AND TROUBLESHOOTING
For defects or malfunctions of the machine not described in this manual, please contact the manufacturer.
List of error code
Error Type Error code Description Lamp status
Over-heating(1st
E01 Yellow lamp (thermal protection) always on
thermal relay)
Over-heating(2nd
E02 Yellow lamp (thermal protection) always on
thermal relay)
Over-heating(3rd
Thermal relay E03 Yellow lamp (thermal protection) always on
thermal relay)
Over-heating(4th
E04 Yellow lamp (thermal protection) always on
thermal relay)
Over-heating(Program
E09 Yellow lamp (thermal protection) always on
in default)
E10 Phase loss Yellow lamp (thermal protection) always on
E11 No water Yellow lamp (lack water) always on
E12 No gas Red lamp always on
Welding machine E13 Under voltage Yellow lamp (thermal protection) always on
E14 Over voltage Yellow lamp (thermal protection) always on
E15 Over current Yellow lamp (thermal protection) always on
E16 Wire feeder over load
Button fault on
E20 operating panel when Yellow lamp (thermal protection) always on
switch on the machine
Other faults on
E21 operating panel when Yellow lamp (thermal protection) always on
Switch switch on the machine
Torch fault when switch
E22 Yellow lamp (thermal protection) always on
on the machine
Torch fault during
E23 Yellow lamp (thermal protection) always on
normal working process
Cutting torch
E30 Red lamp blink
disconnection
Accessory
Water cooler
E31 Yellow lamp (lack water) always on
disconnection
Connection problem
E40 between wire feeder
Communication and power source
E41 Communication error
32 1.995.226 EN - Rev. 1.1
NOVATIG 203 PULSE PFC
8. ACCESSORIES AND SPARE 9. ADDITIONAL INSTRUCTIONS
PARTS
9.1. WASTE DISPOSAL
8.1. CUSTOMER SERVICE It is the responsibility of the user, in accordance with
the laws in force in their country, to ensure correct
The Manufacturer is always at your disposal for any
disposal of the waste produced by the machine dur-
type of information regarding the use, maintenance,
ing production.
and installation of the equipment.
The disposal of hydraulic oil lubricants and the re-
It is suggested that the Customer asks clear ques-
placed parts must be carried out in compliance with
tions, making reference to this Manual and the in-
the regulations in force in the country where the ma-
structions listed.
chine is in use.
8.2. SPARE PARTS
9.2. DECOMMISSIONING
IMPORTANT: ALWAYS USE ORIGINAL SPARE AND DISMANTLING
PARTS. The Manufacturer cannot be held liable
for breakages, malfunctions or damage to per- With reference to the WEEE Directive 2012/19 / EU
sons or property arising from the use of non-orig- (Waste Electrical and Electronic Equipment), the user,
inal parts. during disposal, must dispose of the equipment in
the appropriate authorised collection centres, or re-
In the event that non-original spare parts are used, turn it still installed to the seller at the time of a new
the conditions of the Warranty (if still in place) and of purchase.
the Manufacturer's liability in the use of the machine
and any damage deriving to persons and/or property IMPORTANT: do not dispose of polluting materi-
are void. als in the environment. Dispose of such products
in compliance with legislation in force.
IMPORTANT: the illegal disposal of Waste Elec-
trical and Electronic Equipment is punished with
sanctions regulated by the laws in force in the ter-
ritory in which the infringement is ascertained.
Waste Electrical and Electronic Equipment may
contain hazardous substances with potentially
harmful effects on the environment and on peo-
ple's health. It is recommended to dispose of it
properly.
WEEE refers to Waste Electrical and Electronic Equip-
ment (EEE) including all components, sub-assem-
blies and consumables that are an integral part of the
product at the time the decision is made to discard it.
The law divides these into 2 main categories called
PROFESSIONAL WEEE or DOMESTIC WEEE.
PROFESSIONAL WEEE means all waste electrical and
electronic equipment intended for purely industrial
use.
DOMESTIC WEEE means all waste electrical and
electronic equipment intended for mixed use both in
an industrial environment and in a domestic environ-
ment.
DOMESTIC WEEE is identified as all single-phase
power supply generators with output current MAX
<= 200A with their accessories.
1.995.226 EN - Rev. 1.1 33
NOVATIG 203 PULSE PFC
There are 2 ways to discard DOMESTIC WEEE: For the management of "WEEE", SINCOSALD relies
a) If you decide to buy a new equivalent equipment, on ecoR Consortium "it"
the user can deliver it to the distributor, who will
have to collect it for free.
b) Alternatively, it must be deposited in the Munici-
pal pitch, in the container or specific area identi-
fied as "GROUPING 4".
As of the date of preparation of the Instruction Man-
ual, as the application of the Regulations is not yet
AS OF THE DATE OF THE PREPARATION OF THIS
definitive, please contact the distributor and/or the
INSTRUCTION MANUAL THIS INFORMATION
manufacturer for information on PROFESSIONAL
SHOULD BE CONSIDERED TO BE NON-DEFINITIVE
WEEE disposal.
AS SUBJECT TO POSSIBLE CHANGES ACCORDING
TO THE OBLIGATIONS LINKED TO LEGISLATIVE DE-
THE SYSTEM DESCRIBED IN THE MANUAL BE-
CREE N ° 151/2005 THAT WILL COMPLETE DIREC-
LONGS TO CATEGORY: DOMESTIC "EEE"
TIVE 2002/96/EC.
34 1.995.226 EN - Rev. 1.1
NOVATIG 203 PULSE PFC
10. ANNEXES
10.1. WIRING DIAGRAMS
1.995.226 EN - Rev. 1.1 35
NOVATIG 203 PULSE PFC
10.2. SPARE PARTS
Pos. Code Description Qt. Pos. Code Description Qt. Pos. Code Description Qt.
1 8.225.076 Handle 1 15 8.222.011 Main transformer 1 27 8.226.005 Inverter module
2 8.221.025 Machine cover 1 16 8.222.015 Inductance 1 A1 8.221.038 Frd heat sink 1
3 8.291.026 Fan cover 1 17 8.292.010 Hall current sensor 1 A2 8.295.082 Fast recovery diode 6
4 8.221.020 Fixing plate for fan 1 18 8.221.018 Front panel 1 A3 8.221.043 Heat sink 1
5 8.221.017 Rear panel 1 Euro socket A4 8.223.065 PFC main PCB 1
6 8.295.077 ON/OFF switch 1 19 8.295.070 (without plastic 2 A5 8.221.042 Heat sink 1
7 8.295.079 Gas valve 1 cover) A6 8.295.107 IGBT 6
Fixing clamp for 20 8.295.067 12 Pin socket 1 A7 8.221.041 Heat sink 1
8 8.295.074 1
power cable 21 8.291.053 Front gas fitting 1 A8 8.295.080 Fast recovery diode 2
9 8.295.094 Fan 1 22 8.295.085 Knob 1 A9 8.295.103 Insulation block 12
10 8.220.013 Plastic holder 2 Fixing plate for A10 8.221.030 Heat sink 1
23 8.221.034 1
11 8.222.018 PFC inductor 1 front panel A11 8.295.091 Spiral cover buckle 2
12 8.221.012 Bottom plate 1 24 8.223.068 Digital display PCB 1 A12 8.222.020 Rectifier bridge 2
13 8.223.079 High frequency PCB 1 Three-phase A13 8.225.078 Switch 2
25 8.223.080 1
High frequency PCB absorber PCB
14 8.221.045 1
mounting box 26 8.223.085 Control PCB 1
36 1.995.226 EN - Rev. 1.1
NOVATIG 203 PULSE PFC
1.995.226 EN - Rev. 1.1 37
NOVATIG 203 PULSE PFC
38 1.995.226 EN - Rev. 1.1
NOVATIG 203 PULSE PFC
1.995.226 EN - Rev. 1.1 39
SINCOSALD S.r.l
Headquarters - Offices
via della Fisica, 26/28
20864 Agrate Brianza (MB) Italy
Tel: +39 039 641171
Fax: +39 039 6057122
export@sincosald.it
www.sincosald.it
You might also like
- Machine Manual MTX-ZX-BX ENG - Vers CDocument52 pagesMachine Manual MTX-ZX-BX ENG - Vers CNenad Pavlović100% (1)
- Operatorsmanual Screening Bucket Remu A413784Document44 pagesOperatorsmanual Screening Bucket Remu A413784Edi FiebichNo ratings yet
- Rotary Valve ManualDocument34 pagesRotary Valve ManualMarcio StaschowerNo ratings yet
- 1, U&M PPC - Draft From DalmecDocument55 pages1, U&M PPC - Draft From Dalmecbách hà100% (2)
- Select The Best Answer For The Questions Below:: Laser Safety QuizDocument2 pagesSelect The Best Answer For The Questions Below:: Laser Safety QuizMediatrix DevianiNo ratings yet
- 4 Piles Cap With Eccentricity ExampleDocument3 pages4 Piles Cap With Eccentricity ExampleSousei No Keroberos100% (1)
- Salda RIS 400 PE EKO 3.0 Mounting and InstallationDocument32 pagesSalda RIS 400 PE EKO 3.0 Mounting and InstallationmuhkuhleleNo ratings yet
- O&m Vsa 800-1000-1200 - enDocument53 pagesO&m Vsa 800-1000-1200 - enMabel LimNo ratings yet
- Trans Smart Sterilizer - User ManualDocument59 pagesTrans Smart Sterilizer - User ManualAlemuNo ratings yet
- 02-F02200 - Machine Operating Manual - enDocument198 pages02-F02200 - Machine Operating Manual - enmikiasNo ratings yet
- FC1200 Manual - Part A (Design & Technical Data) - Moatise Project (English)Document26 pagesFC1200 Manual - Part A (Design & Technical Data) - Moatise Project (English)nelson nipasseNo ratings yet
- Knurling Machine For Thermal-Cut Profile M: AS 140 Z Code: 299.01.13/ADocument25 pagesKnurling Machine For Thermal-Cut Profile M: AS 140 Z Code: 299.01.13/Ahaidary.shahab63No ratings yet
- Gangways LINCEDocument55 pagesGangways LINCElokesh medhaNo ratings yet
- (00A) Manual-0660274-Total-GbDocument277 pages(00A) Manual-0660274-Total-Gbtatenda bosopoNo ratings yet
- Manual Usuario MPW-56Document31 pagesManual Usuario MPW-56ISABEL URBANONo ratings yet
- Panasonic kxfl612cx Service ManualDocument266 pagesPanasonic kxfl612cx Service ManualdieubimatNo ratings yet
- PANASONIC KX-FL403RU - Printservis - Com.ua PDFDocument271 pagesPANASONIC KX-FL403RU - Printservis - Com.ua PDFОлександр КабанецьNo ratings yet
- TR 203 Service ManualDocument108 pagesTR 203 Service ManualspahiuanaNo ratings yet
- Manuale PT230 Rev0 INGDocument186 pagesManuale PT230 Rev0 INGjps.forsaljningNo ratings yet
- KX FL612CX ManualDocument266 pagesKX FL612CX ManualMuhammad umair AkramNo ratings yet
- 70kva 2 X Ups 400v 110v Dt318107 l09 0831 Iocl DHDT Plant VadodaraDocument154 pages70kva 2 X Ups 400v 110v Dt318107 l09 0831 Iocl DHDT Plant VadodarabahmanNo ratings yet
- Weiss SpindleDocument56 pagesWeiss Spindlegabito moneroNo ratings yet
- User and Operation Manual MUVGI8Document22 pagesUser and Operation Manual MUVGI8إبراهيم عبدالمجيدNo ratings yet
- FL513PDDocument268 pagesFL513PDRafał LataczNo ratings yet
- Operation Instruction of AF-type Screw PumpDocument27 pagesOperation Instruction of AF-type Screw PumpNazar KhanNo ratings yet
- Um Icebreaker 40 150ccm Eng 2333538Document108 pagesUm Icebreaker 40 150ccm Eng 2333538Eliecer godoyNo ratings yet
- 04 Summary - enDocument3 pages04 Summary - enIsaac LopbenNo ratings yet
- Model - 844 - 01A Auto Sliding GateDocument27 pagesModel - 844 - 01A Auto Sliding Gateoj_ordeNo ratings yet
- 06 Ba Exakt 80eplus EnglischDocument154 pages06 Ba Exakt 80eplus EnglischAya adelNo ratings yet
- Rotary Microtome CUT 4060: Operating ManualDocument39 pagesRotary Microtome CUT 4060: Operating ManualEngineer Awais100% (1)
- HMG - PRO - User - Manual - EN - Web - v1 - 4 KWHDocument76 pagesHMG - PRO - User - Manual - EN - Web - v1 - 4 KWHsunthron somchaiNo ratings yet
- SM 80-120 2V Lucks ManualDocument63 pagesSM 80-120 2V Lucks ManualAlin George CatanaNo ratings yet
- LMFC250 Fine Crusher ManualDocument47 pagesLMFC250 Fine Crusher ManualazelmeisNo ratings yet
- ENI - Completion Procedures ManualDocument192 pagesENI - Completion Procedures ManualBenjamín OteroNo ratings yet
- SYNOX PF - 1300 - R0 - en - 3400Document45 pagesSYNOX PF - 1300 - R0 - en - 3400Nishant AnandNo ratings yet
- User Manual Kullanim Kilavuzu: Rs 350 M Pro - Rs 350 MW Pro Rs 450 M Pro - Rs 450 MW Pro Rs 550 M Pro - Rs 550 MW ProDocument88 pagesUser Manual Kullanim Kilavuzu: Rs 350 M Pro - Rs 350 MW Pro Rs 450 M Pro - Rs 450 MW Pro Rs 550 M Pro - Rs 550 MW ProSerhan AysanNo ratings yet
- BAL - AE E+ 4.0 - TC Go! - 09.2020 - ENDocument163 pagesBAL - AE E+ 4.0 - TC Go! - 09.2020 - ENponsfernandoNo ratings yet
- Instrucciones Montaje CaudalimetroDocument55 pagesInstrucciones Montaje CaudalimetroamaestrelNo ratings yet
- Screenshot 2023-04-06 at 10.10.15 AmDocument68 pagesScreenshot 2023-04-06 at 10.10.15 Amjohn buonoNo ratings yet
- Refrigerated CentrifugeDocument77 pagesRefrigerated CentrifugeAlex SarmientoNo ratings yet
- V31 BA 16.01 enDocument24 pagesV31 BA 16.01 enbrzNo ratings yet
- BA - Tankreiniger Turbodisc - GEA - EN-231669Document32 pagesBA - Tankreiniger Turbodisc - GEA - EN-231669Hoàng Nguyễn VănNo ratings yet
- LX Wbvl65 DSPDocument61 pagesLX Wbvl65 DSPAlejandro DelgadoNo ratings yet
- Aficio sp3400nDocument20 pagesAficio sp3400ncclodoaldo1577No ratings yet
- Um Trackone T0150F41 T0150F42 - EngDocument79 pagesUm Trackone T0150F41 T0150F42 - EngZakaria KhelifiNo ratings yet
- EA Easysphere EN 2014 08 1103757C ValDocument32 pagesEA Easysphere EN 2014 08 1103757C ValAlfonso Lopez toroNo ratings yet
- 019 HSC ManualDocument29 pages019 HSC ManualMarvin DuarteNo ratings yet
- Heightrider: Operating & Safety Instructions MODEL HR10 (SP26), HR12 (SP34) & HR12 4x4 (SP34 4x4) SERIESDocument45 pagesHeightrider: Operating & Safety Instructions MODEL HR10 (SP26), HR12 (SP34) & HR12 4x4 (SP34 4x4) SERIESSebastian LagosNo ratings yet
- Operation Instructions Danfoss - ENG PDFDocument84 pagesOperation Instructions Danfoss - ENG PDFrubicsNo ratings yet
- 8628 GF4 ManualDocument52 pages8628 GF4 ManualRudrik SilvaNo ratings yet
- SQ Manual IndexedDocument76 pagesSQ Manual IndexedyusufNo ratings yet
- Pid00a - 10 5715-616 UkDocument44 pagesPid00a - 10 5715-616 Uksmni00957No ratings yet
- Gin Pole MANUALDocument13 pagesGin Pole MANUALHarish BhattNo ratings yet
- OI CPH6000 en de 29353Document132 pagesOI CPH6000 en de 29353Hi Tech Calibration ServicesNo ratings yet
- VLT AutomationDrive FC 301 - FC 302Document92 pagesVLT AutomationDrive FC 301 - FC 302RoneiNo ratings yet
- Manual de Operación - Grúa Tadano ATF220 G5Document822 pagesManual de Operación - Grúa Tadano ATF220 G5Reinaldo Zorrilla100% (1)
- Operating Guide: VLT AQUA Drive FC 202Document90 pagesOperating Guide: VLT AQUA Drive FC 202rony sheekNo ratings yet
- KX FLB853FXDocument369 pagesKX FLB853FXIon JardelNo ratings yet
- Um Gm5000ea RF FM Eng 2344499Document84 pagesUm Gm5000ea RF FM Eng 2344499ΑΝΑΣΤΑΣΙΟΣ ΜΥΛΩΝΑΣNo ratings yet
- Saxmag OperDocument36 pagesSaxmag OperSherif AdelNo ratings yet
- User'S Manual: InstructionsDocument46 pagesUser'S Manual: InstructionsNikola Markovski100% (1)
- Mamad D1 Case Study Catherine'sDocument5 pagesMamad D1 Case Study Catherine'sMamad Mocsana TomawisNo ratings yet
- Anatomy and Physiology: University of San Agustin Review Center Iloilo City, PhilippinesDocument74 pagesAnatomy and Physiology: University of San Agustin Review Center Iloilo City, PhilippinesChristine Joy MolinaNo ratings yet
- Experiment 3 (Sublimation and Melting Point Determination)Document13 pagesExperiment 3 (Sublimation and Melting Point Determination)Cheng BauzonNo ratings yet
- 1-5 Weeks GravimetryDocument9 pages1-5 Weeks Gravimetrykh omarNo ratings yet
- 6. 350-500FR2英文TSM50663-02 - 631461 - 705Document49 pages6. 350-500FR2英文TSM50663-02 - 631461 - 705Hernando Fang PedrozaNo ratings yet
- CPC Assignment 6Document5 pagesCPC Assignment 6Para DiseNo ratings yet
- Vacuum TechnologyDocument84 pagesVacuum TechnologyMostafa AlwielyNo ratings yet
- Big Fat LieDocument11 pagesBig Fat LieSquinkleNo ratings yet
- Programming For Competitive CrossfitDocument53 pagesProgramming For Competitive CrossfitcamilcaNo ratings yet
- Articulo 1 Indirect Ecological Interactions in The Rhizosphere PDFDocument28 pagesArticulo 1 Indirect Ecological Interactions in The Rhizosphere PDFRUBEN SANTIAGO ARIAS AGUDELONo ratings yet
- WantedDocument4 pagesWantedMansoor TheenNo ratings yet
- Where Does The Glycolysis OccourDocument2 pagesWhere Does The Glycolysis OccourMaria Claudette Andres AggasidNo ratings yet
- Recount Text MATERI X TSM 3 TGL 142019Document3 pagesRecount Text MATERI X TSM 3 TGL 142019smkn 8 jemberNo ratings yet
- H250 H250 H250 H250: Variable Area FlowmeterDocument88 pagesH250 H250 H250 H250: Variable Area Flowmetercedar1015No ratings yet
- CT 17 - SAC Criteria For Auditing Organisations - Sep 17Document22 pagesCT 17 - SAC Criteria For Auditing Organisations - Sep 17OnaFajardoNo ratings yet
- I175e Q2a Datasheet enDocument30 pagesI175e Q2a Datasheet enmax_ingNo ratings yet
- Industrial Department IncentivesDocument5 pagesIndustrial Department IncentivesKUMARNo ratings yet
- Operation Bigay Lunas: Mercury Drug FoundationDocument2 pagesOperation Bigay Lunas: Mercury Drug Foundationulanrain311No ratings yet
- SynopsisDocument2 pagesSynopsisNarendraMSNaren100% (1)
- Academy of Economic Studies of Moldova: Performed by Artur CatanoiDocument3 pagesAcademy of Economic Studies of Moldova: Performed by Artur CatanoiArtur CatanoiNo ratings yet
- Synopsis: Rajiv Gandhi University of Health Sciences Karnataka State, BangaloreDocument17 pagesSynopsis: Rajiv Gandhi University of Health Sciences Karnataka State, BangaloreSANANo ratings yet
- Aashto M145-91Document5 pagesAashto M145-91KkNo ratings yet
- Brand Case Study AssignmentDocument7 pagesBrand Case Study AssignmentTufan EmonNo ratings yet
- Paranthropology Journal of Anthropologic PDFDocument72 pagesParanthropology Journal of Anthropologic PDFCarlos José Lacava Fernández100% (1)
- SPH3U Formula Sheet Fall 2020 1 PDFDocument2 pagesSPH3U Formula Sheet Fall 2020 1 PDFUzmaNo ratings yet
- Mapping Kemuning 1 - 2 Maret 2023Document1 pageMapping Kemuning 1 - 2 Maret 2023josephNo ratings yet
- Msds en Shell Tellus s2 M 68Document15 pagesMsds en Shell Tellus s2 M 68Debora Septania PurbaNo ratings yet
- Criminal Justice Reform ActDocument5 pagesCriminal Justice Reform ActDNAinfoNewYork100% (1)