Download as pdf or txt
You might also like
- Fuse Box Diagram Volkswagen Passat (B8 2015-2019)Document2 pagesFuse Box Diagram Volkswagen Passat (B8 2015-2019)slhkrh1905No ratings yet
- Organic Chemistry Board Exam QuestionsDocument10 pagesOrganic Chemistry Board Exam QuestionsRiza Joie Versales100% (1)
- MSDS Iridium-192 Sealed Sources (Special Form) REV 2018.12.05Document4 pagesMSDS Iridium-192 Sealed Sources (Special Form) REV 2018.12.05Nafiah -No ratings yet
- GD SP NDT 2Document47 pagesGD SP NDT 2AhmedNo ratings yet
- Eddy Current Sample ReportDocument21 pagesEddy Current Sample ReportAzar TajNo ratings yet
- MDMA-Assisted Psychotherapy Therapist Adherence and Competence Ratings ManualDocument38 pagesMDMA-Assisted Psychotherapy Therapist Adherence and Competence Ratings ManualCyberterton4No ratings yet
- Examination Procedure For Magnetic Particle InspectionDocument21 pagesExamination Procedure For Magnetic Particle InspectionOsilonya HenryNo ratings yet
- Welding Procedure Qualification Record: Welded ToDocument6 pagesWelding Procedure Qualification Record: Welded ToParis VNo ratings yet
- PTC Ar UtDocument31 pagesPTC Ar UtSang Nguyen QuangNo ratings yet
- Development of Eddy Current Test Procedure For NonDocument8 pagesDevelopment of Eddy Current Test Procedure For NonIbnu KoharNo ratings yet
- Mpi Pipe Rack PR 03-1.Document1 pageMpi Pipe Rack PR 03-1.Khalil ChabbouhNo ratings yet
- Vorplex JHA Acid PickingDocument12 pagesVorplex JHA Acid PickingAmirHakimRusliNo ratings yet
- Sop 151-1Document4 pagesSop 151-1m_armoutiNo ratings yet
- BK91-1318-01-FSF-000-PIP-RFI-0029 Request For Inspection of Carbon Steel Pipe Material - SignedDocument293 pagesBK91-1318-01-FSF-000-PIP-RFI-0029 Request For Inspection of Carbon Steel Pipe Material - SignedPanneer SelvamNo ratings yet
- 04 Dye Penetration TestDocument10 pages04 Dye Penetration TestTulasidas SugguNo ratings yet
- BK91 1310 CPF VED 003 QAC H03 0001 - A NDE Procedure For Centrifugal PumpsDocument69 pagesBK91 1310 CPF VED 003 QAC H03 0001 - A NDE Procedure For Centrifugal PumpsPanneer SelvamNo ratings yet
- Itp AsntDocument33 pagesItp AsntSYED FADZIL SYED MOHAMED100% (1)
- Calibration & Measurement Report 0001Document4 pagesCalibration & Measurement Report 0001Sothy NanthiniNo ratings yet
- RT 2Document215 pagesRT 2safeer ahmadNo ratings yet
- Welder Qualification ReportDocument2 pagesWelder Qualification ReportSyed Mahmud Habibur RahmanNo ratings yet
- SOP UT ThicknessDocument12 pagesSOP UT ThicknessPT PUTRA SETIAWAN PRIMANo ratings yet
- NDT HiraDocument3 pagesNDT Hiragoswami editing zoneNo ratings yet
- Liquid Penetrant June 2010 ProtectedDocument227 pagesLiquid Penetrant June 2010 ProtectedVu PhamNo ratings yet
- NDT Terms DefinitionsDocument65 pagesNDT Terms DefinitionsRuthNo ratings yet
- 081computed Radiographic Examination ReportDocument1 page081computed Radiographic Examination ReportMarcus AntoniusNo ratings yet
- Aramco Rtfi Presentation 10 1 21Document193 pagesAramco Rtfi Presentation 10 1 21Hussain AL-AqilNo ratings yet
- EX - 12.7MM - PLATE 01 PAUT Report TrainingDocument4 pagesEX - 12.7MM - PLATE 01 PAUT Report Trainingagung akbarNo ratings yet
- 4845 PDFDocument1 page4845 PDFRavi patelNo ratings yet
- A. B. C. D.: Acoustic Emission Testing Questions AE IsDocument13 pagesA. B. C. D.: Acoustic Emission Testing Questions AE IsMangalraj MadasamyNo ratings yet
- NDT CVDocument4 pagesNDT CVPabitramohan PandaNo ratings yet
- D-p5-Bv-pd-006 - Tofd, Issue 01, Rev 00 - Time of Flight Diffraction InspectionDocument33 pagesD-p5-Bv-pd-006 - Tofd, Issue 01, Rev 00 - Time of Flight Diffraction InspectionThinh NguyenNo ratings yet
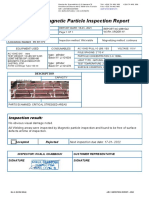
- Magnetic Particle Inspection Report: TEM INSPECTED: Assembly (X Over 2",pipes 2",elbows)Document2 pagesMagnetic Particle Inspection Report: TEM INSPECTED: Assembly (X Over 2",pipes 2",elbows)Khalil ChabbouhNo ratings yet
- Chemetall - PT - MSDS - LD7 - Liquid Developer AerosolDocument17 pagesChemetall - PT - MSDS - LD7 - Liquid Developer AerosolPhu Zar AungNo ratings yet
- PCN General Requements For Qualication and PCN Certification of NDT PeersonnelDocument26 pagesPCN General Requements For Qualication and PCN Certification of NDT PeersonnelJhonatan Santos100% (1)
- Ravi Lead AuditorDocument11 pagesRavi Lead AuditorRonanki RaviNo ratings yet
- RT Procedures For WeldDocument19 pagesRT Procedures For WeldABHIJIT GIRINo ratings yet
- UT Procedure NilgiriDocument16 pagesUT Procedure Nilgiriratna bomjanNo ratings yet
- Liquid Penetrant ProcedureDocument5 pagesLiquid Penetrant Procedurenur hudaNo ratings yet
- Eddy Current I LearnDocument29 pagesEddy Current I LearnStnrlfn Joe's100% (1)
- Chapter 6aDocument129 pagesChapter 6aAhmed shabanNo ratings yet
- Visual Inspection: Asme - Section 5 - Article 9Document93 pagesVisual Inspection: Asme - Section 5 - Article 9AdilNo ratings yet
- Paharpur Cooling Towers LTD: Magnetic Particle Testing ReportDocument1 pagePaharpur Cooling Towers LTD: Magnetic Particle Testing ReportGoutam Kumar DebNo ratings yet
- Sae Ams-W-6858Document46 pagesSae Ams-W-6858Luis HernandezNo ratings yet
- Document No. Iics-Uttg-17-07: IICS Is Administered by TUV NORD (Malaysia) Sdn. BHDDocument9 pagesDocument No. Iics-Uttg-17-07: IICS Is Administered by TUV NORD (Malaysia) Sdn. BHDrajeshNo ratings yet
- ISO - TC 135 - SC 5 - Radiographic TestingDocument2 pagesISO - TC 135 - SC 5 - Radiographic TestingNilesh MistryNo ratings yet
- Quality Assurance Manual: Pt. Akura Bina CitraDocument6 pagesQuality Assurance Manual: Pt. Akura Bina Citrasantosh gorliNo ratings yet
- U.T ProcedureDocument10 pagesU.T ProceduretreyX67No ratings yet
- Eddy Current Testing Equipment Scope in IndiaDocument19 pagesEddy Current Testing Equipment Scope in IndiaDanielNo ratings yet
- Product Data Sheet SKD-S2: Spotcheck Non Aqueous DeveloperDocument3 pagesProduct Data Sheet SKD-S2: Spotcheck Non Aqueous DeveloperMai Anh TaiNo ratings yet
- List of Equipment Rev01Document21 pagesList of Equipment Rev01Ronanki RaviNo ratings yet
- Procedure For Liquid Penetrant ExaminationDocument12 pagesProcedure For Liquid Penetrant ExaminationShashank ParmarNo ratings yet
- 2017 05MayMEDocument108 pages2017 05MayMEJanejiraLertpornprasithNo ratings yet
- Engineering Specifications - Inspection: Rev. FDocument17 pagesEngineering Specifications - Inspection: Rev. Fstephen lewellen100% (1)
- Chain Sling-Terminal 2Document4 pagesChain Sling-Terminal 2YasirNo ratings yet
- Shadesofgrey by Dr. KolblDocument1 pageShadesofgrey by Dr. KolblAnonymous JLrzWCNo ratings yet
- WORK INSTRUCTION OF RadiographerDocument5 pagesWORK INSTRUCTION OF RadiographerRQAU SALEM QUALITY ASSURANCE PROGRAMNo ratings yet
- NDT Lecture 1Document36 pagesNDT Lecture 1AtifNo ratings yet
- Magnetic Particle Inspection Reference: Goodrich NDT Manual Chapter: 32-40-75Document5 pagesMagnetic Particle Inspection Reference: Goodrich NDT Manual Chapter: 32-40-75Dinesh Gupta100% (1)
- PT - Class-1Document29 pagesPT - Class-1Sameer MohammadNo ratings yet
- Ut & Mpi ProcedureDocument23 pagesUt & Mpi ProcedurePRASHANT100% (2)
- RT SoftDocument16 pagesRT SoftMaged Lotfy Abdel-aalNo ratings yet
- RNS - NDT - MT - 001 Rev.0Document10 pagesRNS - NDT - MT - 001 Rev.0Goutam Kumar DebNo ratings yet
- MPTDocument25 pagesMPTAMIT SHAH100% (2)
- Ethics in Accounting A Decision Making Approach 1St Edition Klein Solutions Manual Full Chapter PDFDocument40 pagesEthics in Accounting A Decision Making Approach 1St Edition Klein Solutions Manual Full Chapter PDFLisaMartinykfz100% (9)
- Bridge Alert Management PDFDocument18 pagesBridge Alert Management PDFbhabhasunilNo ratings yet
- Scab Corrosion Creepback of Paint Systems On Metal SubstratesDocument3 pagesScab Corrosion Creepback of Paint Systems On Metal SubstratesAkmal NizametdinovNo ratings yet
- Types of VolcanoesDocument10 pagesTypes of VolcanoesRobert MestiolaNo ratings yet
- University of Zimbabwe B.Sc. (Engineering) Honours - Level IIDocument6 pagesUniversity of Zimbabwe B.Sc. (Engineering) Honours - Level IIkundayi shavaNo ratings yet
- Data Warehouse Slide3Document43 pagesData Warehouse Slide3Kai EnezhuNo ratings yet
- 3rdquarter Week7 Landslide and SinkholeDocument4 pages3rdquarter Week7 Landslide and SinkholeNayeon IeeNo ratings yet
- Puzzles: The Question: There Is Only One Correct Answer To This Question. Which Answer Is This? AnsDocument7 pagesPuzzles: The Question: There Is Only One Correct Answer To This Question. Which Answer Is This? AnsSk Tausif ShakeelNo ratings yet
- Andon PDFDocument24 pagesAndon PDFFrilya Andarni Saragih SumbayakNo ratings yet
- ESM-9944-N / ESM-9945-N Cooking Controllers: Electr Cal W R Ngs Panel Mount NGDocument2 pagesESM-9944-N / ESM-9945-N Cooking Controllers: Electr Cal W R Ngs Panel Mount NGCristian SerbanoiuNo ratings yet
- Technical InstructionsDocument6 pagesTechnical InstructionsSadinjana LakshanNo ratings yet
- ECA Data Integrity Good Documentation PracticeDocument4 pagesECA Data Integrity Good Documentation PracticeyoganaNo ratings yet
- Importing Google Earth Data Into A GISDocument15 pagesImporting Google Earth Data Into A GISJONAMNo ratings yet
- Liebherr Brochure Boom Pumps enDocument20 pagesLiebherr Brochure Boom Pumps enVikash PanditNo ratings yet
- ReadmeDocument1 pageReadmedan maliwatNo ratings yet
- TLE DRILL 150 Items With Answer KeyDocument16 pagesTLE DRILL 150 Items With Answer KeyEd Doloriel MoralesNo ratings yet
- Welcome Vendors Meet: Beml LimitedDocument40 pagesWelcome Vendors Meet: Beml LimitedamandeepNo ratings yet
- Transmission Structures and Foundations:: CourseDocument8 pagesTransmission Structures and Foundations:: CoursejulianobiancoNo ratings yet
- Organisational Analysis of Hero Motocorp and Eicher Motors: Group 9Document7 pagesOrganisational Analysis of Hero Motocorp and Eicher Motors: Group 9Rupanshi JaiswalNo ratings yet
- Metric System Common Measure Conversion Factor Common UseDocument4 pagesMetric System Common Measure Conversion Factor Common UseMarielle ChuaNo ratings yet
- Jack Goldestone - THE PROBLEM OF THE EARLY MODERN WORLD - TEXT PDFDocument36 pagesJack Goldestone - THE PROBLEM OF THE EARLY MODERN WORLD - TEXT PDFBojanNo ratings yet
- Dynamics-2017 15Document113 pagesDynamics-2017 15Noor Ulain NabeelaNo ratings yet
- 72.61.00.045 26-MAR-2020 08-DEC-2021 Closed A319-100N, A320-200N, A321-200N, A321-200NX, A321-200NY 72-61 Iae LLC Pratt & Whitney TFU UpdateDocument9 pages72.61.00.045 26-MAR-2020 08-DEC-2021 Closed A319-100N, A320-200N, A321-200N, A321-200NX, A321-200NY 72-61 Iae LLC Pratt & Whitney TFU UpdatejivomirNo ratings yet
- Damper Valve - Technical Data SheetDocument1 pageDamper Valve - Technical Data SheetPinakin PatelNo ratings yet
- HA FinalDocument209 pagesHA Finalclaire3230No ratings yet
- The Mango Season Q&ADocument5 pagesThe Mango Season Q&Acamellight14No ratings yet
- New Record TDocument2 pagesNew Record Tapi-309280225No ratings yet