
正齒輪
正齒輪
You might also like
- KTR零件手冊Document130 pagesKTR零件手冊You-cheng Shih56% (9)
- RVM - TEKKEN 500 - Manual de Partes y DespieceDocument166 pagesRVM - TEKKEN 500 - Manual de Partes y DespieceECP V100% (1)
- Grand Tiger New VEpump TUV-4M5K1N43L4 Base1Document161 pagesGrand Tiger New VEpump TUV-4M5K1N43L4 Base1Suchet50% (2)
- Fag TrainDocument64 pagesFag Train張倚豪No ratings yet
- HONDA CBR650R腳踏說明書Document2 pagesHONDA CBR650R腳踏說明書wolf5699109No ratings yet
- 萬向滾珠00Document1 page萬向滾珠00曾明輪No ratings yet
- D - KM913-00001-LT - Front Wheel Assembly Double TyreDocument2 pagesD - KM913-00001-LT - Front Wheel Assembly Double TyreJANONNo ratings yet
- Aili CatalogueDocument37 pagesAili CatalogueMax SashikhinNo ratings yet
- skf 轴承应用lDocument51 pagesskf 轴承应用lsf wNo ratings yet
- 4.ppt中文DF115中下部 Mid & LowerDocument35 pages4.ppt中文DF115中下部 Mid & Lower陈炼真No ratings yet
- 07-Diamond Wheel 2020 3 WebDocument13 pages07-Diamond Wheel 2020 3 WebFatyan YanNo ratings yet
- 螺絲扭力資料Document1 page螺絲扭力資料黃冠旗0% (1)
- 招标公告附件:需求一览表Document10 pages招标公告附件:需求一览表chtoil2020No ratings yet
- SH2034430 - v03b (Support) - GL313F3 (GL313F1 B)Document4 pagesSH2034430 - v03b (Support) - GL313F3 (GL313F1 B)Deo shmNo ratings yet
- Section8 Brake SystemDocument8 pagesSection8 Brake SystemBW MechanicalNo ratings yet
- 20200525非标机械设计自动计算Document751 pages20200525非标机械设计自动计算自动化工程师DIYNo ratings yet
- 3010 GearguideDocument176 pages3010 Gearguidemecanica2000No ratings yet
- 对象零件编号 对 象 机 型 适用系列号 619-58600001 NK-550VRDocument45 pages对象零件编号 对 象 机 型 适用系列号 619-58600001 NK-550VRtungNo ratings yet
- 900X1200-ST1119 00颚式破碎机零件手册Document12 pages900X1200-ST1119 00颚式破碎机零件手册MANUEL ALBERTO CORTES ZARATENo ratings yet
- 1 轮胎基础知识一Document25 pages1 轮胎基础知识一Thanhthungcattai DinhNo ratings yet
- ms 01 23(计量阀)Document5 pagesms 01 23(计量阀)2684079623No ratings yet
- Front AxleDocument16 pagesFront AxleMantenimiento Mecanico BiddleNo ratings yet
- Ingersoll Rand Company Inc: (尺寸) (1/8 - 27 N.P.T.F. - 1) (#4 - 40 x 1") (尺寸)Document1 pageIngersoll Rand Company Inc: (尺寸) (1/8 - 27 N.P.T.F. - 1) (#4 - 40 x 1") (尺寸)Saul PerezNo ratings yet
- D - HRA20J4401 - Front Wheel Assembly Single TyreDocument2 pagesD - HRA20J4401 - Front Wheel Assembly Single TyreJANONNo ratings yet
- 星迈罗产品手册Document18 pages星迈罗产品手册edgleibezerra12No ratings yet
- 轴承知识1Document36 pages轴承知识1杨广斌No ratings yet
- Assab 8407 Supreme-ScDocument12 pagesAssab 8407 Supreme-Scbob1992aNo ratings yet
- 第十七章 滑動軸承Document59 pages第十七章 滑動軸承莫白No ratings yet
- 艺工2023Document91 pages艺工2023自动化工程师DIYNo ratings yet
- 9.0 SITRAK C7H CATALOG Chasiss Frame and Others ZZ4256V324HC1BDocument10 pages9.0 SITRAK C7H CATALOG Chasiss Frame and Others ZZ4256V324HC1BAngarEnkhzayaNo ratings yet
- 分電盤組合 3Document1 page分電盤組合 3Fangki DongNo ratings yet
- 3018pro Packing ListDocument2 pages3018pro Packing ListccNo ratings yet
- 沉頭孔規格Document1 page沉頭孔規格Huang AaronNo ratings yet
- 车型名称 星迈罗 潮启版 星迈罗 潮智版 星迈罗 潮享版 星迈罗 RS蜂潮版 星迈罗 RS蜂芒版 车身参数Document7 pages车型名称 星迈罗 潮启版 星迈罗 潮智版 星迈罗 潮享版 星迈罗 RS蜂潮版 星迈罗 RS蜂芒版 车身参数Anton AkamsinNo ratings yet
- SRSUNTOUR Basic Fork Manual CN 14.08.2017Document12 pagesSRSUNTOUR Basic Fork Manual CN 14.08.2017张连杉No ratings yet
- Tool HolderDocument55 pagesTool HolderAbdennadher MahdiNo ratings yet
- Култиватор Miglior Garden RotoDocument8 pagesКултиватор Miglior Garden RotoNikolche MitrikjevskiNo ratings yet
- Linear Shafts Differentiated Usage Linear Shafts - GuideDocument1 pageLinear Shafts Differentiated Usage Linear Shafts - GuideyihsunleefuzeNo ratings yet
- SMC叶片型摆动气缸 CRB2系列Document10 pagesSMC叶片型摆动气缸 CRB2系列云云胜No ratings yet
- SRG650零件手册Document8 pagesSRG650零件手册phantuan080213No ratings yet
- TIMKEN圆柱滚子轴承EMA型Document16 pagesTIMKEN圆柱滚子轴承EMA型sf wNo ratings yet
- 05.无油衬套 P233-258Document13 pages05.无油衬套 P233-258yongjun xiaNo ratings yet
- Carbon & Alloy SteelDocument10 pagesCarbon & Alloy SteelQA LAB ISMNo ratings yet
- Copia de Tabla de Martillos Rompedores y ParametrosDocument8 pagesCopia de Tabla de Martillos Rompedores y ParametrosAlex MazaNo ratings yet
- Parts Catalogue DALIAN CPCD - 30Document101 pagesParts Catalogue DALIAN CPCD - 30ПетрNo ratings yet
- Hold Well Angle Head (2018)Document40 pagesHold Well Angle Head (2018)Wilson BritezNo ratings yet
- B877 Backhoe Loader Parts Catalog 总成编号/Assembly NO. A0191-2606000238.A1cDocument3 pagesB877 Backhoe Loader Parts Catalog 总成编号/Assembly NO. A0191-2606000238.A1cChen PeterNo ratings yet
- CN Rexroth 定量斜轴柱塞马达A2FMDocument46 pagesCN Rexroth 定量斜轴柱塞马达A2FMcunvip163.comNo ratings yet
- Catálogo Piezas Briggs & Stratton 15.5 HPDocument27 pagesCatálogo Piezas Briggs & Stratton 15.5 HPHernán LeograndeNo ratings yet
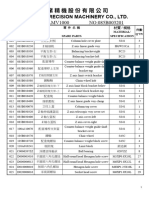
- Jiuh-Yeh Precision Machinery Co., Ltd.: 機型 / MODEL: JY-LMV1000 NO:085B003201Document2 pagesJiuh-Yeh Precision Machinery Co., Ltd.: 機型 / MODEL: JY-LMV1000 NO:085B003201Thoi CoNo ratings yet
- Cateye Reflector Catalog PDFDocument4 pagesCateye Reflector Catalog PDFsuperfreakNo ratings yet
- EGM CNC Precision Hybrid ID&OD GrinderDocument6 pagesEGM CNC Precision Hybrid ID&OD GrinderGatyo GatevNo ratings yet
- 工程机械用轴承Document16 pages工程机械用轴承leo wilsonNo ratings yet
- 9.0 车架和其他-Chassis Frame Ass and Others-CYEK13040012Document9 pages9.0 车架和其他-Chassis Frame Ass and Others-CYEK13040012Николай НекрасовNo ratings yet
- 9.0 车架和其他 Chasis y otro CYMS17040001 ZZ4256V324HC1BDocument9 pages9.0 车架和其他 Chasis y otro CYMS17040001 ZZ4256V324HC1Bjhan123jNo ratings yet
- 帝人减速机RV中文版Document135 pages帝人减速机RV中文版jackNo ratings yet
- Dalian CPCD - 30 PDFDocument91 pagesDalian CPCD - 30 PDFMAST SERVISNo ratings yet
- 主要尺寸與標稱號碼Document5 pages主要尺寸與標稱號碼HuiFrankyNo ratings yet
- 09.滚珠丝杠●支座组件 P445-544Document50 pages09.滚珠丝杠●支座组件 P445-544ysdstoneshuoNo ratings yet

























































Download as pdf or txt
You might also like
- KTR零件手冊Document130 pagesKTR零件手冊You-cheng Shih56% (9)
- RVM - TEKKEN 500 - Manual de Partes y DespieceDocument166 pagesRVM - TEKKEN 500 - Manual de Partes y DespieceECP V100% (1)
- Grand Tiger New VEpump TUV-4M5K1N43L4 Base1Document161 pagesGrand Tiger New VEpump TUV-4M5K1N43L4 Base1Suchet50% (2)
- Fag TrainDocument64 pagesFag Train張倚豪No ratings yet
- HONDA CBR650R腳踏說明書Document2 pagesHONDA CBR650R腳踏說明書wolf5699109No ratings yet
- 萬向滾珠00Document1 page萬向滾珠00曾明輪No ratings yet
- D - KM913-00001-LT - Front Wheel Assembly Double TyreDocument2 pagesD - KM913-00001-LT - Front Wheel Assembly Double TyreJANONNo ratings yet
- Aili CatalogueDocument37 pagesAili CatalogueMax SashikhinNo ratings yet
- skf 轴承应用lDocument51 pagesskf 轴承应用lsf wNo ratings yet
- 4.ppt中文DF115中下部 Mid & LowerDocument35 pages4.ppt中文DF115中下部 Mid & Lower陈炼真No ratings yet
- 07-Diamond Wheel 2020 3 WebDocument13 pages07-Diamond Wheel 2020 3 WebFatyan YanNo ratings yet
- 螺絲扭力資料Document1 page螺絲扭力資料黃冠旗0% (1)
- 招标公告附件:需求一览表Document10 pages招标公告附件:需求一览表chtoil2020No ratings yet
- SH2034430 - v03b (Support) - GL313F3 (GL313F1 B)Document4 pagesSH2034430 - v03b (Support) - GL313F3 (GL313F1 B)Deo shmNo ratings yet
- Section8 Brake SystemDocument8 pagesSection8 Brake SystemBW MechanicalNo ratings yet
- 20200525非标机械设计自动计算Document751 pages20200525非标机械设计自动计算自动化工程师DIYNo ratings yet
- 3010 GearguideDocument176 pages3010 Gearguidemecanica2000No ratings yet
- 对象零件编号 对 象 机 型 适用系列号 619-58600001 NK-550VRDocument45 pages对象零件编号 对 象 机 型 适用系列号 619-58600001 NK-550VRtungNo ratings yet
- 900X1200-ST1119 00颚式破碎机零件手册Document12 pages900X1200-ST1119 00颚式破碎机零件手册MANUEL ALBERTO CORTES ZARATENo ratings yet
- 1 轮胎基础知识一Document25 pages1 轮胎基础知识一Thanhthungcattai DinhNo ratings yet
- ms 01 23(计量阀)Document5 pagesms 01 23(计量阀)2684079623No ratings yet
- Front AxleDocument16 pagesFront AxleMantenimiento Mecanico BiddleNo ratings yet
- Ingersoll Rand Company Inc: (尺寸) (1/8 - 27 N.P.T.F. - 1) (#4 - 40 x 1") (尺寸)Document1 pageIngersoll Rand Company Inc: (尺寸) (1/8 - 27 N.P.T.F. - 1) (#4 - 40 x 1") (尺寸)Saul PerezNo ratings yet
- D - HRA20J4401 - Front Wheel Assembly Single TyreDocument2 pagesD - HRA20J4401 - Front Wheel Assembly Single TyreJANONNo ratings yet
- 星迈罗产品手册Document18 pages星迈罗产品手册edgleibezerra12No ratings yet
- 轴承知识1Document36 pages轴承知识1杨广斌No ratings yet
- Assab 8407 Supreme-ScDocument12 pagesAssab 8407 Supreme-Scbob1992aNo ratings yet
- 第十七章 滑動軸承Document59 pages第十七章 滑動軸承莫白No ratings yet
- 艺工2023Document91 pages艺工2023自动化工程师DIYNo ratings yet
- 9.0 SITRAK C7H CATALOG Chasiss Frame and Others ZZ4256V324HC1BDocument10 pages9.0 SITRAK C7H CATALOG Chasiss Frame and Others ZZ4256V324HC1BAngarEnkhzayaNo ratings yet
- 分電盤組合 3Document1 page分電盤組合 3Fangki DongNo ratings yet
- 3018pro Packing ListDocument2 pages3018pro Packing ListccNo ratings yet
- 沉頭孔規格Document1 page沉頭孔規格Huang AaronNo ratings yet
- 车型名称 星迈罗 潮启版 星迈罗 潮智版 星迈罗 潮享版 星迈罗 RS蜂潮版 星迈罗 RS蜂芒版 车身参数Document7 pages车型名称 星迈罗 潮启版 星迈罗 潮智版 星迈罗 潮享版 星迈罗 RS蜂潮版 星迈罗 RS蜂芒版 车身参数Anton AkamsinNo ratings yet
- SRSUNTOUR Basic Fork Manual CN 14.08.2017Document12 pagesSRSUNTOUR Basic Fork Manual CN 14.08.2017张连杉No ratings yet
- Tool HolderDocument55 pagesTool HolderAbdennadher MahdiNo ratings yet
- Култиватор Miglior Garden RotoDocument8 pagesКултиватор Miglior Garden RotoNikolche MitrikjevskiNo ratings yet
- Linear Shafts Differentiated Usage Linear Shafts - GuideDocument1 pageLinear Shafts Differentiated Usage Linear Shafts - GuideyihsunleefuzeNo ratings yet
- SMC叶片型摆动气缸 CRB2系列Document10 pagesSMC叶片型摆动气缸 CRB2系列云云胜No ratings yet
- SRG650零件手册Document8 pagesSRG650零件手册phantuan080213No ratings yet
- TIMKEN圆柱滚子轴承EMA型Document16 pagesTIMKEN圆柱滚子轴承EMA型sf wNo ratings yet
- 05.无油衬套 P233-258Document13 pages05.无油衬套 P233-258yongjun xiaNo ratings yet
- Carbon & Alloy SteelDocument10 pagesCarbon & Alloy SteelQA LAB ISMNo ratings yet
- Copia de Tabla de Martillos Rompedores y ParametrosDocument8 pagesCopia de Tabla de Martillos Rompedores y ParametrosAlex MazaNo ratings yet
- Parts Catalogue DALIAN CPCD - 30Document101 pagesParts Catalogue DALIAN CPCD - 30ПетрNo ratings yet
- Hold Well Angle Head (2018)Document40 pagesHold Well Angle Head (2018)Wilson BritezNo ratings yet
- B877 Backhoe Loader Parts Catalog 总成编号/Assembly NO. A0191-2606000238.A1cDocument3 pagesB877 Backhoe Loader Parts Catalog 总成编号/Assembly NO. A0191-2606000238.A1cChen PeterNo ratings yet
- CN Rexroth 定量斜轴柱塞马达A2FMDocument46 pagesCN Rexroth 定量斜轴柱塞马达A2FMcunvip163.comNo ratings yet
- Catálogo Piezas Briggs & Stratton 15.5 HPDocument27 pagesCatálogo Piezas Briggs & Stratton 15.5 HPHernán LeograndeNo ratings yet
- Jiuh-Yeh Precision Machinery Co., Ltd.: 機型 / MODEL: JY-LMV1000 NO:085B003201Document2 pagesJiuh-Yeh Precision Machinery Co., Ltd.: 機型 / MODEL: JY-LMV1000 NO:085B003201Thoi CoNo ratings yet
- Cateye Reflector Catalog PDFDocument4 pagesCateye Reflector Catalog PDFsuperfreakNo ratings yet
- EGM CNC Precision Hybrid ID&OD GrinderDocument6 pagesEGM CNC Precision Hybrid ID&OD GrinderGatyo GatevNo ratings yet
- 工程机械用轴承Document16 pages工程机械用轴承leo wilsonNo ratings yet
- 9.0 车架和其他-Chassis Frame Ass and Others-CYEK13040012Document9 pages9.0 车架和其他-Chassis Frame Ass and Others-CYEK13040012Николай НекрасовNo ratings yet
- 9.0 车架和其他 Chasis y otro CYMS17040001 ZZ4256V324HC1BDocument9 pages9.0 车架和其他 Chasis y otro CYMS17040001 ZZ4256V324HC1Bjhan123jNo ratings yet
- 帝人减速机RV中文版Document135 pages帝人减速机RV中文版jackNo ratings yet
- Dalian CPCD - 30 PDFDocument91 pagesDalian CPCD - 30 PDFMAST SERVISNo ratings yet
- 主要尺寸與標稱號碼Document5 pages主要尺寸與標稱號碼HuiFrankyNo ratings yet
- 09.滚珠丝杠●支座组件 P445-544Document50 pages09.滚珠丝杠●支座组件 P445-544ysdstoneshuoNo ratings yet