
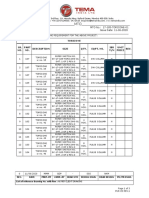
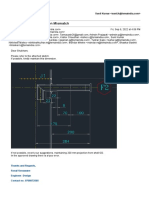
PO 19 - Jacket Shell Nozzle NDT Query
PO 19 - Jacket Shell Nozzle NDT Query
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Po - No.9 9001 DCRDocument20 pagesPo - No.9 9001 DCRAgni DuttaNo ratings yet
- CT-536 (Po-23-Vessel Dishend)Document1 pageCT-536 (Po-23-Vessel Dishend)Agni DuttaNo ratings yet
- 6.1 PWHT ProcedureDocument29 pages6.1 PWHT ProcedureAgni DuttaNo ratings yet
- CT 538 (Po 23 Vessel Dishend)Document1 pageCT 538 (Po 23 Vessel Dishend)Agni DuttaNo ratings yet
- FWD: FWD: 17-185/BARC/ P.O.NO. DPS/NRBPSU/03/N1/2605/TPT/MPO/522-For All Equipment (Incell and Outcell)Document1 pageFWD: FWD: 17-185/BARC/ P.O.NO. DPS/NRBPSU/03/N1/2605/TPT/MPO/522-For All Equipment (Incell and Outcell)Agni DuttaNo ratings yet
- ACFrOgB-DU8GGEg3NcJ6SwdxlaCw1AFNG0o8OZzS1N9 42NR03L4EskeODZ xZGWaCD7VjYBbrK5aK4Gp - B-soYOj0rLpzCzVBjDpWgKN3iRpetFZ-q WgoDFtlybYDocument2 pagesACFrOgB-DU8GGEg3NcJ6SwdxlaCw1AFNG0o8OZzS1N9 42NR03L4EskeODZ xZGWaCD7VjYBbrK5aK4Gp - B-soYOj0rLpzCzVBjDpWgKN3iRpetFZ-q WgoDFtlybYAgni DuttaNo ratings yet
- L.S No. 3328Document4 pagesL.S No. 3328Agni DuttaNo ratings yet
- General Information - IIW IndiaDocument7 pagesGeneral Information - IIW IndiaAgni DuttaNo ratings yet
- Inspection Report Expansion Bellow. Po 20Document2 pagesInspection Report Expansion Bellow. Po 20Agni DuttaNo ratings yet
- IVR 010102019220 - 8 26 Rev.0Document5 pagesIVR 010102019220 - 8 26 Rev.0Agni DuttaNo ratings yet
- LS 3332Document3 pagesLS 3332Agni DuttaNo ratings yet
- Po-48, 3001 Main Shell HLT ReportDocument1 pagePo-48, 3001 Main Shell HLT ReportAgni DuttaNo ratings yet
- Fabrication Related Temaindia Ltd. MailDocument1 pageFabrication Related Temaindia Ltd. MailAgni DuttaNo ratings yet
- Po.10 5001Document2 pagesPo.10 5001Agni DuttaNo ratings yet
- TA - 4271 17-185 (PO-9) 2nd MockupDocument5 pagesTA - 4271 17-185 (PO-9) 2nd MockupAgni DuttaNo ratings yet
- 17 185 Toricone 01 - R0Document5 pages17 185 Toricone 01 - R0Agni DuttaNo ratings yet
- WPS-PQR-1438 TTJ OrbitalDocument8 pagesWPS-PQR-1438 TTJ OrbitalAgni DuttaNo ratings yet
- Coil Additional JointDocument16 pagesCoil Additional JointAgni DuttaNo ratings yet
- P3 Engineering - VES Help ASME UG32Document3 pagesP3 Engineering - VES Help ASME UG32Agni DuttaNo ratings yet
- 17 185 DCR 26Document1 page17 185 DCR 26Agni DuttaNo ratings yet
- Dishedn Details 17-08-2022Document1 pageDishedn Details 17-08-2022Agni DuttaNo ratings yet
- Temaindia Ltd. Mail - Po 51 Nozzle F2 Dimension MismatchDocument2 pagesTemaindia Ltd. Mail - Po 51 Nozzle F2 Dimension MismatchAgni DuttaNo ratings yet
- Temaindia Ltd. Mail - Po 51 RT Not Possible Due To IMTP Fill UpDocument1 pageTemaindia Ltd. Mail - Po 51 RT Not Possible Due To IMTP Fill UpAgni DuttaNo ratings yet
- Inspection Notification-72Document2 pagesInspection Notification-72Agni DuttaNo ratings yet
- Temaindia Ltd. Mail - Po 57 - Long Seam J3, J4, J5 RT Not Possible Due To IMTP FillupDocument1 pageTemaindia Ltd. Mail - Po 57 - Long Seam J3, J4, J5 RT Not Possible Due To IMTP FillupAgni DuttaNo ratings yet
- 102BRHC003001 Hydro 21-10-2022Document5 pages102BRHC003001 Hydro 21-10-2022Agni DuttaNo ratings yet
- ACFrOgDnAg7BCfEYl OCY14ZiKnNY2v3xc02U9-ujRarr-tF5MEC67aQ HyEhWQeye8pFhDKUYnz1WMRPR24pBbDODw5TbQrfRYROOgXVuD1dwalAc1Zeb1ajqBxhG8Document2 pagesACFrOgDnAg7BCfEYl OCY14ZiKnNY2v3xc02U9-ujRarr-tF5MEC67aQ HyEhWQeye8pFhDKUYnz1WMRPR24pBbDODw5TbQrfRYROOgXVuD1dwalAc1Zeb1ajqBxhG8Agni DuttaNo ratings yet
- 102BRHC003002 Hydro 21-10-2022Document5 pages102BRHC003002 Hydro 21-10-2022Agni DuttaNo ratings yet
- P-307 Bend PipeDocument1 pageP-307 Bend PipeAgni DuttaNo ratings yet
- Nistspecialpublication260e2004 PDFDocument144 pagesNistspecialpublication260e2004 PDFAgni DuttaNo ratings yet





































































Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Po - No.9 9001 DCRDocument20 pagesPo - No.9 9001 DCRAgni DuttaNo ratings yet
- CT-536 (Po-23-Vessel Dishend)Document1 pageCT-536 (Po-23-Vessel Dishend)Agni DuttaNo ratings yet
- 6.1 PWHT ProcedureDocument29 pages6.1 PWHT ProcedureAgni DuttaNo ratings yet
- CT 538 (Po 23 Vessel Dishend)Document1 pageCT 538 (Po 23 Vessel Dishend)Agni DuttaNo ratings yet
- FWD: FWD: 17-185/BARC/ P.O.NO. DPS/NRBPSU/03/N1/2605/TPT/MPO/522-For All Equipment (Incell and Outcell)Document1 pageFWD: FWD: 17-185/BARC/ P.O.NO. DPS/NRBPSU/03/N1/2605/TPT/MPO/522-For All Equipment (Incell and Outcell)Agni DuttaNo ratings yet
- ACFrOgB-DU8GGEg3NcJ6SwdxlaCw1AFNG0o8OZzS1N9 42NR03L4EskeODZ xZGWaCD7VjYBbrK5aK4Gp - B-soYOj0rLpzCzVBjDpWgKN3iRpetFZ-q WgoDFtlybYDocument2 pagesACFrOgB-DU8GGEg3NcJ6SwdxlaCw1AFNG0o8OZzS1N9 42NR03L4EskeODZ xZGWaCD7VjYBbrK5aK4Gp - B-soYOj0rLpzCzVBjDpWgKN3iRpetFZ-q WgoDFtlybYAgni DuttaNo ratings yet
- L.S No. 3328Document4 pagesL.S No. 3328Agni DuttaNo ratings yet
- General Information - IIW IndiaDocument7 pagesGeneral Information - IIW IndiaAgni DuttaNo ratings yet
- Inspection Report Expansion Bellow. Po 20Document2 pagesInspection Report Expansion Bellow. Po 20Agni DuttaNo ratings yet
- IVR 010102019220 - 8 26 Rev.0Document5 pagesIVR 010102019220 - 8 26 Rev.0Agni DuttaNo ratings yet
- LS 3332Document3 pagesLS 3332Agni DuttaNo ratings yet
- Po-48, 3001 Main Shell HLT ReportDocument1 pagePo-48, 3001 Main Shell HLT ReportAgni DuttaNo ratings yet
- Fabrication Related Temaindia Ltd. MailDocument1 pageFabrication Related Temaindia Ltd. MailAgni DuttaNo ratings yet
- Po.10 5001Document2 pagesPo.10 5001Agni DuttaNo ratings yet
- TA - 4271 17-185 (PO-9) 2nd MockupDocument5 pagesTA - 4271 17-185 (PO-9) 2nd MockupAgni DuttaNo ratings yet
- 17 185 Toricone 01 - R0Document5 pages17 185 Toricone 01 - R0Agni DuttaNo ratings yet
- WPS-PQR-1438 TTJ OrbitalDocument8 pagesWPS-PQR-1438 TTJ OrbitalAgni DuttaNo ratings yet
- Coil Additional JointDocument16 pagesCoil Additional JointAgni DuttaNo ratings yet
- P3 Engineering - VES Help ASME UG32Document3 pagesP3 Engineering - VES Help ASME UG32Agni DuttaNo ratings yet
- 17 185 DCR 26Document1 page17 185 DCR 26Agni DuttaNo ratings yet
- Dishedn Details 17-08-2022Document1 pageDishedn Details 17-08-2022Agni DuttaNo ratings yet
- Temaindia Ltd. Mail - Po 51 Nozzle F2 Dimension MismatchDocument2 pagesTemaindia Ltd. Mail - Po 51 Nozzle F2 Dimension MismatchAgni DuttaNo ratings yet
- Temaindia Ltd. Mail - Po 51 RT Not Possible Due To IMTP Fill UpDocument1 pageTemaindia Ltd. Mail - Po 51 RT Not Possible Due To IMTP Fill UpAgni DuttaNo ratings yet
- Inspection Notification-72Document2 pagesInspection Notification-72Agni DuttaNo ratings yet
- Temaindia Ltd. Mail - Po 57 - Long Seam J3, J4, J5 RT Not Possible Due To IMTP FillupDocument1 pageTemaindia Ltd. Mail - Po 57 - Long Seam J3, J4, J5 RT Not Possible Due To IMTP FillupAgni DuttaNo ratings yet
- 102BRHC003001 Hydro 21-10-2022Document5 pages102BRHC003001 Hydro 21-10-2022Agni DuttaNo ratings yet
- ACFrOgDnAg7BCfEYl OCY14ZiKnNY2v3xc02U9-ujRarr-tF5MEC67aQ HyEhWQeye8pFhDKUYnz1WMRPR24pBbDODw5TbQrfRYROOgXVuD1dwalAc1Zeb1ajqBxhG8Document2 pagesACFrOgDnAg7BCfEYl OCY14ZiKnNY2v3xc02U9-ujRarr-tF5MEC67aQ HyEhWQeye8pFhDKUYnz1WMRPR24pBbDODw5TbQrfRYROOgXVuD1dwalAc1Zeb1ajqBxhG8Agni DuttaNo ratings yet
- 102BRHC003002 Hydro 21-10-2022Document5 pages102BRHC003002 Hydro 21-10-2022Agni DuttaNo ratings yet
- P-307 Bend PipeDocument1 pageP-307 Bend PipeAgni DuttaNo ratings yet
- Nistspecialpublication260e2004 PDFDocument144 pagesNistspecialpublication260e2004 PDFAgni DuttaNo ratings yet