Download as pdf or txt
You might also like
- Mminutes of MeetingDocument3 pagesMminutes of MeetingLeoh Nyabaya100% (3)
- MDSAP QMS P0005 Management Responsibility Review ProcedureS508Document5 pagesMDSAP QMS P0005 Management Responsibility Review ProcedureS508drmohamed120No ratings yet
- IFS Foodv7 Assessment Auditor Guidelin enDocument69 pagesIFS Foodv7 Assessment Auditor Guidelin enAm-in Xam-aira100% (1)
- QMS 010 Classification Definition and Approval Matrix of GMP Documents SampleDocument5 pagesQMS 010 Classification Definition and Approval Matrix of GMP Documents SampleRosella Planta100% (1)
- Inventory ManagementDocument3 pagesInventory Managementmani_932218609No ratings yet
- Establishing A CGMP Laboratory Audit System: A Practical GuideFrom EverandEstablishing A CGMP Laboratory Audit System: A Practical GuideNo ratings yet
- ICH Quality Guidelines: An Implementation GuideFrom EverandICH Quality Guidelines: An Implementation GuideAndrew TeasdaleNo ratings yet
- Seminar On GMP Requirements For Ophthalmic PreparationsDocument57 pagesSeminar On GMP Requirements For Ophthalmic Preparationsvkguptajss100% (1)
- Isr 13485 Delta ChecklistDocument11 pagesIsr 13485 Delta ChecklistMs. ThuNo ratings yet
- Iso13485 QM01 Scope PDFDocument4 pagesIso13485 QM01 Scope PDFQuality and Safety Consultants Co.No ratings yet
- As Far As Possible - en ISO 14971Document19 pagesAs Far As Possible - en ISO 14971Kanwal Jit Singh100% (1)
- FDA 483 and Warning LetterDocument38 pagesFDA 483 and Warning LetterOmar FaruqNo ratings yet
- QualAudit 2Document56 pagesQualAudit 2Vikash KumarNo ratings yet
- Supplier Auditpak 2000Document52 pagesSupplier Auditpak 2000Adrian AustinNo ratings yet
- What's Changed in ISO 13485:2016?: BrandwoodDocument22 pagesWhat's Changed in ISO 13485:2016?: BrandwoodHilario AlinabonNo ratings yet
- ISO 13485 2012 Anexes EDocument22 pagesISO 13485 2012 Anexes Ercjpedroyahoocom0% (1)
- Quality Control ElementsDocument53 pagesQuality Control ElementsMariaCarlaMañagoNo ratings yet
- MDSAP PresentationDocument31 pagesMDSAP PresentationAditya C KNo ratings yet
- Revital Audit+Plan Rev25Document8 pagesRevital Audit+Plan Rev25Musyoka UrbanusNo ratings yet
- Clause-by-Clause Explanation of ISO 13485:2016Document26 pagesClause-by-Clause Explanation of ISO 13485:2016Grupo DOCStore Brasil LtdaNo ratings yet
- Section 2Document117 pagesSection 2باسل العدوانNo ratings yet
- MD 009 Design Verification Sop 1 0 110905125010 Phpapp02Document1 pageMD 009 Design Verification Sop 1 0 110905125010 Phpapp02Omer ZiaNo ratings yet
- Food Label Guide FDADocument132 pagesFood Label Guide FDAStephanie AngkaNo ratings yet
- By MR - Vikram JoshiDocument56 pagesBy MR - Vikram Joshimayurimehta1No ratings yet
- Iso13485 QM06 MngResponsibilityDocument9 pagesIso13485 QM06 MngResponsibilityQuality and Safety Consultants Co.No ratings yet
- Medical Device Quality Systems Manual: A Small Entity Compliance GuideDocument468 pagesMedical Device Quality Systems Manual: A Small Entity Compliance GuideScott BeachNo ratings yet
- Adopting The Product Lifecycle ApproachDocument4 pagesAdopting The Product Lifecycle Approach刘朝阳No ratings yet
- Why ISO 13485? - Awareness Presentation: Subtitle or PresenterDocument14 pagesWhy ISO 13485? - Awareness Presentation: Subtitle or PresenterBulmaro SanchezNo ratings yet
- Qa RoleDocument59 pagesQa RoleNirvi GandhiNo ratings yet
- CAPA Change ManagementDocument22 pagesCAPA Change ManagementMuhammadAmdadulHoque100% (1)
- ISO 13485 Lead Auditor Two Page BrochureDocument2 pagesISO 13485 Lead Auditor Two Page BrochurePECBCERTIFICATIONNo ratings yet
- ISO 13485 Audit Checklist Sample PDF ReportDocument14 pagesISO 13485 Audit Checklist Sample PDF ReportCharfeddine AmriNo ratings yet
- GMP Audit Inspections and Audit PreparationsDocument19 pagesGMP Audit Inspections and Audit PreparationsabhijitNo ratings yet
- Iso13485 QM06 MngResponsibilityDocument9 pagesIso13485 QM06 MngResponsibilityhitham shehataNo ratings yet
- International Standards Regulation Conference 03 November 2020Document152 pagesInternational Standards Regulation Conference 03 November 2020Benjamin MossoNo ratings yet
- General Equipment TableDocument16 pagesGeneral Equipment Tablearli krisnandikaNo ratings yet
- Dydacomp's Multichannel Order Manager 7i Setup GuideDocument312 pagesDydacomp's Multichannel Order Manager 7i Setup GuideDydacompNo ratings yet
- GFCO Certification ManualDocument72 pagesGFCO Certification Manualatila117No ratings yet
- GHTF Supplier Controlsg3final N17Document21 pagesGHTF Supplier Controlsg3final N17freelovefestNo ratings yet
- Final Document: Global Harmonization Task ForceDocument26 pagesFinal Document: Global Harmonization Task ForceChaNo ratings yet
- GMP Good Manufacturing Practices For Quality StandardsDocument2 pagesGMP Good Manufacturing Practices For Quality StandardsShailesh GuptaNo ratings yet
- Pharmacovigilance Inspection Program Guidance Medicine SponsorsDocument23 pagesPharmacovigilance Inspection Program Guidance Medicine SponsorsJasper Buss Hub100% (1)
- Summary Comparison Guide ISO 13485 FDA QSR 1704944178Document27 pagesSummary Comparison Guide ISO 13485 FDA QSR 1704944178Ridesh JaganathamaniNo ratings yet
- B0 9001 Auditor TrainingDocument40 pagesB0 9001 Auditor TrainingDivya PillaiNo ratings yet
- Unit IV - Complaints and DocumentsDocument103 pagesUnit IV - Complaints and DocumentsIndu VattiNo ratings yet
- 820 - ISO 13485-2003 Comparison MatrixDocument37 pages820 - ISO 13485-2003 Comparison MatrixAli Imamudeen100% (2)
- SQF Code Edition 7.2 Checklist FinalDocument387 pagesSQF Code Edition 7.2 Checklist FinalGrace Cheng0% (1)
- FDA-IsO QMS Audit Checklist Greenlight GuruDocument3 pagesFDA-IsO QMS Audit Checklist Greenlight GuruNigel LimNo ratings yet
- Internal Quality Management System Audit Checklist (ISO9001:2015)Document24 pagesInternal Quality Management System Audit Checklist (ISO9001:2015)Fatimaezzahraa BouaalamNo ratings yet
- CDRHLearn ProductionandProcessControls Slides PDFDocument53 pagesCDRHLearn ProductionandProcessControls Slides PDFmailtorubal2573No ratings yet
- Embracing Agile PracticesDocument4 pagesEmbracing Agile PracticesnikitoNo ratings yet
- Quality Management System RequirementsDocument70 pagesQuality Management System RequirementsinfojavedNo ratings yet
- Medical Device Quality Systems ManualDocument2 pagesMedical Device Quality Systems ManualiveleonNo ratings yet
- sg3 PD n18-r8Document26 pagessg3 PD n18-r8elighiNo ratings yet
- Asean GMP Training ModuleDocument50 pagesAsean GMP Training ModuleMarinelle AngelesNo ratings yet
- Change Control 1Document25 pagesChange Control 1ajmalnasirNo ratings yet
- FDADocument21 pagesFDAsurenu89No ratings yet
- 06 Breakout D-Quality Risk Management-Key MessagesDocument26 pages06 Breakout D-Quality Risk Management-Key MessagesAhmad KhreisatNo ratings yet
- FDA Recall Procedure TemplateDocument9 pagesFDA Recall Procedure TemplatedhafyajaaNo ratings yet
- Auditors Code of ConductDocument33 pagesAuditors Code of ConductSherwin MosomosNo ratings yet
- Good Distribution Practice A Complete Guide - 2020 EditionFrom EverandGood Distribution Practice A Complete Guide - 2020 EditionNo ratings yet
- PubmedDocument24 pagesPubmedHend maarofNo ratings yet
- Pico 2Document14 pagesPico 2Hend maarofNo ratings yet
- Pico 1Document15 pagesPico 1Hend maarofNo ratings yet
- Boolean OperatoorDocument10 pagesBoolean OperatoorHend maarofNo ratings yet
- Types of Data QuizizzDocument3 pagesTypes of Data QuizizzHend maarofNo ratings yet
- Biochem 002Document24 pagesBiochem 002Hend maarofNo ratings yet
- Dose ResponseDocument42 pagesDose ResponseHend maarofNo ratings yet
- Chapter 4 Part 2Document22 pagesChapter 4 Part 2Hend maarofNo ratings yet
- Chapter 4 (Compare Groups)Document11 pagesChapter 4 (Compare Groups)Hend maarofNo ratings yet
- Methods For Performing Inference On Population Means and Proportions Via Sample DataDocument49 pagesMethods For Performing Inference On Population Means and Proportions Via Sample DataHend maarofNo ratings yet
- Chapter No.2 Describing Central Tendency and VariabilityDocument83 pagesChapter No.2 Describing Central Tendency and VariabilityHend maarofNo ratings yet
- Chapter 1. BiostatisticsDocument34 pagesChapter 1. BiostatisticsHend maarofNo ratings yet
- Chopin's Mazurka, Op. 17. No. 4 PDFDocument6 pagesChopin's Mazurka, Op. 17. No. 4 PDFtungkhngNo ratings yet
- Module 5: Building The Teaching Portfolio Related To The Implementation of The ModalitiesDocument2 pagesModule 5: Building The Teaching Portfolio Related To The Implementation of The Modalitiesrom keroNo ratings yet
- Eurocode 1 ComparisonDocument10 pagesEurocode 1 ComparisontbaysakNo ratings yet
- Check Manual: ES SeriesDocument42 pagesCheck Manual: ES SeriesArturo CalderonNo ratings yet
- Mitsubishi Industrial Robot F SeriesDocument22 pagesMitsubishi Industrial Robot F SeriesNaimersoft SolucionesNo ratings yet
- Experiment 2 - Classes and Changes in MatterDocument4 pagesExperiment 2 - Classes and Changes in MatterLaurrence CapindianNo ratings yet
- Lecture1 Introduction To BiostatisticsDocument18 pagesLecture1 Introduction To BiostatisticsIdiAmadouNo ratings yet
- Read The Following Text About A Boy Called Cameron Oliver and His Award. Then, Answer The QuestionsDocument3 pagesRead The Following Text About A Boy Called Cameron Oliver and His Award. Then, Answer The QuestionsYênNo ratings yet
- Thayer, Indo-Pacific Geopolitics and The South China Sea Disputes: Australian PerspectiveDocument21 pagesThayer, Indo-Pacific Geopolitics and The South China Sea Disputes: Australian PerspectiveCarlyle Alan ThayerNo ratings yet
- Eaton Hydroline TS CylinderDocument8 pagesEaton Hydroline TS CylinderHanzil HakeemNo ratings yet
- New Menu-Dine-In Updated VersionDocument2 pagesNew Menu-Dine-In Updated Versionapi-255158936No ratings yet
- Po CDocument43 pagesPo CGeldo RivasNo ratings yet
- Village Cleanliness Index & SLWM IndexDocument16 pagesVillage Cleanliness Index & SLWM Indexpunu904632No ratings yet
- HCH416A - Inorg. Syst. Metal Clusters 2Document19 pagesHCH416A - Inorg. Syst. Metal Clusters 2Rangwani NesbitNo ratings yet
- Cuprins: State of The Art LivingDocument15 pagesCuprins: State of The Art LivingBogdan IonițăNo ratings yet
- Hepatitis Doc LectureDocument12 pagesHepatitis Doc LectureDr. Muhammad RazzaqNo ratings yet
- Spare Parts Catalog: 6 WG 200 (555/5) Material Number: 4644.026.333 Current Date: 27.02.2020Document74 pagesSpare Parts Catalog: 6 WG 200 (555/5) Material Number: 4644.026.333 Current Date: 27.02.2020GeorgiNo ratings yet
- Infant BathingDocument2 pagesInfant BathingAira SantosNo ratings yet
- The Objectives Behind The Opening of Insurance SectorDocument12 pagesThe Objectives Behind The Opening of Insurance SectortsrajanNo ratings yet
- FINAL NURUL AQILAH BINTI PARMAN NATIONLISM (AutoRecovered)Document21 pagesFINAL NURUL AQILAH BINTI PARMAN NATIONLISM (AutoRecovered)NURUL NAJWA MOHAMAD SOFFIANNo ratings yet
- Technology and Operations ManagementDocument26 pagesTechnology and Operations ManagementAnna Dolot100% (1)
- SWOT AnalysisDocument13 pagesSWOT AnalysisEdchel EspeñaNo ratings yet
- OS Lesson+Plan+and+ObjectivesDocument4 pagesOS Lesson+Plan+and+ObjectivesNikitha Rathnakar0% (2)
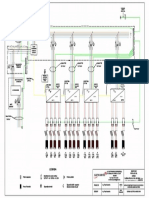
- SCHEMA MONOFILARA PIPEPLAST - CompletDocument1 pageSCHEMA MONOFILARA PIPEPLAST - Completmihai oproescu100% (1)
- Managing NetworksDocument1 pageManaging Networksdovipat712No ratings yet
- Ust HtaDocument5 pagesUst HtaSteven SantosNo ratings yet
- TCDS No. 1A2 Piper Pa-18 PDFDocument16 pagesTCDS No. 1A2 Piper Pa-18 PDFElmer VillegasNo ratings yet
- EVK 7 8 M8 PCBVC D - UserGuide - (UBX 14002502)Document25 pagesEVK 7 8 M8 PCBVC D - UserGuide - (UBX 14002502)Rizwan AhmedNo ratings yet