
Updated Datasheet 2022
Updated Datasheet 2022
You might also like
- Wiring Diagram Mazda 3 2018Document141 pagesWiring Diagram Mazda 3 2018OBD-II100% (1)
- Universityof Surrey EnglandDocument5 pagesUniversityof Surrey EnglandPhinah RoseNo ratings yet
- Chem Research PDFDocument2 pagesChem Research PDFFarahNo ratings yet
- Model Steam Turbine Method For Evaluating HRSG PerformanceDocument7 pagesModel Steam Turbine Method For Evaluating HRSG PerformanceJung Kyung WooNo ratings yet
- Single or Dual Pressure Nitric Acid (R.L. Harvin)Document11 pagesSingle or Dual Pressure Nitric Acid (R.L. Harvin)Gamma OktaNo ratings yet
- Feed Forward PDFDocument4 pagesFeed Forward PDFSneha TiwariNo ratings yet
- 标日中上Document1 page标日中上yilingwang0613No ratings yet
- 10.2478 Amns.2021.1.00075Document10 pages10.2478 Amns.2021.1.00075Văn CaoNo ratings yet
- Full Chapter Chemical Kinetics Motion Edu PVT LTD 1St Edition RRD Sir PDFDocument53 pagesFull Chapter Chemical Kinetics Motion Edu PVT LTD 1St Edition RRD Sir PDFlawrence.abel804100% (6)
- DC-AC Converter Example 6.3Document4 pagesDC-AC Converter Example 6.3abstudio0049No ratings yet
- Anggur - Type Curve AnalysisDocument85 pagesAnggur - Type Curve AnalysisAthallah NaufalNo ratings yet
- HW-3 (220005214)Document15 pagesHW-3 (220005214)al.genral.zz99No ratings yet
- Muids Semester II Math 10Document5 pagesMuids Semester II Math 10api-614950184No ratings yet
- JEE2025DifferentiationClass2 PDFDocument26 pagesJEE2025DifferentiationClass2 PDFantarabiswas2007No ratings yet
- Methodology (Final)Document7 pagesMethodology (Final)sara smithNo ratings yet
- Linear Algebra Handout2Document6 pagesLinear Algebra Handout2Vidushi VinodNo ratings yet
- Exam Practice 2024Document8 pagesExam Practice 2024ntdat79.99No ratings yet
- Formula Sheet Final 18 EE 555Document6 pagesFormula Sheet Final 18 EE 555Ali KumailNo ratings yet
- Slides Part IIIDocument85 pagesSlides Part IIIDominiqueNo ratings yet
- PDCM64 2HW01Document3 pagesPDCM64 2HW01Camp TumnatNo ratings yet
- Unit1b PDFDocument61 pagesUnit1b PDFelhamNo ratings yet
- Week 4 - Isothermal Reactor Design (Part I)Document51 pagesWeek 4 - Isothermal Reactor Design (Part I)NadineNo ratings yet
- Formulae, Tables and Guidance Notes For Examination PDFDocument31 pagesFormulae, Tables and Guidance Notes For Examination PDF123No ratings yet
- Technical Analysis On The Maintenance of Pressure VesselsDocument10 pagesTechnical Analysis On The Maintenance of Pressure VesselsJakolosai BrianNo ratings yet
- Gas TurbinesDocument6 pagesGas TurbinesSt ArNo ratings yet
- SF X Yx FX HX X DX Y F H Fi I Xy Nequv MTF Uv Nnpsuv Dqeuv Nequvq E E E EDocument2 pagesSF X Yx FX HX X DX Y F H Fi I Xy Nequv MTF Uv Nnpsuv Dqeuv Nequvq E E E EBela KissNo ratings yet
- Determination On Jet Velocity and Nozzle EfficiencyDocument14 pagesDetermination On Jet Velocity and Nozzle Efficiencymuhammad aqmal100% (1)
- Topic 2 Non Steady State DiffusionDocument5 pagesTopic 2 Non Steady State DiffusionLorraineNo ratings yet
- Topic 2 Non Steady State DiffusionDocument5 pagesTopic 2 Non Steady State DiffusionLorraineNo ratings yet
- Mai Nhat Thong - BTVN 03Document5 pagesMai Nhat Thong - BTVN 03THÔNG MAI NHẬTNo ratings yet
- Unit IDocument47 pagesUnit Imyimageraj2No ratings yet
- Control Systems: A B C DDocument3 pagesControl Systems: A B C DpadmalalithaNo ratings yet
- Kiran P B180894ee Pe Exp4Document7 pagesKiran P B180894ee Pe Exp4khyati patelNo ratings yet
- Subject Test - I Fluid Mechanics: Answer Keys and ExplanationsDocument7 pagesSubject Test - I Fluid Mechanics: Answer Keys and Explanations235888 ktr.et.mech.16No ratings yet
- CalculusDocument7 pagesCalculusMaria KapiyaNo ratings yet
- MMSD t22 Lab1 SolutionsDocument5 pagesMMSD t22 Lab1 Solutionsmaria mur ordoñezNo ratings yet
- 1-2P-Flash Separator - SokaDocument27 pages1-2P-Flash Separator - Sokaahmad santosoNo ratings yet
- Analogous SystemsDocument2 pagesAnalogous SystemsDhruv KanthaliyaNo ratings yet
- CALCULODocument2 pagesCALCULORodrigo RamirezNo ratings yet
- Rectifiers, Clippers and Clampers: March 2018Document22 pagesRectifiers, Clippers and Clampers: March 2018الزهور لخدمات الانترنيتNo ratings yet
- New Trigonometrically Method For Solving Non-Linear Transcendental EquationsDocument7 pagesNew Trigonometrically Method For Solving Non-Linear Transcendental EquationsIJRASETPublicationsNo ratings yet
- Formula Sheet NumericalDocument3 pagesFormula Sheet NumericalZain BhinderNo ratings yet
- N1 (AutoRecovered)Document3 pagesN1 (AutoRecovered)Any BodyNo ratings yet
- Digital Signal Integrity-Modeling and Simulation With Interconnects and PackageDocument548 pagesDigital Signal Integrity-Modeling and Simulation With Interconnects and Packagemachan1No ratings yet
- Ioegc 12 028 12047Document9 pagesIoegc 12 028 12047sujit tiwariNo ratings yet
- UntitledDocument12 pagesUntitledIfe KoladeNo ratings yet
- EEC325 Chapter 1 1 1Document13 pagesEEC325 Chapter 1 1 1Bashir Abubakar AlkasimNo ratings yet
- paper - 48 - for - correction (копия)Document7 pagespaper - 48 - for - correction (копия)Nadiia ShamraiNo ratings yet
- Shahid OELDocument7 pagesShahid OELShahid ShahidNo ratings yet
- Matminat PAT2Document8 pagesMatminat PAT2Nurrul WidyawatyNo ratings yet
- Venturimeter ExperimentDocument11 pagesVenturimeter ExperimentMuhammad Naveed 952-FET/BSME/F20No ratings yet
- Exp. 1Document10 pagesExp. 1Nico MingoNo ratings yet
- Designs 03 00009 PDFDocument26 pagesDesigns 03 00009 PDFDaniel MilosevskiNo ratings yet
- Propulsion NotesDocument20 pagesPropulsion NotesscottNo ratings yet
- CFD Analysis of Naca 2421 Aerofoil at Several Angles of AttackDocument4 pagesCFD Analysis of Naca 2421 Aerofoil at Several Angles of AttackCharan RavulaNo ratings yet
- PIideal DecouplerDocument15 pagesPIideal Decouplerrami ramiNo ratings yet
- Work of A Force Done by A SpringDocument1 pageWork of A Force Done by A SpringJohn Michael GuancoNo ratings yet
- 02 - Resistive Network AnalysisDocument35 pages02 - Resistive Network Analysis65010063No ratings yet
- COBEM 2021 - Luciene - 32587Document9 pagesCOBEM 2021 - Luciene - 32587Paulo TrevizoliNo ratings yet
- Formulario Física IIDocument1 pageFormulario Física IIelbag2004No ratings yet
- Lecture 3: ARMA Models: Nan-Jung HsuDocument31 pagesLecture 3: ARMA Models: Nan-Jung HsuebebebyayayaNo ratings yet
- 3b Chapter 2 - Coulombs LawDocument25 pages3b Chapter 2 - Coulombs Lawming01No ratings yet
- The Spectral Theory of Toeplitz Operators. (AM-99), Volume 99From EverandThe Spectral Theory of Toeplitz Operators. (AM-99), Volume 99No ratings yet
- PED DecanterDocument11 pagesPED DecanterPrajapati KrishiNo ratings yet
- Handouts RKM 2015Document69 pagesHandouts RKM 2015Prajapati KrishiNo ratings yet
- 0 How To Read P - ID DrawingDocument80 pages0 How To Read P - ID DrawingPrajapati KrishiNo ratings yet
- Introduction To AUTOCAD (Compatibility Mode)Document71 pagesIntroduction To AUTOCAD (Compatibility Mode)Prajapati KrishiNo ratings yet
- 3Document24 pages3Dennis AleaNo ratings yet
- AHRICertificate (18) MOVB - 36CDN1 - M18MDocument1 pageAHRICertificate (18) MOVB - 36CDN1 - M18Mfrio industrialNo ratings yet
- Clapeyron EquationDocument10 pagesClapeyron EquationJethasri BalajiNo ratings yet
- Chloromethan PDFDocument6 pagesChloromethan PDFMatilda Gerbi ZazoNo ratings yet
- 07 EEffSchool - ENG 2020 10 28Document67 pages07 EEffSchool - ENG 2020 10 28Tamás NAGY-GYÖRGYNo ratings yet
- Energy Conversion and Management: Erren Yao, Huanran Wang, Ligang Wang, Guang Xi, François MaréchalDocument11 pagesEnergy Conversion and Management: Erren Yao, Huanran Wang, Ligang Wang, Guang Xi, François MaréchalrendiNo ratings yet
- Module 5: Combustion Technology Lecture 40: Internal Combustion EngineDocument9 pagesModule 5: Combustion Technology Lecture 40: Internal Combustion EngineAryyama JanaNo ratings yet
- Important Points by Ankit SirDocument32 pagesImportant Points by Ankit Sirchannel of dhyana100% (1)
- Physics Class 11 Notes Chapter 11: Thermal Properties of MatterDocument10 pagesPhysics Class 11 Notes Chapter 11: Thermal Properties of MatterSneha SinhaNo ratings yet
- Chapter 1Document16 pagesChapter 1Prinshu RawatNo ratings yet
- Building EnvelopesDocument6 pagesBuilding EnvelopesPudu MounikaNo ratings yet
- Me22 E02 Tumangan M2a2Document3 pagesMe22 E02 Tumangan M2a2Jihoo JungNo ratings yet
- STPM Chemistry Form 6 Notes (Chemical Equilibrium)Document3 pagesSTPM Chemistry Form 6 Notes (Chemical Equilibrium)Yew SeangNo ratings yet
- manual-honeywell-RTH2300:RTH221 SeriesDocument48 pagesmanual-honeywell-RTH2300:RTH221 SeriesLuis PinoNo ratings yet
- 48pg 5pdDocument210 pages48pg 5pdWilliam.Parris3256No ratings yet
- Mpae PDFDocument70 pagesMpae PDFKABADDI RISINGNo ratings yet
- Mebs7014 2223 06Document72 pagesMebs7014 2223 06Yuki ChanNo ratings yet
- Hs diagramHDstaaendeDocument5 pagesHs diagramHDstaaendeDjalma SouzaNo ratings yet
- Efficient CombustionDocument1 pageEfficient CombustionDilhara PinnaduwageNo ratings yet
- Steam DistillationDocument28 pagesSteam Distillationami tiuNo ratings yet
- Micro Project: Latthe Education Society's Polytechnic, SangliDocument26 pagesMicro Project: Latthe Education Society's Polytechnic, SangliAtharv SalunkheNo ratings yet
- Model To Measure Energy in A Fuel: ExperimentDocument1 pageModel To Measure Energy in A Fuel: ExperimentNkemzi Elias NzetengenleNo ratings yet
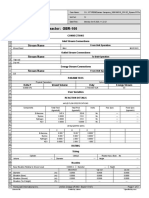
- Gibbs Reactor: GBR-100: Stream NameDocument3 pagesGibbs Reactor: GBR-100: Stream NameJamesNo ratings yet
- Thermochemistry CollegeDocument115 pagesThermochemistry CollegeBlanche Iris Estrel SiapnoNo ratings yet
- MCQ in Power Plant Engineering Part 2 - ME Board ExamDocument23 pagesMCQ in Power Plant Engineering Part 2 - ME Board ExamRobert V. AbrasaldoNo ratings yet
- Heat Transfer EngineeringDocument8 pagesHeat Transfer Engineeringali105No ratings yet



























































































Download as pdf or txt
You might also like
- Wiring Diagram Mazda 3 2018Document141 pagesWiring Diagram Mazda 3 2018OBD-II100% (1)
- Universityof Surrey EnglandDocument5 pagesUniversityof Surrey EnglandPhinah RoseNo ratings yet
- Chem Research PDFDocument2 pagesChem Research PDFFarahNo ratings yet
- Model Steam Turbine Method For Evaluating HRSG PerformanceDocument7 pagesModel Steam Turbine Method For Evaluating HRSG PerformanceJung Kyung WooNo ratings yet
- Single or Dual Pressure Nitric Acid (R.L. Harvin)Document11 pagesSingle or Dual Pressure Nitric Acid (R.L. Harvin)Gamma OktaNo ratings yet
- Feed Forward PDFDocument4 pagesFeed Forward PDFSneha TiwariNo ratings yet
- 标日中上Document1 page标日中上yilingwang0613No ratings yet
- 10.2478 Amns.2021.1.00075Document10 pages10.2478 Amns.2021.1.00075Văn CaoNo ratings yet
- Full Chapter Chemical Kinetics Motion Edu PVT LTD 1St Edition RRD Sir PDFDocument53 pagesFull Chapter Chemical Kinetics Motion Edu PVT LTD 1St Edition RRD Sir PDFlawrence.abel804100% (6)
- DC-AC Converter Example 6.3Document4 pagesDC-AC Converter Example 6.3abstudio0049No ratings yet
- Anggur - Type Curve AnalysisDocument85 pagesAnggur - Type Curve AnalysisAthallah NaufalNo ratings yet
- HW-3 (220005214)Document15 pagesHW-3 (220005214)al.genral.zz99No ratings yet
- Muids Semester II Math 10Document5 pagesMuids Semester II Math 10api-614950184No ratings yet
- JEE2025DifferentiationClass2 PDFDocument26 pagesJEE2025DifferentiationClass2 PDFantarabiswas2007No ratings yet
- Methodology (Final)Document7 pagesMethodology (Final)sara smithNo ratings yet
- Linear Algebra Handout2Document6 pagesLinear Algebra Handout2Vidushi VinodNo ratings yet
- Exam Practice 2024Document8 pagesExam Practice 2024ntdat79.99No ratings yet
- Formula Sheet Final 18 EE 555Document6 pagesFormula Sheet Final 18 EE 555Ali KumailNo ratings yet
- Slides Part IIIDocument85 pagesSlides Part IIIDominiqueNo ratings yet
- PDCM64 2HW01Document3 pagesPDCM64 2HW01Camp TumnatNo ratings yet
- Unit1b PDFDocument61 pagesUnit1b PDFelhamNo ratings yet
- Week 4 - Isothermal Reactor Design (Part I)Document51 pagesWeek 4 - Isothermal Reactor Design (Part I)NadineNo ratings yet
- Formulae, Tables and Guidance Notes For Examination PDFDocument31 pagesFormulae, Tables and Guidance Notes For Examination PDF123No ratings yet
- Technical Analysis On The Maintenance of Pressure VesselsDocument10 pagesTechnical Analysis On The Maintenance of Pressure VesselsJakolosai BrianNo ratings yet
- Gas TurbinesDocument6 pagesGas TurbinesSt ArNo ratings yet
- SF X Yx FX HX X DX Y F H Fi I Xy Nequv MTF Uv Nnpsuv Dqeuv Nequvq E E E EDocument2 pagesSF X Yx FX HX X DX Y F H Fi I Xy Nequv MTF Uv Nnpsuv Dqeuv Nequvq E E E EBela KissNo ratings yet
- Determination On Jet Velocity and Nozzle EfficiencyDocument14 pagesDetermination On Jet Velocity and Nozzle Efficiencymuhammad aqmal100% (1)
- Topic 2 Non Steady State DiffusionDocument5 pagesTopic 2 Non Steady State DiffusionLorraineNo ratings yet
- Topic 2 Non Steady State DiffusionDocument5 pagesTopic 2 Non Steady State DiffusionLorraineNo ratings yet
- Mai Nhat Thong - BTVN 03Document5 pagesMai Nhat Thong - BTVN 03THÔNG MAI NHẬTNo ratings yet
- Unit IDocument47 pagesUnit Imyimageraj2No ratings yet
- Control Systems: A B C DDocument3 pagesControl Systems: A B C DpadmalalithaNo ratings yet
- Kiran P B180894ee Pe Exp4Document7 pagesKiran P B180894ee Pe Exp4khyati patelNo ratings yet
- Subject Test - I Fluid Mechanics: Answer Keys and ExplanationsDocument7 pagesSubject Test - I Fluid Mechanics: Answer Keys and Explanations235888 ktr.et.mech.16No ratings yet
- CalculusDocument7 pagesCalculusMaria KapiyaNo ratings yet
- MMSD t22 Lab1 SolutionsDocument5 pagesMMSD t22 Lab1 Solutionsmaria mur ordoñezNo ratings yet
- 1-2P-Flash Separator - SokaDocument27 pages1-2P-Flash Separator - Sokaahmad santosoNo ratings yet
- Analogous SystemsDocument2 pagesAnalogous SystemsDhruv KanthaliyaNo ratings yet
- CALCULODocument2 pagesCALCULORodrigo RamirezNo ratings yet
- Rectifiers, Clippers and Clampers: March 2018Document22 pagesRectifiers, Clippers and Clampers: March 2018الزهور لخدمات الانترنيتNo ratings yet
- New Trigonometrically Method For Solving Non-Linear Transcendental EquationsDocument7 pagesNew Trigonometrically Method For Solving Non-Linear Transcendental EquationsIJRASETPublicationsNo ratings yet
- Formula Sheet NumericalDocument3 pagesFormula Sheet NumericalZain BhinderNo ratings yet
- N1 (AutoRecovered)Document3 pagesN1 (AutoRecovered)Any BodyNo ratings yet
- Digital Signal Integrity-Modeling and Simulation With Interconnects and PackageDocument548 pagesDigital Signal Integrity-Modeling and Simulation With Interconnects and Packagemachan1No ratings yet
- Ioegc 12 028 12047Document9 pagesIoegc 12 028 12047sujit tiwariNo ratings yet
- UntitledDocument12 pagesUntitledIfe KoladeNo ratings yet
- EEC325 Chapter 1 1 1Document13 pagesEEC325 Chapter 1 1 1Bashir Abubakar AlkasimNo ratings yet
- paper - 48 - for - correction (копия)Document7 pagespaper - 48 - for - correction (копия)Nadiia ShamraiNo ratings yet
- Shahid OELDocument7 pagesShahid OELShahid ShahidNo ratings yet
- Matminat PAT2Document8 pagesMatminat PAT2Nurrul WidyawatyNo ratings yet
- Venturimeter ExperimentDocument11 pagesVenturimeter ExperimentMuhammad Naveed 952-FET/BSME/F20No ratings yet
- Exp. 1Document10 pagesExp. 1Nico MingoNo ratings yet
- Designs 03 00009 PDFDocument26 pagesDesigns 03 00009 PDFDaniel MilosevskiNo ratings yet
- Propulsion NotesDocument20 pagesPropulsion NotesscottNo ratings yet
- CFD Analysis of Naca 2421 Aerofoil at Several Angles of AttackDocument4 pagesCFD Analysis of Naca 2421 Aerofoil at Several Angles of AttackCharan RavulaNo ratings yet
- PIideal DecouplerDocument15 pagesPIideal Decouplerrami ramiNo ratings yet
- Work of A Force Done by A SpringDocument1 pageWork of A Force Done by A SpringJohn Michael GuancoNo ratings yet
- 02 - Resistive Network AnalysisDocument35 pages02 - Resistive Network Analysis65010063No ratings yet
- COBEM 2021 - Luciene - 32587Document9 pagesCOBEM 2021 - Luciene - 32587Paulo TrevizoliNo ratings yet
- Formulario Física IIDocument1 pageFormulario Física IIelbag2004No ratings yet
- Lecture 3: ARMA Models: Nan-Jung HsuDocument31 pagesLecture 3: ARMA Models: Nan-Jung HsuebebebyayayaNo ratings yet
- 3b Chapter 2 - Coulombs LawDocument25 pages3b Chapter 2 - Coulombs Lawming01No ratings yet
- The Spectral Theory of Toeplitz Operators. (AM-99), Volume 99From EverandThe Spectral Theory of Toeplitz Operators. (AM-99), Volume 99No ratings yet
- PED DecanterDocument11 pagesPED DecanterPrajapati KrishiNo ratings yet
- Handouts RKM 2015Document69 pagesHandouts RKM 2015Prajapati KrishiNo ratings yet
- 0 How To Read P - ID DrawingDocument80 pages0 How To Read P - ID DrawingPrajapati KrishiNo ratings yet
- Introduction To AUTOCAD (Compatibility Mode)Document71 pagesIntroduction To AUTOCAD (Compatibility Mode)Prajapati KrishiNo ratings yet
- 3Document24 pages3Dennis AleaNo ratings yet
- AHRICertificate (18) MOVB - 36CDN1 - M18MDocument1 pageAHRICertificate (18) MOVB - 36CDN1 - M18Mfrio industrialNo ratings yet
- Clapeyron EquationDocument10 pagesClapeyron EquationJethasri BalajiNo ratings yet
- Chloromethan PDFDocument6 pagesChloromethan PDFMatilda Gerbi ZazoNo ratings yet
- 07 EEffSchool - ENG 2020 10 28Document67 pages07 EEffSchool - ENG 2020 10 28Tamás NAGY-GYÖRGYNo ratings yet
- Energy Conversion and Management: Erren Yao, Huanran Wang, Ligang Wang, Guang Xi, François MaréchalDocument11 pagesEnergy Conversion and Management: Erren Yao, Huanran Wang, Ligang Wang, Guang Xi, François MaréchalrendiNo ratings yet
- Module 5: Combustion Technology Lecture 40: Internal Combustion EngineDocument9 pagesModule 5: Combustion Technology Lecture 40: Internal Combustion EngineAryyama JanaNo ratings yet
- Important Points by Ankit SirDocument32 pagesImportant Points by Ankit Sirchannel of dhyana100% (1)
- Physics Class 11 Notes Chapter 11: Thermal Properties of MatterDocument10 pagesPhysics Class 11 Notes Chapter 11: Thermal Properties of MatterSneha SinhaNo ratings yet
- Chapter 1Document16 pagesChapter 1Prinshu RawatNo ratings yet
- Building EnvelopesDocument6 pagesBuilding EnvelopesPudu MounikaNo ratings yet
- Me22 E02 Tumangan M2a2Document3 pagesMe22 E02 Tumangan M2a2Jihoo JungNo ratings yet
- STPM Chemistry Form 6 Notes (Chemical Equilibrium)Document3 pagesSTPM Chemistry Form 6 Notes (Chemical Equilibrium)Yew SeangNo ratings yet
- manual-honeywell-RTH2300:RTH221 SeriesDocument48 pagesmanual-honeywell-RTH2300:RTH221 SeriesLuis PinoNo ratings yet
- 48pg 5pdDocument210 pages48pg 5pdWilliam.Parris3256No ratings yet
- Mpae PDFDocument70 pagesMpae PDFKABADDI RISINGNo ratings yet
- Mebs7014 2223 06Document72 pagesMebs7014 2223 06Yuki ChanNo ratings yet
- Hs diagramHDstaaendeDocument5 pagesHs diagramHDstaaendeDjalma SouzaNo ratings yet
- Efficient CombustionDocument1 pageEfficient CombustionDilhara PinnaduwageNo ratings yet
- Steam DistillationDocument28 pagesSteam Distillationami tiuNo ratings yet
- Micro Project: Latthe Education Society's Polytechnic, SangliDocument26 pagesMicro Project: Latthe Education Society's Polytechnic, SangliAtharv SalunkheNo ratings yet
- Model To Measure Energy in A Fuel: ExperimentDocument1 pageModel To Measure Energy in A Fuel: ExperimentNkemzi Elias NzetengenleNo ratings yet
- Gibbs Reactor: GBR-100: Stream NameDocument3 pagesGibbs Reactor: GBR-100: Stream NameJamesNo ratings yet
- Thermochemistry CollegeDocument115 pagesThermochemistry CollegeBlanche Iris Estrel SiapnoNo ratings yet
- MCQ in Power Plant Engineering Part 2 - ME Board ExamDocument23 pagesMCQ in Power Plant Engineering Part 2 - ME Board ExamRobert V. AbrasaldoNo ratings yet
- Heat Transfer EngineeringDocument8 pagesHeat Transfer Engineeringali105No ratings yet