Download as pdf or txt
You might also like
- BYK Rheology AdditivesDocument127 pagesBYK Rheology AdditivesAlbertNo ratings yet
- Article 2017 Effects of Geometry and Internals of A Continuous Gravity Settler On Liquid Liquid Separation PDFDocument16 pagesArticle 2017 Effects of Geometry and Internals of A Continuous Gravity Settler On Liquid Liquid Separation PDFMehdiMoosaviNo ratings yet
- Design Criteria For Oilfield SeparatorsDocument11 pagesDesign Criteria For Oilfield SeparatorsVasile BologaNo ratings yet
- Song Et Al 2023 Dynamic Simulator For Three Phase Gravity Separators in Oil Production FacilitiesDocument12 pagesSong Et Al 2023 Dynamic Simulator For Three Phase Gravity Separators in Oil Production FacilitiesOmar SaaedNo ratings yet
- Tuktak DataDocument19 pagesTuktak DataFarhan HamidNo ratings yet
- FEDSM-ICNMM2010-30775: Gas Liquid Vane Separators in High Pressure ApplicationsDocument5 pagesFEDSM-ICNMM2010-30775: Gas Liquid Vane Separators in High Pressure ApplicationsAmine BennouriNo ratings yet
- Oil Gas Separation Science - Full Theory and Diff Eqn For Term VelocityDocument6 pagesOil Gas Separation Science - Full Theory and Diff Eqn For Term VelocityVimal Raj SNo ratings yet
- S E SPE 1600 Extending 003 G The Ran Nge of Ga As Lift To Long Pe Rforation SDocument11 pagesS E SPE 1600 Extending 003 G The Ran Nge of Ga As Lift To Long Pe Rforation SLeo MessiNo ratings yet
- 369-Source Texts-2430-1-10-20201007Document6 pages369-Source Texts-2430-1-10-20201007Mahfoud AMMOURNo ratings yet
- ASME IMECE 2015 Paper FINALDocument14 pagesASME IMECE 2015 Paper FINALVigor ModemNo ratings yet
- Design of Mist Eliminators PDFDocument8 pagesDesign of Mist Eliminators PDFVijay KaleNo ratings yet
- Spe 98035 MS PDocument9 pagesSpe 98035 MS PJose Gregorio Fariñas GagoNo ratings yet
- Venturimodeling Aiche 1998Document13 pagesVenturimodeling Aiche 1998Gerardo Agurto LescanoNo ratings yet
- Tube Coating - ArticleDocument5 pagesTube Coating - ArticlekarpanaiNo ratings yet
- Feed Temperature Effect On Separation Performance of Industrial Hydrocyclone: Advanced CFD AnalysisDocument14 pagesFeed Temperature Effect On Separation Performance of Industrial Hydrocyclone: Advanced CFD AnalysisGanesha AdhityaNo ratings yet
- Walter2003 UnlockedDocument13 pagesWalter2003 UnlockedLorena CamposNo ratings yet
- Application of CFD To Debottleneck Production SepaDocument14 pagesApplication of CFD To Debottleneck Production SepaFernando AmoresNo ratings yet
- Challenges in The Design of Separators: Separation/meteringDocument3 pagesChallenges in The Design of Separators: Separation/meteringsterlingNo ratings yet
- SSTMokni Ines 2019Document15 pagesSSTMokni Ines 2019fajar kusumaNo ratings yet
- Analysis and Modeling of Viscosity For Aqueous Polyurethane Dispersion As A Function of Shear Rate, Temperature, and Solid ContentDocument8 pagesAnalysis and Modeling of Viscosity For Aqueous Polyurethane Dispersion As A Function of Shear Rate, Temperature, and Solid ContentAmbadas GarjeNo ratings yet
- CFD Modeling Analysis of A Vertical Gas Liquid SeparatorDocument9 pagesCFD Modeling Analysis of A Vertical Gas Liquid SeparatorTanweer HussainNo ratings yet
- PN 10389 GC MS Gas Samping Valve ISCC 2014 PN10389 ENDocument7 pagesPN 10389 GC MS Gas Samping Valve ISCC 2014 PN10389 ENtalebNo ratings yet
- Numerical Investigation On Atomization Characteristics of Sustainable Aviation BiofuelDocument16 pagesNumerical Investigation On Atomization Characteristics of Sustainable Aviation Biofuela.poushandNo ratings yet
- Spe 108176 MS PDocument9 pagesSpe 108176 MS PJose Gregorio Fariñas GagoNo ratings yet
- Zhu - 2017 - J. - Phys. - Conf. - Ser. - 916 - 012035Document6 pagesZhu - 2017 - J. - Phys. - Conf. - Ser. - 916 - 012035Cesar Ricardo Lopez ValerioNo ratings yet
- Ahuja - 2001 - Simulations of Cavitating Flows Using Hybrid Unstructured MeshesDocument11 pagesAhuja - 2001 - Simulations of Cavitating Flows Using Hybrid Unstructured MeshesNguyen The DucNo ratings yet
- 011 and Gasseparation Theory, Application and DesignDocument5 pages011 and Gasseparation Theory, Application and DesignFRAINE YOUCEFNo ratings yet
- Design Two-Phase Separators Within The Right LimitsDocument8 pagesDesign Two-Phase Separators Within The Right Limitschipiloo100% (1)
- Processes 11 02218Document22 pagesProcesses 11 02218Shang-Chieh TingNo ratings yet
- Model of Flow in The Side Chambers of An Industrial Centrifugal Pump For Delivering Viscous OilDocument23 pagesModel of Flow in The Side Chambers of An Industrial Centrifugal Pump For Delivering Viscous Oiliman_pumpNo ratings yet
- A Capacitive Sensor System For The Analysis of Two-Phase Ows of Oil and Conductive WaterDocument9 pagesA Capacitive Sensor System For The Analysis of Two-Phase Ows of Oil and Conductive WaterMuhammadNo ratings yet
- Uniflow CyclonesDocument10 pagesUniflow Cyclonescir74636No ratings yet
- Upstream Operations in The Oil Industry Rigorous MDocument12 pagesUpstream Operations in The Oil Industry Rigorous MShakerMahmoodNo ratings yet
- SPE 77502 Application of Transient Multiphase Compositional Tracking For Pipeline Flow AnalysisDocument10 pagesSPE 77502 Application of Transient Multiphase Compositional Tracking For Pipeline Flow AnalysisAyauwu LovedayNo ratings yet
- Geothermal Reservoir ModellingDocument33 pagesGeothermal Reservoir ModellingAdi Danu SaputraNo ratings yet
- Acs Energyfuels 2c03982Document21 pagesAcs Energyfuels 2c03982Dinesh JoshiNo ratings yet
- Separation Science and Technology 2022Document25 pagesSeparation Science and Technology 2022tourkiNo ratings yet
- Review: Improving Mist Eliminator Performance in Gas-Liquid SeparatorsDocument15 pagesReview: Improving Mist Eliminator Performance in Gas-Liquid SeparatorsHoanh Hai NguyenNo ratings yet
- TwoPhaseTheory For Geldard C+ and ADocument10 pagesTwoPhaseTheory For Geldard C+ and Alukas.walkNo ratings yet
- Pour Ahmad I Lal Eh 2013Document9 pagesPour Ahmad I Lal Eh 2013Mohammad Shafaet JamilNo ratings yet
- CFD Modeling of Globe Valves For Oxygen ApplicationDocument8 pagesCFD Modeling of Globe Valves For Oxygen ApplicationRamesh AravindNo ratings yet
- Venturi Ref 1Document12 pagesVenturi Ref 1Bharat MahajanNo ratings yet
- Gas Well Production Optimization Using Dynamic Nodal AnalysisDocument9 pagesGas Well Production Optimization Using Dynamic Nodal AnalysisTopiksarip05100% (1)
- Spe 104069Document4 pagesSpe 104069Ruben Salazar-MendozaNo ratings yet
- Bahadori 2010Document6 pagesBahadori 2010Theo MartinezNo ratings yet
- Computational Strategies For Sizing Liquid-Liquid ExtractorsDocument17 pagesComputational Strategies For Sizing Liquid-Liquid ExtractorsBernardo RodriguesNo ratings yet
- Owusu Et Al-2019-Steel Research InternationalDocument14 pagesOwusu Et Al-2019-Steel Research InternationalMau MarNo ratings yet
- spe-28322-ms-HSI and Balling TestsDocument12 pagesspe-28322-ms-HSI and Balling TestsSaad KNo ratings yet
- Lotfi An 2018Document12 pagesLotfi An 2018dhiraj.biswasNo ratings yet
- Wang 2019Document14 pagesWang 2019Arifah Sukasri Jurusan Teknik KimiaNo ratings yet
- The Effect On Well Productivity of Formation Penetration Beyond Perforated CasingDocument4 pagesThe Effect On Well Productivity of Formation Penetration Beyond Perforated CasingFairuz AthallahNo ratings yet
- CFD Analysis With Fluid-Structure Interaction of Opening High-Pressure Safety ValvesDocument9 pagesCFD Analysis With Fluid-Structure Interaction of Opening High-Pressure Safety ValvesPEUSABOIANo ratings yet
- Spe 98329 MSDocument8 pagesSpe 98329 MSdancelikedaveNo ratings yet
- Stress-Sweep Test To Evaluate Modified Asphalt Binder With Elastomer and Plastomer PolymersDocument9 pagesStress-Sweep Test To Evaluate Modified Asphalt Binder With Elastomer and Plastomer Polymersedwin_guerrafNo ratings yet
- Developments in the Interpretation of Power Transformer Dissolved Gas Analysis Results 论文Document162 pagesDevelopments in the Interpretation of Power Transformer Dissolved Gas Analysis Results 论文Jicheng PiaoNo ratings yet
- NETA World Determining Cellulose Degradation in Transformers Using Indirect Tests LewandKoehler Fall 2021Document11 pagesNETA World Determining Cellulose Degradation in Transformers Using Indirect Tests LewandKoehler Fall 2021benlahnecheNo ratings yet
- SPE 82415 Improved Rheology ModelDocument11 pagesSPE 82415 Improved Rheology ModelLeo Rojas DomNo ratings yet
- SPE 18565 PA - RelPermOvrvw PDFDocument5 pagesSPE 18565 PA - RelPermOvrvw PDFDavid OtálvaroNo ratings yet
- Flow Conditioning PLatesDocument8 pagesFlow Conditioning PLatesGeethaNo ratings yet
- Energy Science Engineering - 2022 - Ma - Numerical Simulation On Gas Liquid Separation Characteristics in ADocument10 pagesEnergy Science Engineering - 2022 - Ma - Numerical Simulation On Gas Liquid Separation Characteristics in AThiago VicznevskiNo ratings yet
- Laboratory Manual For Air Permeability MeasurementDocument4 pagesLaboratory Manual For Air Permeability Measurementadeelsn0% (2)
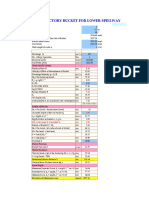
- Trajectory Bucket - Lower SpillwayDocument1 pageTrajectory Bucket - Lower Spillwayekta guptaNo ratings yet
- JARTEST38Document32 pagesJARTEST38Cesar Idrugo GaonaNo ratings yet
- Viscosity Measurement Using CANNON-FENSKE ViscometersDocument2 pagesViscosity Measurement Using CANNON-FENSKE Viscometersb3ltaNo ratings yet
- Spe 190283 MSDocument10 pagesSpe 190283 MSTASHVINDER RAONo ratings yet
- Ghotki Feeder Flow CalculationDocument2 pagesGhotki Feeder Flow CalculationHabib UrsaniNo ratings yet
- Auxiliary Lesson - Water HammerDocument6 pagesAuxiliary Lesson - Water HammerEmmanuel MaalaNo ratings yet
- Post Stall Behavior of A Lifting Line AlgorithmDocument7 pagesPost Stall Behavior of A Lifting Line AlgorithmjoukendNo ratings yet
- Disc Tube Reverse OsmosisDocument4 pagesDisc Tube Reverse OsmosisJha PrabhakarNo ratings yet
- Experimental Thermal and Fluid Science: Shohei Sasaki, Kengo Uchida, Kosuke Hayashi, Akio TomiyamaDocument8 pagesExperimental Thermal and Fluid Science: Shohei Sasaki, Kengo Uchida, Kosuke Hayashi, Akio TomiyamaTyaga SidhartaNo ratings yet
- 400+ TOP Fluid Mechanics MCQs and Answers PDF 2023Document55 pages400+ TOP Fluid Mechanics MCQs and Answers PDF 2023Biswadeep Roy ChoudhuryNo ratings yet
- Experiment No. 5 Demonstration of Continuity Equation: I. ObjectivesDocument5 pagesExperiment No. 5 Demonstration of Continuity Equation: I. ObjectivesMark B. Barroga100% (1)
- Corrugated Plate Separator (CPS) enDocument2 pagesCorrugated Plate Separator (CPS) enzubair19500% (1)
- CAT 950 Oil SpecDocument8 pagesCAT 950 Oil SpecbarazamelNo ratings yet
- Anti-Clogging Drip Irrigation Emitter Design Innovation: Ali Abdulqader Mohammed AliDocument11 pagesAnti-Clogging Drip Irrigation Emitter Design Innovation: Ali Abdulqader Mohammed AliVijay ChavanNo ratings yet
- Enstrophy - WikipediaDocument8 pagesEnstrophy - Wikipediasterling goinNo ratings yet
- Hydraulic Oils PDFDocument3 pagesHydraulic Oils PDFdonyaNo ratings yet
- Lecture 14 - Multiphase Flows Applied Computational Fluid DynamicsDocument46 pagesLecture 14 - Multiphase Flows Applied Computational Fluid Dynamics29040233No ratings yet
- On The Flow of Air Behind An Inclined Flat Plate of Infinite SpanDocument35 pagesOn The Flow of Air Behind An Inclined Flat Plate of Infinite SpanUalisson FerreiraNo ratings yet
- Centrifugal Pump DesignDocument44 pagesCentrifugal Pump Designdinsha100% (2)
- Fluid Properties: - Absolute Psfa or PsiaDocument15 pagesFluid Properties: - Absolute Psfa or Psiajason403No ratings yet
- Evonik COPI Brochure - August - 2021Document9 pagesEvonik COPI Brochure - August - 2021Yamil MacciseNo ratings yet
- Hydraulics of Skimming Flows Over Stepped Channels-ChansonDocument17 pagesHydraulics of Skimming Flows Over Stepped Channels-ChansonGraham RobertsNo ratings yet
- Esdu Aerodynamics Design CollectionDocument3 pagesEsdu Aerodynamics Design Collectionnacho1963No ratings yet
- Presentation 1Document6 pagesPresentation 1Humayun KabirNo ratings yet
- Velocity Induced Corrosion Refers To Problems Caused or Accelerated by The Relative Motion of The Environment and The Metal SurfaceDocument2 pagesVelocity Induced Corrosion Refers To Problems Caused or Accelerated by The Relative Motion of The Environment and The Metal SurfaceChandroyen SinagaNo ratings yet
- Mee2161 Fluid Mechanics - 2021Document99 pagesMee2161 Fluid Mechanics - 2021dany rwagatareNo ratings yet
- Fluid MechDocument205 pagesFluid MechMahesh Ramteke100% (1)
- Unit 2 Fluid Dynamics:: Dr. Naveen G Patil Assistant Professor Ajeenkya Dy Patil UniversityDocument85 pagesUnit 2 Fluid Dynamics:: Dr. Naveen G Patil Assistant Professor Ajeenkya Dy Patil UniversityShreeyash JadhavNo ratings yet